涡流检测
- 格式:ppt
- 大小:859.00 KB
- 文档页数:44
12×2—103—4—5—6—2×图1 涡流渗透深度与激励频率的关系图2 藕合线圈的互感电路a) 藕合线圈电路b)互感作用电路c) 藕合线圈等效感电路折合阻抗与一次线圈本身的阻抗之和称为图3 交流电路中电压和阻抗平面图线圈等效电路b)电压向量图c)阻抗向量图图4图5 阻抗平面图a)线圈阻抗平面b)归一化阻抗曲线图5 福斯特的假想物理模型表2 不同频率f/fg 的有效磁导率μeff的值表中:f为涡流检测的激励频率,也称之为工作频率,fg 为特征频率。
f/fg为频率比,它是涡流检测中的一个重要参数。
因此归一化电压为:数所决定,即:a)绝对式2-检测线圈3-管材在裂纹)时。
检测线圈就有信号输出,来实现检测目的。
标准的比较式1-参考线圈2-检测线圈4-棒材线圈感应输出急剧变化的信号。
c)自比较式1-参考线圈2-检测线圈3邻桥臂上。
用于管子检测的探头线圈在交流桥路中的位置电桥个参考线圈。
绝对式探头1 2线圈2 3-软定心导板4-接插件5探伤的材料进行检测。
差动式探头1 2线圈2 3-软定心导板4-接插件5-外壳二. 涡流检测的频率选择用于非铁磁性圆柱形棒料的检测频率选择图图中:IACS 为国际退火铜标准图的使用方法如下:1) 在A 线上取棒料电导率σ;2) 在B 线上取棒料直径d ;3) 将这两点间的连线延长使之与C 线相交;4) C 线上的交点垂直向上画直线,与所需的kr 值所对应的水平线相交得到一点;5) 根据交点在频率图(斜线)中的位置,即可读出所需的工作频率。
只要适当调节控制信号OT的相位,使θ2=90º,那么,干扰信号的输出为零,而总的信号输出(OC=OAcosθ1仅与缺陷信号有关,消除了不平衡电桥法工作原理在涡流检测中用作参考标准的人工缺陷的种类和形状检测线圈的阻抗特性表面探头以50Hz的频率检测厚铝板缺陷绝对式探头检测阻抗图b)差动式探头检测阻抗图1、2-裂纹3-表层下洞穴时处理,并将结果在CRT上进行实时显示。

无损检测技术中的涡流检测方法详解无损检测技术是一种用于检测材料或构件内部缺陷或性能状态的技术方法,它可以在不破坏被检测材料的情况下对其进行评估和监测。
涡流检测作为无损检测技术的一种方法,被广泛应用于工业生产、航空、航天、汽车、电力等领域。
本文将对涡流检测方法进行详细解释和阐述。
涡流检测是一种基于电磁感应原理的无损检测技术。
其原理是利用交流电源产生的交变电磁场在被测材料中产生涡流,通过对涡流的测量,来判断被测材料的缺陷或性能状态。
涡流检测方法可以检测到多种类型的缺陷,如裂纹、腐蚀、疏松等。
涡流检测方法主要包括以下几个方面:1. 电磁感应原理:涡流检测是基于电磁感应原理的,通过交流电源产生的交变电磁场在被测材料中产生涡流。
当被测材料中存在缺陷时,涡流的路径和强度会发生变化,从而可以判断缺陷的位置和性质。
2. 探头设计:涡流检测中使用的探头通常由线圈和磁芯组成。
线圈通过交流电源激励产生交变磁场,磁芯则用于集中和引导磁场。
探头的设计对于检测效果起着重要的作用,不同类型的缺陷需要不同设计的探头。
3. 缺陷识别:通过分析涡流的强度、相位、频率等参数,可以判断被测材料中的缺陷类型和尺寸。
例如,对于裂纹缺陷,涡流的强度和相位会出现明显的变化。
通过对涡流信号进行数学处理和分析,可以得到准确的缺陷识别结果。
4. 检测技术:涡流检测技术可以分为静态检测和动态检测两种。
静态检测是指将被测材料放置在固定位置,通过探头对其进行检测。
动态检测则是指将探头和被测材料相对运动,通过对运动产生的涡流信号进行检测。
动态检测常用于对大型或复杂构件的检测。
涡流检测方法具有以下优点:1. 非接触性:涡流检测不需要直接接触被测物体,因此不会对被测材料造成损伤或影响其性能。
2. 高灵敏度:涡流检测可以检测到微小尺寸的缺陷,对于裂纹等细小缺陷具有很高的灵敏度。
3. 适用范围广:涡流检测方法适用于多种材料,如金属、合金、陶瓷等。
同时,它可以应用于不同形状和尺寸的材料和构件。
涡流检测ect检测技术标准涡流检测(ECT)是一种常用的无损检测技术,它利用涡流场对导体材料的检测,以实现对材料表面和近表面缺陷的检测。
下面是关于涡流检测技术的详细说明。
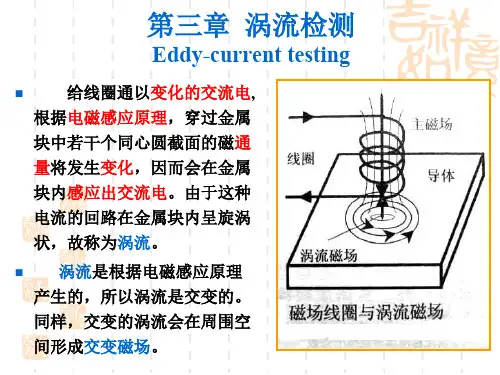
一、涡流检测的原理涡流检测是基于电磁感应原理的无损检测方法。
当一个交流电磁线圈靠近被检测的导电材料时,线圈中会产生交变磁场。
这个磁场会在被检测材料中产生涡流。
如果材料中存在缺陷或异常,如裂纹、气孔、夹杂物等,这些缺陷会改变涡流的分布和强度,从而改变线圈中的感应电动势。
通过测量这个感应电动势的变化,可以确定被检测材料中的缺陷。
二、涡流检测的优点1.高灵敏度:涡流检测对材料表面和近表面的缺陷非常敏感,可以检测出微小的裂纹和其他缺陷。
2.快速高效:涡流检测可以在线进行,且不需要对材料进行特殊处理,因此可以快速高效地检测大量材料。
3.无需耦合剂:与其他无损检测方法相比,涡流检测不需要使用耦合剂,因此可以减少污染和操作成本。
4.适应性强:涡流检测适用于各种导电材料,包括金属、合金、复合材料等。
三、涡流检测的局限性1.检测深度有限:涡流检测主要适用于材料表面和近表面的缺陷检测,对于深层缺陷的检测能力有限。
2.对材料形状和大小敏感:涡流检测的灵敏度受到材料形状和大小的影响,因此对于不同形状和大小的零件需要进行不同的检测设置。
3.不能检测非导电材料:涡流检测只能用于导电材料的检测,对于非导电材料的检测无能为力。
四、涡流检测的标准为了规范涡流检测的技术要求和应用范围,国际上制定了一系列相关标准。
下面是几个主要的涡流检测标准:1.ISO 18564-1: 无损检测-涡流检测-第1部分:一般原则和方法:该标准规定了涡流检测的一般原则和方法,包括检测设备的选择、检测程序、缺陷评定等方面。
2.ISO 18564-2: 无损检测-涡流检测-第2部分:设备:该标准规定了涡流检测设备的性能要求和测试方法,包括电磁线圈的设计、制造和测试要求等。
3.ISO 18564-3: 无损检测-涡流检测-第3部分:人员:该标准规定了从事涡流检测工作的人员要求,包括培训、资格认证、技能要求等方面。
涡流检测工作方案涡流检测是一种常用的非破坏性检测方法,广泛应用于金属材料表面缺陷检测和材料性能评估等领域。
本文将介绍涡流检测的原理、工作流程以及在实际应用中的注意事项。
一、涡流检测原理涡流检测是利用法拉第电磁感应原理实现的一种检测技术。
当在导体表面施加交变电流时,由于电流的变化会产生磁场的变化,进而产生涡流。
涡流会在导体内部形成一个与之相反的磁场,从而改变了导体表面的电磁特性。
当导体表面存在缺陷时,涡流会因为缺陷的存在而发生变化,通过检测涡流的变化可以判断出表面是否存在缺陷。
二、涡流检测工作流程1. 准备工作:确定检测对象和检测条件,例如选择适当的探头、频率和幅度,并确保被检测对象表面清洁,无油污、氧化层等。
2. 接触式涡流检测:将涡流探头与被检测对象表面接触,通过控制电流的频率和幅度,使得涡流可以在被检测对象中形成,并对涡流的变化进行监测和记录。
3. 非接触式涡流检测:将涡流探头保持一定的距离,通过电磁感应实现对被检测对象表面涡流的感应和测量。
非接触式涡流检测适用于对封闭体、高温物体等的检测。
4. 数据分析与判定:对采集到的涡流信号进行分析和处理,根据涡流的变化判断被检测对象表面是否存在缺陷,并给出相应的评估结果。
三、涡流检测注意事项1. 温度控制:涡流检测对被检测对象的温度敏感,过高的温度会导致涡流信号的干扰,因此需要对被检测对象的温度进行控制,避免温度过高。
2. 表面状态:涡流检测对被检测对象表面的状态要求较高,如表面必须清洁,无油、氧化层等,否则会影响涡流信号的准确性。
3. 控制参数:涡流检测需要根据被检测对象的特性和检测要求来选择适当的探头、频率和幅度等参数,必要时需进行试验和调整。
4. 实施标准:涡流检测的实施需要参考相关标准,如ISO 9934-1《涡流检测通用规范》等,按照标准要求进行检测,确保结果的准确性和可靠性。
综上所述,涡流检测是一种有效的非破坏性检测方法,具有广泛的应用前景。
第1篇一、实验背景涡流检测技术是一种非接触式的无损检测方法,通过在被检测物体表面产生涡流,根据涡流的分布和变化来检测物体的缺陷。
该技术广泛应用于航空航天、石油化工、机械制造等领域,具有非接触、快速、高精度等优点。
本次实验旨在通过涡流检测技术,对金属试件进行缺陷检测,验证涡流检测技术的有效性和可靠性。
二、实验目的1. 熟悉涡流检测设备的操作方法;2. 掌握涡流检测参数的设置方法;3. 学习涡流检测数据处理和分析方法;4. 验证涡流检测技术在金属试件缺陷检测中的应用效果。
三、实验原理涡流检测技术是基于法拉第电磁感应定律和楞次定律。
当检测线圈中通入交流电流时,会在被检测物体表面产生交变磁场,从而在物体内部产生涡流。
涡流的产生会改变检测线圈中的磁场,进而影响线圈中的电流。
通过检测线圈中的电流变化,可以判断被检测物体表面的缺陷情况。
四、实验设备与材料1. 涡流检测仪:用于产生交变磁场,检测涡流变化;2. 金属试件:用于模拟实际工件,验证涡流检测技术的应用效果;3. 检测线圈:用于产生涡流,检测缺陷;4. 计算机及软件:用于数据处理和分析。
五、实验步骤1. 将金属试件放置在涡流检测仪的检测平台上;2. 将检测线圈放置在金属试件表面,调整线圈与试件的相对位置;3. 设置涡流检测仪的工作参数,如频率、幅度、增益等;4. 启动涡流检测仪,观察检测线圈中的电流变化;5. 分析电流变化,判断金属试件表面的缺陷情况;6. 改变检测参数,观察电流变化,验证参数对检测结果的影响;7. 记录实验数据,进行数据处理和分析。
六、实验结果与分析1. 在实验过程中,发现金属试件表面存在明显的缺陷,涡流检测仪能够准确检测出缺陷的位置和大小;2. 通过调整涡流检测仪的工作参数,发现参数对检测结果有显著影响。
适当调整参数,可以提高检测精度和灵敏度;3. 实验结果表明,涡流检测技术在金属试件缺陷检测中具有较好的应用效果,可以满足实际工程需求。
无损检测技术中的涡流检测方法详解涡流检测方法是无损检测技术中的一种重要方法,广泛应用于各个领域,如航空航天、石油化工、机械制造等。
本文将详细介绍涡流检测方法的原理、应用场景以及优缺点。
涡流检测(Eddy current testing)是一种基于涡流感应原理的无损检测技术。
它利用感应线圈产生的交流电磁场与被测试物体中存在的缺陷或材料变化相互作用,通过检测电磁场的变化来判断被测物体的质量和完整性。
涡流检测方法可以检测许多不同类型的缺陷,如裂纹、气孔、金属中的杂质等。
涡流检测方法有很多应用场景。
首先,它可以用于表面缺陷的检测。
涡流检测方法可以检测出金属表面的裂纹、腐蚀、划痕等缺陷,对于保证产品质量和安全非常重要。
其次,它可以用于导电材料的非破坏性探伤。
例如,在航空航天领域中,涡流检测可以检测飞机发动机叶片、涡轮叶片等高温部件的裂纹情况。
此外,涡流检测还可以用于金属材料中的疲劳损伤检测、焊接接头质量评估等方面。
涡流检测方法有很多优点。
首先,它可以实现非接触检测,无需与被测物体直接接触,减少了对被测物体的损伤。
其次,涡流检测方法可以高效地检测大面积的缺陷,节省了时间和人力成本。
此外,涡流检测方法适用于各种导电材料,包括金属和合金,具有很高的适应性。
最后,涡流检测方法对材料的电导率变化敏感,可以检测金属材料中的杂质和缺陷。
然而,涡流检测方法也有一些缺点。
首先,它只能用于导电材料的检测,对于非导电材料无法应用。
其次,涡流检测方法对于缺陷的探测深度有限,只能检测物体表面附近的缺陷。
此外,涡流检测方法对于复杂形状的物体或小尺寸缺陷的检测具有一定的限制。
因此,在实际应用中,需要根据具体情况选择适合的检测方法。
在涡流检测方法实施过程中,需要注意一些关键要点。
首先,选择合适的感应线圈和频率。
感应线圈的大小、形状和频率的选择将直接影响到检测结果的质量。
其次,设置合理的检测参数。
检测参数包括检测速度、灵敏度等,需要根据具体情况进行调整。
无损检测之涡流检测
一、涡流检测的理论基础是电磁感应原理
金属材料在交变磁场作用下产生涡流。
根据涡流的大小和分布,可检出铁磁性和非铁磁性材料的缺陷,或分选材料、测量膜层厚度和工件尺寸,以及材料某些物理性能等。
二、涡流检测探伤规范的选择
1、探伤频率的选定
选择探伤频率应考虑透入深度和缺陷及其他参数的阻抗变化,利用指定的对比试块上的人工缺陷找出阻抗变化最大的频率和缺陷与干扰因素阻抗变化之间相位差最大的频率。
2、线圈的选择
线圈的选择要使它能探测出指定的对比试块上的人工缺陷,并且所选择的线圈要适合于试件的形状和尺寸。
3、探伤灵敏度的选定
探伤灵敏度的选定是在其他调整步骤完成之后进行的,要把指定的对比试块的人工缺陷的显示图像调整在探伤仪器显示器的正常动作范围之内。
三、能力范围
1、能检测出金属材料对接接头和母材表面、近表面存在的缺陷;
2、能检测出带非金属涂层的金属材料表面、近表面存在的缺陷;
3、能确定缺陷的位置,并给出表面开口缺陷或近表面缺陷埋深的参考值;
4、涡流检测的灵敏度和检测深度,主要由涡流激发能量和频率确定。
四、局限性
1、较难检测出金属材料埋藏缺陷;
2、较难检测出涂层厚度超过3mm的金属材料表面、近表面的缺陷;
3、较难检测出焊缝表面存在的微细裂纹;
4、较难检测出缺陷的自身宽度和准确深度。