Hinge设计成本.pptx
- 格式:pptx
- 大小:225.54 KB
- 文档页数:32

![亨格瑞成本与管理会计(中英第15版)中文PPT (2)[31页]](https://img.taocdn.com/s1/m/b7f9b8dd7cd184254a3535c7.png)

建筑设计成本计算模板1. 简介本文档提供了一个用于计算建筑设计成本的模板。
该模板的目的是帮助建筑设计师和项目管理人员快速、准确地估算建筑设计阶段的成本,以便进行预算规划和项目控制。
2. 成本计算方法建筑设计成本计算通常包括以下几个主要方面:2.1. 设计人员费用设计人员费用是指设计团队的人工成本,包括建筑师、工程师、室内设计师等。
根据设计人员的级别和工作量,可以按照小时工资或项目阶段提供的固定费用来计算。
2.2. 技术设备和软件费用在建筑设计过程中,通常需要使用各种技术设备和软件来进行绘图、模拟和分析。
这些费用可以根据设备和软件的购买或租赁成本来计算。
2.3. 材料和样品费用建筑设计阶段可能需要购买一些材料和样品用于设计验证和展示。
这些费用应根据实际购买的材料和样品的成本来计算。
2.4. 差旅和交通费用如果设计团队需要出差或进行现场考察,就需要计算差旅和交通费用。
这些费用包括交通工具费用、住宿费用和出差津贴等。
2.5. 其他费用除了上述费用之外,还可能存在一些其他费用,如印刷和复印费用、文件传递和快递费用等。
这些费用应根据实际发生的费用来计算。
3. 使用建议在使用该模板进行成本计算时,建议遵循以下几点:- 根据项目需求和规模,合理确定设计人员的数量和级别。
- 选择适合项目需求的技术设备和软件,并计算其购买或租赁成本。
- 在购买材料和样品时,注意选择性价比较高的供应商,以控制成本。
- 在安排差旅和交通时,合理规划行程和选择经济实惠的交通方式。
- 细化其他费用,并根据实际情况计算和记录。
4. 总结该建筑设计成本计算模板提供了一个简单而有效的方法来估算建筑设计阶段的成本。
通过合理使用该模板,并结合实际项目情况进行调整,可以帮助项目团队进行预算规划和项目控制,从而实现成本控制和项目成功的目标。
产品设计成本分析报告1. 引言本报告旨在对产品设计的成本进行分析和评估,帮助决策者了解产品设计过程中的预期成本,并提供合理的建议和决策依据。
2. 产品设计成本的组成部分产品设计成本通常包括以下几个方面:2.1. 人力成本人力成本是产品设计过程中最主要的成本之一。
它包括设计师、工程师和技术人员的工资和福利费用。
这些人员在产品设计的各个阶段中扮演重要角色,他们的专业知识和技能对于产品的成功至关重要。
2.2. 设备和工具成本在产品设计过程中,使用各种设备和工具是必不可少的。
这些设备和工具包括计算机、绘图软件、实验设备等。
它们不仅需要购买和维护,还需要培训员工使用和保养。
2.3. 材料和原型制作成本产品设计过程中需要使用各种材料和原型进行测试和验证。
这些材料和原型的采购和制作成本也是设计成本的一部分。
例如,3D打印机材料、样品制作和测试所需的材料等。
2.4. 测试和验证成本产品设计过程中需要进行多轮测试和验证,以确保产品的质量和性能。
这些测试和验证的费用也是产品设计成本的一部分。
例如,市场调研、用户反馈收集、原型测试等。
3. 产品设计成本的分析和评估为了分析和评估产品设计成本的合理性和可控性,我们可以采用以下几种方法:3.1. 成本估算和预算控制在产品设计开始之前,我们可以进行成本估算和预算控制。
根据过去的经验和项目要求,我们可以初步估算出不同阶段和成本项目的所需资金,并设定预算控制措施,以控制成本在可承受的范围内。
3.2. 效益分析除了成本估算之外,我们还可以进行效益分析,以评估不同产品设计决策的经济效益。
通过比较不同方案的成本和效益,我们可以选择最佳的设计方案,以最大化产品设计的投资回报率。
3.3. 风险评估在产品设计过程中,可能会面临一些风险和不确定性。
例如,技术难题、市场需求变化等。
为了评估这些风险对成本的影响,我们可以进行风险评估,确定潜在风险的发生概率和影响程度,并采取相应措施降低风险造成的成本损失。
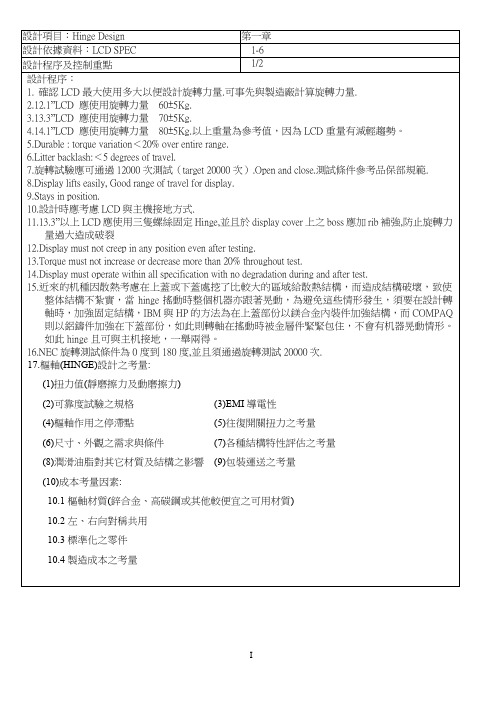
Hinge介紹及分析一.H inge設計概念1-1. 初步設計:1-1-1.產品功能設計:大小,重量,及外觀,作動方式1-1-2.安全性:要符合產品安全相關法規及環境保護相關要求1-1-3.品質及可靠性:在產品設計階段即已決定未來製造及使用品質,可靠度亦同1-1-4.產品壽命要便於服務及維修,或增長產品壽命1-2.建立手工樣品:經初步設計確定後,即建立手工樣品,以供進一步測試及分析1-3.測試:手工樣製作完成,則需進行基本功能測試以確定其在實際的作業條件下是否能達到其預期的性能1-4.細部設計:包括(1)功能設計(2)外觀設計(3)生產/製造設計等三部份4-1功能設計:產品的可靠度是一個重要的考慮因素,所謂可靠度性係於某特定情況下操作,產品執行其預期功能的機率,而產品的可靠性主要取決於零組件的可靠性,零件排列組合方式會影響可靠性4-2.外觀設計:就生產設計而言,則應考慮標準化問題,除指產品大小,顏色,形狀各特性上的一致性,亦指工作方法,設備,製程等方面一致性4-3.生產/製造設計:就生產/製造設計,應考慮生產方便性,良率及設備普及性二.H inge種類介紹:大致分類為下1.一字型Hinge1-1.同軸式(一字型破公軸)1-2.同軸式(一字型破母軸)1-3.同軸式1-4.雙包式1-5.鋅合金式1-6.支架(彈片式)-微調式2. 簡單型2-1. 單軸固定型2-2. 雙軸分離型2-3. 單軸連接型2-4. 雙軸連接型2-5. 鋁座雙軸連接2-6. 鋁座單軸連接3. 折疊型3-1. 兩段扭力單側3-2. 兩段扭力兩側3-3. 彈片型3-4. 推檔片型4. 升降型4-1. 左右旋轉型(壓縮式升降型)4-2. 上下升降型(四連杆式升降型A)4-3. 可上下升降又可左右旋轉型(卷片式升降型)4-4. 可上下升降又可左右旋轉型(連杆式升降型B)5. 鐵件塑膠組合型6.卡夾式三.種類簡介:3-1.一字型Hinge3-1-1.同軸式(一字型破公軸)分析:1.材質:SUM22L或SUM22L熱處理方式:HV 15N硬度:80 ~822.扭力:SHAFT(a)與SHAFT(b)干涉配合而磨擦產生扭力3.LCD要求尺寸:4.成本:半自動組裝3-1-2.同軸式(一字型破母軸)分析:1.材質:SUM22L或SUM22L熱處理方式:HV 15N硬度:80 ~822.扭力:SHAFT(a)與SHAFT(b)干涉配合而磨擦產生扭力3.LCD要求尺寸:4.成本:半自動組裝3-1-3.同軸式分分析:1.材質:SUM22L或SUM22L熱處理方式:HV 15N硬度:80 ~822.扭力:SHAFT(a)與SLEEVE干涉配合而磨擦產生扭力3.LCD要求尺寸:4.成本:最高(機械加工費用高-半自動組裝)3-1-4.雙包式分析:1.材質:心軸-SUM22L或SUM22L熱處理方式:HV 400~450bracket-SK7熱處理方式:HRC40~452.扭力:SHAFT與bracket-干涉配合而磨擦產生扭力3.LCD要求尺寸:4.成本:低(模具費用普通)3-1-5.鋅合金式分析:1.材質:SHAFT---SUM22L或SUM22L熱處理方式:HV 420~450SPRING-PIPE---SK7,SK5熱處理方式:HRC 42~452.扭力:SHAFT與SPRING-PIPE干涉配合而磨擦產生扭力3.LCD要求尺寸:4.成本:次高(模具費用高可自動組裝)3-1-6.支架(彈片式)分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45SPRING Washer SK7 熱處理方式:HRC 42~45Washer SK7 熱處理方式:HRC 45~50 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:4.成本:高(模具費用低人工組裝費用高)3-2. 簡單型3-2-1. 單軸固定型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-2-2. 雙軸分離型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 2.扭力:由铆合使碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:低(模具費用低人工組裝費用低半自動組裝)3-2-3. 單軸連接型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-2-4. 雙軸連接型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-2-5. 鋁座雙軸連接分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(壓鑄模具費用高人工組裝費用普通)3-2-6. 鋁座單軸連接分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(壓鑄模具費用高人工組裝費用普通)3-3. 折疊型3-3-1. 兩段扭力單側分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-3-2. 兩段扭力兩側分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-3-3. 彈片型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-3-4. 推檔片型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-4. 升降型3- 4-1. 左右旋轉型(壓縮式升降型)總裝配零件示意圖分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-14”LCD-15”LCD-17”LCD-19”4.成本:高(模具費用低人工組裝費用高)3-4-2. 上下升降型(四連杆式升降型A)分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-15”LCD-17”LCD-19”4.成本:很高(模具費用低人工組裝費用很高)3-4-3. 可上下升降又可左右旋轉型(卷片式升降型)分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-15”LCD-17”LCD-19”LCD-21”4.成本:很高(模具費用低人工組裝費用很高)3-4-4. 可上下升降又可左右旋轉型(連杆式升降型B)分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-15”LCD-17”LCD-19”LCD-21”4.成本:很高(模具費用低人工組裝費用很高)3-5. 鐵件塑膠組合型分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-15”LCD-17”4.成本:很高(塑膠模具費用高,人工組裝費用高)6.卡夾式分析:1.材質:SHAFT---SUM22L或SUM22L 熱處理方式:HV 420~450bracket----SK7,SK5 熱處理方式:HRC 42~45 或SPCC 熱處理方式:HV 42~45 2.扭力:由NUT首緊碟型片, 產生軸向力,壓迫Washer與bracket-產生扭力3.LCD要求尺寸:LCD-15”LCD-17”4.成本:很高(塑膠模具費用高,人工組裝費用高)。