PVC塑料异型材挤出异常现象的原因及解决思路
- 格式:doc
- 大小:47.00 KB
- 文档页数:6

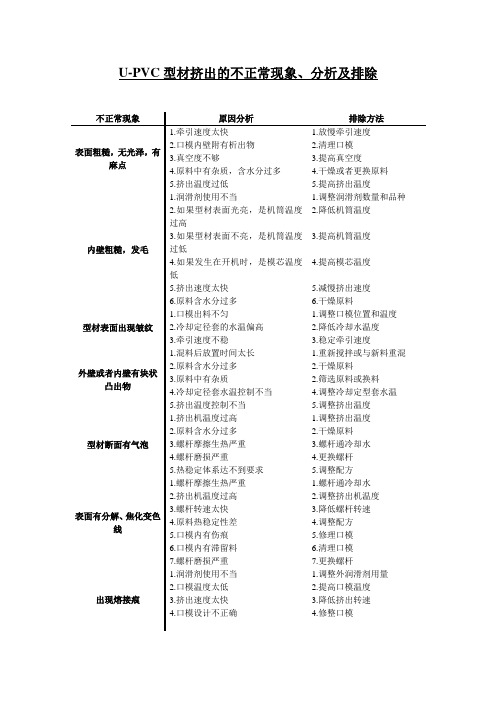
U-PVC型材挤出的不正常现象、分析及排除
不正常现象原因分析排除方法
型材不直,翘曲口模各向出料不均
口模温度分布不合理
牵引方向有偏
调整口模各向出料量
调整口模温度分布
调整牵引机位置
加强肋变形牵引速度太快
冷却定型套冷却能力不够
口模和定型套间距过大
牵引夹紧力太大
降低牵引速度
提高冷却能力
调整口模和定型套间距
调整牵引夹紧力
型材尺寸不稳定挤出机温度波动太大
配方中润滑剂用量过大
挤出机、牵引机速度不稳
挤出机加料(架桥)不稳
外部电压波动
稳定挤出机温度
调整配方
稳定挤出机、牵引机速度
改善挤出机加料
停机等待
型材收缩率太大过分牵伸
冷却不够
口模温度太高
压缩空气压力过高
降低牵引速度
加强冷却
降低口模温度
降低压缩空气压力。
1型材弯曲挤出型材直线度是检验塑料门窗异型材产品品质的一个重要指标,它直接影响门窗焊接、组装质量以及五金配件的安装。
GB/T8814-1998规定,当门窗主要异型材(诸如:扇、框、梃)弯曲量大于2mm/m时为不合格。
造成挤出制品弯曲的因素很多,最常见的有以下几个方面:1.1口模出料不均匀口模出料均匀性包括“出料速度差异”和“型坯壁厚差异”两个要素。
判断口模出料是否均匀,只需在口模出口处用专用铲刀迅速截取长约20mm、塑化良好的型坯4~5片进行测量,若型坯纵向各侧面的长度误差(取各片的平均值)不超过10%,且外壁、内筋等各处的厚度(因有离模膨胀效应,故此厚度并不等同于制品壁厚)对应关系符合产品截面图纸要求则视为合格。
口模出料不均匀造成的弯曲,其弯曲方向在定型系统对型坯冷却充分、牵引阻力平衡的前提下向出料慢的一侧弯曲(冷却效果和牵引阻力的影响在后面讨论)。
调整口模出料均匀性的措施如下:(1)检查口模定型段型腔主间隙的均匀性,间隙差不大于0.02mm;(2)检查流道内有无死角、台阶或糊料现象,将型腔抛光至镜面(Ra≤0.02μm);(3)检查尾锥分流中心是否合理并予以调整;(4)调整口模局部出料速度还可在压缩段、分流段或发散段采取“阻流”或“疏流”两种不同的方式(严禁改变口模定型段间隙)。
对出料快的区域可通过设置阻尼块或采用与模体相同的材料对型腔进行堆焊以达到“限流”的目的;对出料慢的区域可通过局部延长压缩段长度(即缩短定型段长度)、加大分流段型腔尺寸或调整尾锥分流角度以达到“疏流”的目的。
1.2型坯通过定型冷却系统时的牵引阻力不平衡PVC-U异〖BF〗型材定型冷却系统通常采用干-湿结合定型装置。
在干定型段(普遍采用数段定型模安装在同一底板上的串联结构)通过抽真空使高弹态的型坯被吸附在型腔壁上定型冷却,并在牵引机的作用下滑移。
由于多数异型材结构相对复杂,且在沿型腔滑移的过程中逐渐收缩,因此牵引阻力不平衡很常见,主要应从以下几方面分析:(1)因阻力不平衡造成的弯曲(主要发生在非对称型材),往往向阻力大的一侧弯;(2)真空吸附力越大,则型坯与型腔间的摩擦阻力越大,可通过调整真空吸附强度来改变局部牵引阻力;(3)检查易产生较大牵引阻力的沟槽、凸台的结构尺寸设计是否合理。

聚氯乙烯(PVC)出现这些问题,该如何解决一、聚氯乙烯注射成型常见故障的排查·欠注故障分析及排除方法:(1)熔料温度太低。
应适当提高成型温度。
(2)成型周期太短。
应适当延长。
(3)注射压力不足。
应适当提高。
(4)注射速度太慢。
应适当加快。
(5)供料不足。
应增加供料量。
(6)模具温度太低,应适当提高。
特别是要合理设置模具的冷却回路,保持模具温度均匀。
(7)塑件形体结构设计不合理或壁太薄。
应在可能变动的情况下进行调整。
(8)浇注系统结构尺寸偏小。
应适当放大浇口和流道截面。
(9)模具排气不良。
应增加排气孔,改善模具的排气性能。
(10)模具强度不足。
应尽量提高其刚性。
·缩痕故障分析及排除方法:(1)料筒温度太高。
应适当降低料筒温度。
(2)注射压力不足。
应适当提高。
(3)保压时间太短。
应适当延长。
(4)冷却时间太短。
应适当提高冷却效率或延长冷却时间。
(5)供料不足。
应增加供料量。
(6)模具温度不均匀。
应调整模具的冷却系统,合理设置冷却回路。
(7)塑件的形体结构设计不合理,或塑件壁太厚。
应在可能变动的情况下适当调整。
(8)浇口截面积太小。
应适当加大。
·熔接痕故障分析及排除方法:(1)熔料温度太低。
应适当提高成型温度。
(2)注射压力不足。
应适当提高。
(3)注射速度太慢。
应适当加快。
(4)模具温度太低,应适当提高。
(5)浇口截面积太小。
应适当加大。
(6)模具排气不良。
应增加排气孔,改善模具的排气性能。
(7)冷料穴结构尺寸太小或位置不当。
应合理调整。
(8)原料内混入杂质。
应彻底清除异物杂质或换用新料。
(9)脱模剂用量偏多。
应尽量减少其用量。
(10)镶件设置不合理。
应适当调整。
(11)原料着色不均匀。
应选用分散性较好的着色剂,以及延长混色的搅拌时间,使原料着色均匀。
·流料痕故障分析及排除方法:(1)熔料温度太低。
应适当提高成型温度。
(2)注射压力不足。
应适当提高。
(3)保压时间太短。

PVC型材生产中常见问题及解决方法树脂与助剂混合的均匀程度及混合料表观密度的大小都会对PVC冲击强度产生较大影响。
PVC加工温度有一定的范围,温度过高,PVC易分解;温度过低,PVC塑化不充分,各种组分分散不均还会导致脆性增大。
主机转速反映挤出机对PVC的剪切作用,转速过大,剪切力增大,会降低制品的低温性能和焊角强度。
成型压力高有利于提高型材的力学性能,尤其是低温冲击强度。
型材成型冷却作用是将拉伸的大分子链及时冷却定型,达到制品要求。
缓慢的冷却可以使大分子链有足够的时间舒展,这样内应力小,可减轻制品的翘曲、弯曲和收缩,从而提高制品的冲击强度和焊接角破坏力。
配方讨论配方不能脱离原料。
配方的好坏并不完全取决于组分的配比,在很大程度上取决于原料的内在性能和质量。
同是复合稳定剂,由于内部组分不同,会因为与其他原料不协调而影响型材质量。
所以,讨论配方时,一定是确定了每一种原材料型号和厂家之后,才有实际意义。
笔者所在的新疆天业建材公司,一直使用自产的PVC树脂,CPE使用潍坊亚星化学股份有限公司的产品,钛白粉使用杜邦公司(DuPont)的产品,因此,本文只讨论复合稳定剂和增量剂。
复合稳定剂是PVC加工中最重要的一类助剂,对PVC型材的所有指标都产生影响。
复合稳定剂起稳定和润滑两种作用。
稳定作用是阻止PVC分子在加工和使用过程中降解,从而保证PVC型材能够具备门窗所要求的力学性能;内外润滑剂的搭配影响流动性和粘度,进而影响PVC型材的冷冲击性、焊角强度、尺寸变化率、加热后状态和表面光洁度。
目前,面对原材料全面涨价的市场行情,降低配方成本是很多厂家不约而同的选择,而降低配方成本主要有两个途径:使用价格较低的原料,比如使用价格较低的稳定剂、改性剂等;使用增量剂,常用的就是价格较低的碳酸钙。
碳酸钙除了增量降低成本外,还具有稳定尺寸的作用;但随着碳酸钙用量的加大,型材的内在指标明显下降。
混料设备混配料是PVC型材生产中的重要一环。
2014年9月PVC塑料异型材挤出生产“泛黄”原因及解决方法汤坤尧(新疆中泰(集团)有限责任公司830057)摘要:目前,塑料生产行业一直被这样一种问题困扰,在PVC异型材挤出生产中,常常会出现异型材变色“泛黄”。
针对这一状况,根据生产厂家使用的原材料、生产技术和生产设备,分析了出现PVC塑料异型材挤出生产泛黄的原因,并介绍了有效的解决对策。
关键词:PVC;塑料异型材;泛黄;解决对策随着我国建设行业的飞速发展,塑料生产行业也迅速崛起,塑料门、窗、装饰等被大量运用与建筑施工。
但是,我国目前塑料门窗和异型材的市场供给一直大于市场需求,这给塑料异型材生产企业带来巨大的压力,塑料异型材与门窗新标准的制定,更是雪上加霜。
为了应对降低成本与提高质量的双重压力,企业开始积极探索研究,寻求成本和质量的最佳临界点。
一、PVC塑料异型材挤出泛黄的原因1.PVC本体颜色影响塑料异型材的颜色PVC是生产塑料异型材的主原料,它本身的色泽会对塑料异型材成品色泽产生一定影响。
2.PVC树脂的质量影响塑料异型材的颜色PVC树脂在异型材配方中大约占到70%的比例,PVC本身的质量和生产的工艺、规模都会影响到最后的产品颜色。
(1)树脂颜色受PVC聚合度影响较大PVC的聚合度越大,相对体积内的分子数量就会越多,制作完成后的产品就会拥有更好的力学性能、抗热性能和抗老化性能,产品发生变色的可能性也就随之降低。
但是,单位体积内的分子数量多,会导致熔体的粘度变高,影响流动性,给成型加工工作带来困难。
因此,不能只追求一方面的进步,应全面衡量各个生产要素,达到质量与生产难度平衡的局面。
(2)PVC制品未塑化的瑕疵——鱼眼树脂中的鱼眼数量越多,树脂的承压能力越弱。
当压力过大时,鱼眼部位就会破裂,树脂的强度也会随之降低。
(3)粒径大小影响PVC树脂颜色粒径越大,PVC和热稳定剂的分散性就会越差,加工中,易出现局部过热现象,影响树脂的色泽。
3.钛白粉影响异型材挤出颜色钛白粉主要起到增白和评比反射紫外线的作用。
塑料管材挤出遇到的常见问题分析以及解决方式一、壁厚不匀称1.口模板精准定位不准确因为模头内模板精准定位不准确,进而造成口模空隙不匀称,造成巴拉斯效应的水平不一样,制冷后造成管材的厚度不匀称。
防范措施:校准模板间定位销,调节口模空隙。
2.口模的成型长度短口模的成型长度的明确是挤出机头设计方案的重要。
针对不一样的管材,用成型长度来调节速度,使出入口料流匀称。
不然,管材可能出现薄厚不匀及皱褶。
防范措施:参照有关指南,适度延长口模成型长度。
3.模头加温不匀因为模头发热板或加热圈的加温温度不匀,促使模头内各部聚合物溶体黏度不一致,待制冷收拢后,便造成不匀称的厚度。
防范措施:调节发热板或加热圈的温度。
4.口模损坏不匀称口模是成型管材表层的零部件,与物料直接接触,会产生损坏和腐蚀状况。
口模往往产生不匀称的损坏是由口模内壁与分流锥不一样部位的物料流速、总流量、壁压、阻力不一样造成的。
塑料根据口模后能获得必须的样子和规格。
因此口模损坏将立即造成薄厚不匀。
防范措施:选用“节流与开源”的方式修复口模版空隙或分流锥角度。
5.物料带有残渣阻塞流道流道的阻塞促使口模出入口的流速不匀称,物料不稳定,进而造成管材壁厚不匀称。
防范措施:留意原料的清洁,清除模头流道内残渣。
二、弯折1.壁厚不匀称不匀称的厚度自然造成管材制冷后的弯折。
造成壁厚不匀称的缘故及防范措施参照所述1所示。
2.制冷不匀称或制冷不充足从口模挤压后的熔融料流在定型模中,根据制冷和真空吸附做好热交换和制冷定型,假如管材各部位制冷不一致,那么因为各部位制冷收拢快慢不一样会造成管材弯折;或是在管材出了定型模及定型水箱后,部位温度依然较高未彻底制冷,在再次制冷时,管材部位收拢仍会造成管材弯折。
防范措施:减少冷却水的温度,查验制冷水路是不是通畅,调节冷却水的总流量,提升或阻塞水孔。
3定型模阻力遍布不匀称熔融的物料在定型模中因为制冷收拢会造成必须的阻力,假如阻力遍布较差距,则会因部位阻力影响造成管材在定型模中情况不一致造成管材弯折。
•PVC塑料异型材挤出异常现象的原因及解决思路•一、原料进料波动
•1、可能原因:
•1)原料流动性不好;
•2)原料容易在料斗中心形成空洞附壁悬挂,桥架滞料;•3)加料温度过高;
•4)料斗底部湿度过高。
•2、解决思路:
•1)用具有适当流动性PVC干混粉料;
•2)安装搅拌送料器,防止架桥,经常检查,及时处理;•3)进料段通冷却水冷却或降低加料段的温度;
•4)清除料斗中的湿料使料斗保持干燥。
•二、型材弯曲
•1、可能原因:
•1)整条生产线不直;
•2)冷却方法不当;
•3)真空冷却水道不正常;
•4)机头;流道及间隙不合理,壁厚悬殊大;
•5)挤出速度过快;
•6)牵引机上下履带不同步;
•7)模具装配不齐;
•8)定型模各成型面阻力不平衡。
•2、解决思路:
•1)调整生产线保持在一条直线上;
•2)加强壁厚部分冷却,降低水温;
•3)检查真空冷却系统至正常;
•4)修正流道及壁厚至均匀出料;
•5)降低挤出速度;
•6)检查并调整牵引机上下履带同步运行;
•7)模具安装完毕后,用水平心校正;
•8)清理定型模式或专业进行维修。
•三、局部收缩痕
•1、可能原因:
•1)口模筋处树脂活动慢,筋槽受拉伸;
•2)真空操作不当或真空度控制不宜;
•3)冷却水温过高;
•4)局部冷却过快。
•2、解决思路:
•1)清理口模修正模使口模内筋处流速加快或降低牵引速度;
•2)调节真空度,或用夹头工具在灾坯进入定型模前在材料上戳小孔,使型材呈放开式,加强真空吸附;
•3)降低水温,提高冷却效率;
•4)关小局部冷却水。
•四、型材后收缩率大
•1、可能原因:
•1)牵引速度偏高;
•2)定型模冷却不够;
•3)机头温度过高;
•2、解决思路:
•1)调节牵引速度;
•2)提高冷却效率;
•3)降低机头温度;
•五、制品尺寸、厚度时大时小
•1、可能原因:
•1)进料波动;
•2)电热圈加热不正常;
•3)牵引面不稳定,牵引电机打滑或速度波动;
•4)混料不均匀;
•5)模具间隙发生变化;
•6)模头内有物料停滞。
•2、解决思路:
•1)使用具有适当流动性PVC干混粉料;
•2)检修电加热圈;
•3)检查牵引机皮带,变速器是否打没滑,履带上制品是否滑动,夹紧是否合适;
•4)检查混料是否均匀;
•5)检查维修模具试整间隙;
•6)清理后重装检查。
•六、制品端部开裂或呈锯齿状
•1、可能原因:
•1)配方组份塑化不良;
•2)口模温度低;
•3)口模局部温度偏低。
•2、解决思路:
•1)检查调整配方;
•2)提高口模温度;
•3)避免小刺激口模。
•七、出现熔接痕迹
•1、可能原因:
•1)口模结构设计不好;
•2)原料选配和成型条件不一致。
•2、解决思路:
•1)使口模内的物料流量均匀;
•2)增加前端机头压力;
•3)增加机头定型端长度;
•4)在模芯支架后设置物料池;
•5)增加树脂入口处树脂流道;
•6)降低混合料外润滑性;
•7)采用熔融粘度低的物料;
•8)提高机身温度,降低口模温度;
•9)降低挤出速度。
•八、型材表面或内壁出现斑点、垒眼或气泡状凸起•1、可能原因:
•1)原料混有杂质;
•2)原料中水分或挥发物含量高;
•3)粉料堆放时间过长;
•4)机身温度低,机头温度高;
•5)物料热稳定性差;
•6)挤出速度过高。
•2、解决思路:
•1)检查杂质来源,以便清除;
•2)将原料烘干,降低水分含量<0.1%;
•3)重新配置混合料;
•4)调节温度;
•5)检查热稳定剂质量或调整配方;
•6)适当降低挤出速度。
•九、口模内发生分解,制品表面有分解黄解
•1、可能原因:
•1)原料热稳定性差;
•2)挤出温度过高;
•3)机头表面有凹陷积料;
•4)口模结构不合适,模头过渡面不够平缓;
•5)物料在机筒内过热。
•2、解决思路:
•1)检查原料配方,提高热稳定性;
•2)调整温度至可挤出点;
•3)检查清理机头;
•4)尽量消除机头内死角;
•5)增加机头物料导入部分和进入口模前端的压力;•6)缩短物料在机头内停留的时间。
•十、制品表面出现云纹或条纹
•1、可能原因:
•1)原料质地不好,对PVC润滑过量;
•2)混有不同分子量树脂;
•3)物料混合不均匀。
•2、解决思路:
•1)调整配方,增加外润济用量;
•2)不混用不同牌号和不同型号树脂;
•3)混料均匀。
•十一、制品中夹有气泡,内腔粗糙
•1、可能原因:
•1)物料中混有空气,排气真空堵塞或真空泵坏;•2)水分和挥发物过多;
•3)机筒内温度过高,产生分解气体;
•4)螺杆摩擦热量过大;
•5)工艺控制不当,排气不好。
•2、解决思路:
•1)增加螺杆压缩比,使排气完全;
•2)使用干燥物料;
•3)吸真空,在机筒内排气,清理排气真空通道畅通;•4)降低机筒内温度;
•5)螺杆内循环油泵必须打开,调节螺杆温度。
•十二、PVC制品强度低
•1、可能原因:
•1)原料混合工序不完善,物料不均匀;
•2)工艺控制不当;
•3)口模与定型模位置不当。
•2、解决思路:
•1)原料混合均匀,加料顺序,混合温度时间要适当;
•2)减少PVC外润滑性;
•3)配混物料进行使物料内应力的释放过程。
(在规定温度放置10-20小时);
•4)树脂加工温度不要超过最大值;
•5)采用口模压力大的挤出机;
•6)牵引与挤出的速度配合好;
•7)采用前端有压力的大模;
•8)定型应缓冷;
•9)减小定型模内的摩擦。
•十三、焊接强度不够
•1、可能原因:
•1)原料不合格;
•2)混料不均匀;
•3)ACR加入量不够。
•2、解决思路:
•1)使用合格原料;
•2)均匀混料;
•3)定量加入ACR。
•十四、焊接时出现焊花
•1、可能原因:
•1)混有不同分子量树脂;
•2)塑化不良。
•2、解决思路:
•1)不混用不同型号和不同牌号的树脂;
•2)增加压力、保证温度,加强塑化。
•十五、型材表面有划伤
•1、可能原因:
•1)定型模腔内有异物;
•2)定型模或定型模块有碰、划伤;
•3)口模型腔表面有磕碰伤或口模有毛刺。
•2、解决思路:
•1)清理定型模;
•2)检查修复并抛光;
•3)检查修复并抛光。
•十六、挤出物料有波动
•1、可能原因:
•1)加料有波动;
•2)主机螺杆转速不稳定;
•3)模头分料不均匀;
•2、解决思路:
•1)检查加料装置是否正常工作,加料螺杆转速是否平稳;•2)检查传动系统,及时排除故障;
•3)检查修正模头,使其分料均匀。
•十七、型材表现不光洁
•1、可能原因:
•1)温度过低;
•2)配方中润滑剂不足;
•2、解决思路:
•1)提高口模温度;
•2)改变润滑剂种类或用量。
•十八、型材发抖
•1、可能原因:
•1)冷却水对型材冷却过快;
•2)真空压力过大;
•3)定型模与冷却水箱不在同一直线上。
•2、解决思路:
•1)关小冷却水;
•2)减小真空吸力;
•3)调整定型模与水箱在同一水平直线上。