新版圆盘剪工艺分解课件.ppt
- 格式:ppt
- 大小:936.02 KB
- 文档页数:44
圆盘剪的剪切原理及剪切缺陷分析发布时间:2021-12-10T07:26:58.021Z 来源:《防护工程》2021年25期作者:马斌[导读] 同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
南京钢铁股份有限公司江苏南京 210000摘要:圆盘剪又称切边剪,是带材和板材生产线的关键设备之一。
其主要功能是通过精确控制钢板宽度,满足客户对产品宽度的严格要求。
同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
关键词:圆盘剪;剪切;缺陷圆盘剪是生产板材的主要设备,用于剪切带钢边缘缺陷,保证全带钢宽度的一致性,提高带钢宽度精度,广泛应用于推拉酸洗装置、连续酸洗装置、酸洗-轧机联合装置、精整装置、重卷装置,是生产带材的重要设备。
同时,剪切机是轧机最重要的辅助设备之一,也是金属材料切割的机械设备。
圆盘剪近年来已广泛应用于中厚板剪切生产中,具有划痕小、剪切质量好、磨损小等优点,能保证钢板平整度及断面光滑。
1圆盘剪概述圆盘剪全称是圆盘式剪切机,当圆盘被剪切时,剪刃和轧件以相同速度运动,并经历连续的圆周运动,形成一对无端点剪切。
其一般放置在带材和板材剪切线上,对运动板材或带材两侧边缘进行纵向剪切,使剪后带钢或板材边缘准确、干净、无毛刺。
按用途分为切边剪和分条剪;根据传动形式,有拉剪和动力剪。
拉剪是由后拉力辊或卷取机拉动的无传动圆盘剪。
动力剪有自己的传动装置,其中一些还配有离合器。
使用拉剪时,离合器可根据情况打开。
2圆盘剪的剪切原理圆盘剪由上下两片圆形刀片组成,用于剪切钢板边缘,两片刀片垂直排列,有一定形式的错位,使上下刀片形成一定程度的重叠量及侧间隙。
钢板边缘进入圆盘剪接触剪刃后,刀片向带钢施加剪切力,刀盘旋转,剪刃刃口间距减小,带钢开始逐渐变形,先弹性变形,再塑性变形,当变形量累积到一定程度时,剪裂产生并进一步扩展,废边与整个钢板分离,完成整个剪切过程,基本上包括以下四个连续阶段。
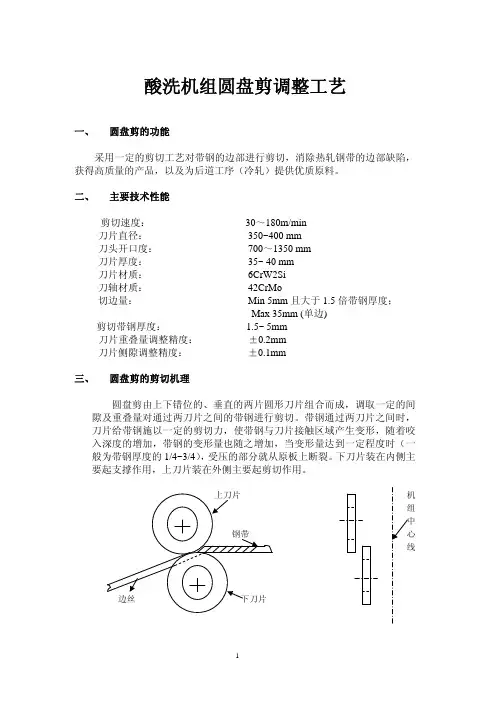
酸洗机组圆盘剪调整工艺一、圆盘剪的功能采用一定的剪切工艺对带钢的边部进行剪切,消除热轧钢带的边部缺陷,和满足用户的需求。
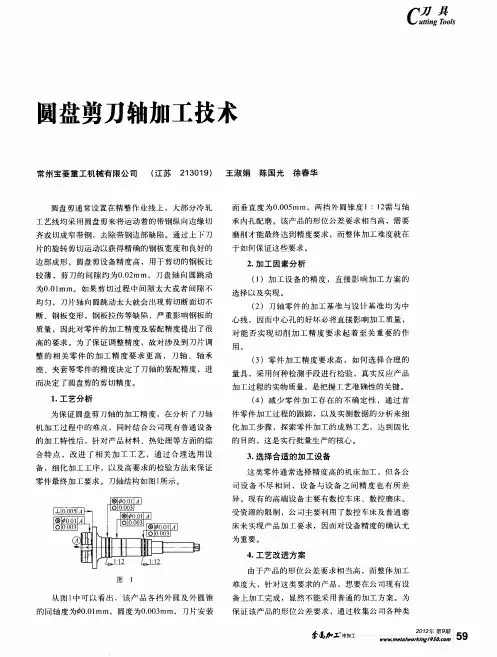
二、主要技术性能剪切速度:30~180m/min刀片直径: 350~400 mm刀头开口度: 700~1350 mm刀片厚度: 35~ 40 mm刀片材质: 6CrW2Si刀轴材质: 42CrMo切边量: Min 5mm且大于1.5倍带钢厚度;Max 35mm (单边)剪切带钢厚度: 1.5~ 5mm刀片重叠量调整精度: ±0.2mm刀片侧隙调整精度: ±0.1mm三、圆盘剪的剪切机理圆盘剪由上下错位的、垂直的两片圆形刀片组合而成,调取一定的间隙及重叠量对通过两刀片之间的带钢进行剪切。
带钢通过两刀片之间时,刀片给带钢施以一定的剪切力,使带钢与刀片接触区域产生变形,随着咬入深度的增加,带钢的变形量也随之增加,当变形量达到一定程度时(一般为带钢厚度的1/4~3/4),受压的部分就从原板上断裂。
下刀片装在内侧主要起支撑作用,上刀片装在外侧主要起剪切作用。
上刀片机组中钢带心线边丝下刀片四、剪切不良的常见缺陷及成因分析1. 毛刺1.1原因毛刺的根本原因是刀片自身的平面度、上下刀片的相对平行度及刀片平面与剪切后钢带边缘的平行度存在偏差所至,导致上刀片与带钢边缘进行二次剪切;常见原因为刀片承担剪切面的边缘有缺口、烧伤或粘结、装刀时刀片侧面粘有异物、或者刀片修磨后未作消磁处理,导致刃口部位粘上铁屑。
1.2对策对各规格带钢剪切时按照正确的调整工艺进行调整;为了减少刀片自身的平面度、上下刀片的相对平行度偏差所带来的影响调整时可适当的将刀片的间隙放大,使剪切后钢带的横截面成倒梯形,以减少二次剪切面积;安装时保证刀片平面与机组中心线的平行度,同时使刀片出口侧的间距略大于入口侧的间距(0~1mm);及时更换刀片后作业;保证新刀片及修磨后刀片的精度,对修磨后的刀片作消磁处理。
2. 剪切不断2.1原因剪切不断的根本原因是刀片的间隙过大或重叠量过小;常见原因为刀片崩刃、刀片过钝、刀片的内孔过大导致剪切时重叠量的波动较大、压靠盘的直径与刀片直径的匹配不合理。
圆盘剪讲解一工艺原理作用:使用两对旋转刀片切掉钢带边部,确定带钢的预定的宽度。
∙切边宽度:最小5mm(每边),最大40mm(每边);∙切边速度:出口线速度;∙缝隙调节装置:机构包括一个预加载微调螺钉,由一个双止推轴承定位。
范围: 0.04~0.6mm ;精度: ± 5µm ;∙重叠量调节装置:通过一个安装在微调螺钉末端的特殊步进电机进行调节。
范围: ﹢2~﹣1.6mm ;精度:±0.01mm ;∙角向头部开度调节装置:确保两个切割面的平行度的精确调节,从而能容易地调节一个小的开度既便于切割,又减小刀具的磨损。
两个丝杆能调节头部± 1°的范围。
∙刀片:使用时间:在两次更换之间约120km ;每次磨削量:0.3至0.5mm ;刀片寿命:约磨削20次;二工作状态1圆盘剪的旋转刀刃允许在不停线的情况下进行更换,对于剪刃有专用的设备允许在对薄带进行剪切时进行调整剪刃的机械间隙。
2两个电动系统允许边部的剪刃在修剪的水平和垂直方向的独自的进行调整间隙。
更换圆盘剪的剪刃简单而且大约需要1分钟(操作员在两侧)。
易拆/ 更换刀片是可能由液压螺母进行,也使用传动轴承两边剪切下来的废料直接进入废料箱3详细(1)两个旋转圆盘剪刃(2)位于旋转圆盘剪端部的去毛刺机(标准布置)(3)位于旋转圆盘剪端部的去毛刺机在圆盘剪的外壳上有一个极其紧凑布置,距离简短所以在圆盘剪剪刃与废料箱之间有安全导卫装置可移动、旋转的移动刀架可以保证刀刃的连续工作设备调整和锁住刀刃的进出纵向辅助设施上叶片中心,从而让更多的真正的废料流出如果没有叠层量的存在,在入口处应用硬质合金刀片,材质的使用寿命较长在使用固定的无间隙较低的剪刃时要预先加载去毛刺机剪刃的外壳和移动的锁定是通过液压活塞来完成的锥形滚珠丝杆的安装调整为宽刀的头上。
滚珠丝杠主轴得到安装过载滑离合器。
与安装一个电子的位置精度很高的调整编码器可以获得的远程控制修剪隔间。
圆盘剪的设计与参数选择(总8页) -本页仅作为预览文档封面,使用时请删除本页-圆盘剪的设计与参数选择【摘要】本文结合实际工程,介绍了推拉式酸洗线上圆盘剪的结构特点,刀具侧向间隙及刀盘重合度调整的方法等。
并给出了剪切力、驱动功率的计算公式和实际例子。
本圆盘剪已在华美推拉式酸洗线上使用。
【关键词】圆盘剪设计参数目录:1.圆盘剪概述2.圆盘剪主要技术性能3.圆盘剪结构机架调宽装置刀刃侧向间隙调整装置刀盘重合度调整装置4.有关参数的选择和计算刀盘直径和厚度的选择刀盘重合度和侧向间隙的选择剪切力的计算剪切力矩的计算剪切电机功率校核5.结束语参考文献1.圆盘剪概述带钢在轧制过程中,有时边部会产生细小的裂缝等缺陷,如不及时切掉,极可能在后续加工过程中产生断带事故。
所以在酸洗机组中均设置圆盘剪,以便去掉边缘损伤,并使成品带钢达到要求的宽度。
另外圆盘剪还广泛用在冶金带钢生产线的其它机组中,如横切机组、纵剪机组、重卷机组、拉矫机组、镀锡机组及焊接机组等。
圆盘剪按其用途和构造可分为两大类:带两对刀盘和多对刀盘.两对刀盘的圆盘剪只用来剪切带材的边部,故称切边圆盘剪或切边剪;多对刀盘的圆盘剪在剪切带材边部的同时并将带材纵切成多条较窄的带材,故称分条圆盘剪或分条剪。
圆盘剪按其传动方式又分为拉剪和动力剪;所谓拉剪,即刀盘没有传动装置,直接由机后的张力辊及卷取机等设备将带钢拉过圆盘剪进行剪切.本文介绍的圆盘剪是用在推拉式酸洗线上。
它的特点是传动系统中装有超越离合器,当机组速度低于穿带速度时,圆盘剪按动力剪状态工作;当机组速度超过穿带速度时,离合器将脱开传动系统,圆盘剪按拉剪状态工作。
为了使切边时不产生毛刺,并保持最小的宽度公差。
必须用防跑偏装置加以控制,以使带钢对中和无冲击地进入圆盘剪。
因此,在圆盘剪的入口侧布置了一套夹送辊纠偏装置。
2.圆盘剪主要技术性能带钢厚度:~带钢宽度:700~1350mm带钢强度极限:σb≤610Mpa机组速度:酸洗出口(圆盘剪):最大 120m/min穿带速度:最大 60m/min剪刃直径:φ350mm剪刃厚度:30mm最大工作间距:1590mm最小工作间距:630mm切边精度:0~+1mm3.圆盘剪结构圆盘剪由左右机架、上下刀轴、机架调宽机构、传动装置、刀盘重合度调整装置、刀刃侧向间隙调整装置、固定底座等组成。
![圆盘剪生产控制讲座[1]080316](https://uimg.taocdn.com/79ed2a0dbed5b9f3f80f1c01.webp)