Miyachi 焊接的原理
- 格式:pdf
- 大小:161.57 KB
- 文档页数:1
MIG焊的原理特点及应用1. MIG焊的原理MIG焊(Metal Inert Gas Welding),也称为气体保护焊(Gas Metal Arc Welding,简称GMAW),是一种常用的电弧焊接方法。
它利用熔化电极和工件之间的电弧来进行焊接。
在MIG焊中,使用一根带有电流的连续且自动供给的焊丝作为电极,将焊丝传输到工件处,并同时通过喷出的惰性气体或混合气体进行保护。
MIG焊具有以下原理特点:- 熔化电极自动给送:MIG焊使用连续供给的焊丝,通过进给系统自动将焊丝送到焊接区域,使焊接过程更加稳定和高效。
- 惰性气体保护:在MIG焊中,使用惰性气体(常见的有氩气)来保护焊接区域,防止焊缝受到空气中的氧和湿气的污染,提高焊接质量。
- 电弧稳定:MIG焊利用直流电源产生的稳定电弧进行焊接,使焊接过程更加可靠和一致。
- 适应性强:MIG焊适用于多种金属的焊接,包括钢、铝、镍合金等,具有广泛的应用领域。
2. MIG焊的应用MIG焊由于其原理特点,被广泛应用于以下领域:2.1 汽车制造汽车制造行业是MIG焊的主要应用领域之一。
在汽车制造过程中,MIG焊被用于焊接车身零部件、底盘、车架等关键部位。
由于MIG焊的高效性和稳定性,它可以快速、准确地进行焊接,提高汽车的生产效率和质量。
2.2 金属结构制造MIG焊在金属结构制造领域也扮演着重要的角色。
无论是建筑物、桥梁、钢结构还是船舶等金属结构的制造和修复,MIG焊都能够提供高质量、高效率的焊接解决方案。
其适应性强的特点使得MIG焊成为了许多金属结构制造工艺中的首选方法。
2.3 家电制造在家电制造过程中,MIG焊被广泛用于焊接厨房电器、空调、冰箱等产品的外壳和内部结构。
由于MIG焊具有高效、稳定的特点,可以快速焊接大量的金属零部件,提高家电生产的效率和质量。
2.4 食品和饮料工业在食品和饮料工业中,MIG焊被应用于不锈钢容器和管道的焊接。
由于MIG焊具有惰性气体保护的特点,焊接过程不会产生内部污染,保证食品和饮料的安全性和卫生标准。
氩弧焊工作原理
氩弧焊工作原理是基于电弧熔化金属并利用惰性气体氩保护焊缝的一种焊接方法。
具体工作原理如下:
1. 器材准备:首先,准备好焊接所需的器材,包括焊接电源、焊接机、气源、焊条或焊丝等。
2. 电源接通:将焊接电源与焊接机连接,并确保电源接通。
注意检查电源电压和电流是否符合要求。
3. 气源接通:将氩气气源与焊接机连接,确保气源接通。
氩气是惰性气体,能够有效地保护焊缝区域,防止被氧化。
4. 焊接电极与工件连接:将焊接电极或焊丝与工件连接,一般通过电弧点燃器点燃焊接电极。
点燃后,焊接电极会发出一道弧光。
5. 弧光形成:当焊接电极与工件之间有一定的距离时,电弧会在它们之间形成,并产生高温。
6. 金属熔化:电弧的高温作用下,工件表面的金属开始熔化,并形成熔池。
7. 熔池润湿和熔化:熔池迅速润湿和熔化工件的两个接触表面,将它们融合在一起。
8. 焊缝形成:随着焊接电极的移动,焊缝逐渐形成。
焊接电极
移动的速度和焊接电流的大小会影响焊缝的宽度和质量。
9. 氩气保护:在整个焊接过程中,氩气会通过喷嘴喷射到焊接区域,形成一个保护气体罩,防止焊缝被氧化。
保护气体罩的形状和氩气的流量需要根据焊接要求进行调整。
10. 焊接完成:当焊接过程完成时,关闭电弧,并等待焊缝冷却。
完成焊接后,焊缝通常需要经过充分的冷却和处理才能得到坚固且优质的焊接接头。
⽶亚基焊机常识焊接的基础知识⼀、精密电阻点焊使⽤⾦属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺⼨,再将其连接起来。
连接材料的⽅法有利⽤铆钉进⾏机械连接和利⽤焊接进⾏冶⾦连接以及利⽤超声波进⾏物理连接。
电阻点焊是利⽤冶⾦的⽅法将⾦属材料⾼效率地经济地连接起来的⼀种⽅法。
因此在产业界被⼴泛地使⽤。
我们将精密⼩型⼯件的电阻焊接称之为精密电阻点焊。
⽶亚基公司源源不断地开发出各种超⼩型、可⾼密度安装化的新型精密电阻点焊机,取代了以往的锡焊、铆接等⾦属连接⼯艺。
精密电阻点焊机是最适合⽤于⼩型的、性能要求⾼的电⼦部品,以及精密机械⼯业中的⼩型部品的组装。
电阻焊接的原理利⽤焦⽿热进⾏焊接Q=0.24I2Rt=0.24IEt(cal)…①公式①如下图所⽰,⼯件在上下电极间被加压,通电,进⾏电阻焊接。
焊接部的电阻为R(Ω),焊接电流为I(A),通电时间为t(sec)时,根据公式①焊接部发热。
因此焊接部的温度上升,产⽣熔融。
图1⼆、电阻点焊的5⼤要素1、电流2、时间3、加压⼒4、电流密度(电极先端直径)5、电极材料上述要素与发热量Q及发热位置有关系,也就是说点焊时影响焊接效果的因素有:电流I、通电时间t、接触电阻R、电流密度(电极先端)和电极材料。
接触电阻R随着加压⼒的增⼤⽽降低。
以上要素被称为电阻点焊的五⼤要素。
接触电阻⼯件表⾯⽣成的氧化薄层引起的电阻(表⽪电阻)和由于电流的流通截⾯引起的电阻(集中电阻)。
图2上图中,R2,R4……材料⾃⾝的电阻;R3……上下⼯件之间的电阻;R1,R5,……电极与⼯件之间的电阻。
接触电阻是指R1、R3、R5。
三、电极的作⽤1.导通⼤电流。
2.施加压⼒。
3.提⾼焊接点的冷却效果。
4.稳定电流密度。
电极具有以上的作⽤,这⾥解释⼀下与品质管理有关的电流密度。
电流密度是指单位横截⾯中的电流值。
如果将电流密度⼀直保持稳定,就能防⽌焊接不良。
由于要导通⼤电流(电极作⽤1),电极顶端会发热;⼜由于要加压会使电极顶端变宽,电流密度变⼩,因此,随着焊接次数的增多,焊核会变⼩(焊接不良)因此在焊接品质管理中电极的管理(进⾏⼀定次数的焊接后更换或修磨电极)就变得⾮常的重要。
氩弧焊原理
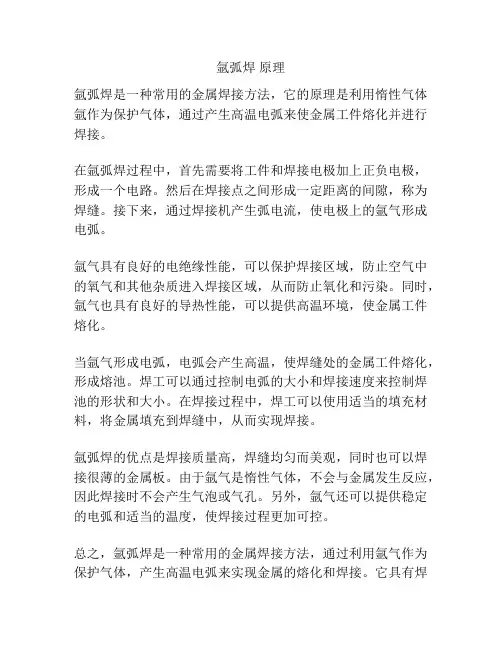
氩弧焊是一种常用的金属焊接方法,它的原理是利用惰性气体氩作为保护气体,通过产生高温电弧来使金属工件熔化并进行焊接。
在氩弧焊过程中,首先需要将工件和焊接电极加上正负电极,形成一个电路。
然后在焊接点之间形成一定距离的间隙,称为焊缝。
接下来,通过焊接机产生弧电流,使电极上的氩气形成电弧。
氩气具有良好的电绝缘性能,可以保护焊接区域,防止空气中的氧气和其他杂质进入焊接区域,从而防止氧化和污染。
同时,氩气也具有良好的导热性能,可以提供高温环境,使金属工件熔化。
当氩气形成电弧,电弧会产生高温,使焊缝处的金属工件熔化,形成熔池。
焊工可以通过控制电弧的大小和焊接速度来控制焊池的形状和大小。
在焊接过程中,焊工可以使用适当的填充材料,将金属填充到焊缝中,从而实现焊接。
氩弧焊的优点是焊接质量高,焊缝均匀而美观,同时也可以焊接很薄的金属板。
由于氩气是惰性气体,不会与金属发生反应,因此焊接时不会产生气泡或气孔。
另外,氩气还可以提供稳定的电弧和适当的温度,使焊接过程更加可控。
总之,氩弧焊是一种常用的金属焊接方法,通过利用氩气作为保护气体,产生高温电弧来实现金属的熔化和焊接。
它具有焊
接质量高、焊缝均匀美观等优点,被广泛应用于各种金属制品的生产和修复中。
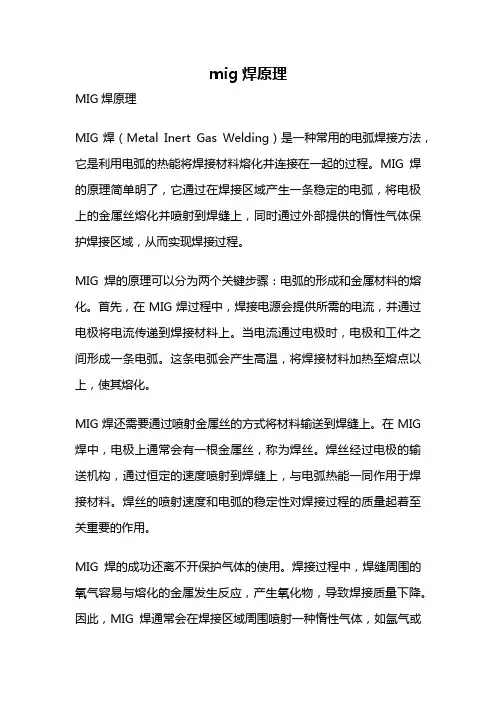
mig焊原理MIG焊原理MIG焊(Metal Inert Gas Welding)是一种常用的电弧焊接方法,它是利用电弧的热能将焊接材料熔化并连接在一起的过程。
MIG焊的原理简单明了,它通过在焊接区域产生一条稳定的电弧,将电极上的金属丝熔化并喷射到焊缝上,同时通过外部提供的惰性气体保护焊接区域,从而实现焊接过程。
MIG焊的原理可以分为两个关键步骤:电弧的形成和金属材料的熔化。
首先,在MIG焊过程中,焊接电源会提供所需的电流,并通过电极将电流传递到焊接材料上。
当电流通过电极时,电极和工件之间形成一条电弧。
这条电弧会产生高温,将焊接材料加热至熔点以上,使其熔化。
MIG焊还需要通过喷射金属丝的方式将材料输送到焊缝上。
在MIG 焊中,电极上通常会有一根金属丝,称为焊丝。
焊丝经过电极的输送机构,通过恒定的速度喷射到焊缝上,与电弧热能一同作用于焊接材料。
焊丝的喷射速度和电弧的稳定性对焊接过程的质量起着至关重要的作用。
MIG焊的成功还离不开保护气体的使用。
焊接过程中,焊缝周围的氧气容易与熔化的金属发生反应,产生氧化物,导致焊接质量下降。
因此,MIG焊通常会在焊接区域周围喷射一种惰性气体,如氩气或二氧化碳,以隔绝空气中的氧气。
这种惰性气体能够保护焊接区域免受氧化和污染,从而提高焊接质量。
总结一下,MIG焊的原理主要包括电弧的形成、金属材料的熔化和保护气体的使用。
通过这些步骤,MIG焊能够实现高效、稳定、质量较高的焊接过程。
MIG焊由于其操作简单、焊接速度快、焊缝质量好等优点,在工业生产中得到了广泛应用。
无论是汽车制造、船舶建造还是金属结构加工,MIG焊都发挥着重要的作用。
需要注意的是,MIG焊的成功与否不仅取决于焊接设备的性能,还取决于操作人员的熟练程度。
合理选择焊接参数、掌握焊接技巧和保持焊接设备的良好状态,都是保证MIG焊质量的关键因素。
MIG焊是一种常用的电弧焊接方法,通过电弧的热能将焊接材料熔化并连接在一起。
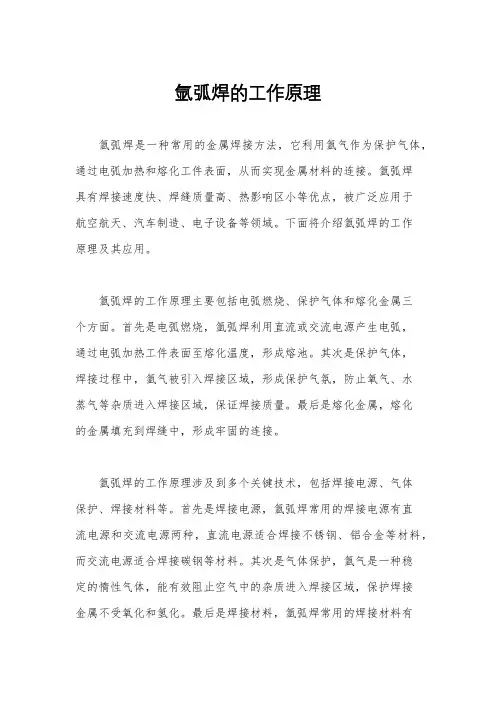
氩弧焊的工作原理氩弧焊是一种常用的金属焊接方法,它利用氩气作为保护气体,通过电弧加热和熔化工件表面,从而实现金属材料的连接。
氩弧焊具有焊接速度快、焊缝质量高、热影响区小等优点,被广泛应用于航空航天、汽车制造、电子设备等领域。
下面将介绍氩弧焊的工作原理及其应用。
氩弧焊的工作原理主要包括电弧燃烧、保护气体和熔化金属三个方面。
首先是电弧燃烧,氩弧焊利用直流或交流电源产生电弧,通过电弧加热工件表面至熔化温度,形成熔池。
其次是保护气体,焊接过程中,氩气被引入焊接区域,形成保护气氛,防止氧气、水蒸气等杂质进入焊接区域,保证焊接质量。
最后是熔化金属,熔化的金属填充到焊缝中,形成牢固的连接。
氩弧焊的工作原理涉及到多个关键技术,包括焊接电源、气体保护、焊接材料等。
首先是焊接电源,氩弧焊常用的焊接电源有直流电源和交流电源两种,直流电源适合焊接不锈钢、铝合金等材料,而交流电源适合焊接碳钢等材料。
其次是气体保护,氩气是一种稳定的惰性气体,能有效阻止空气中的杂质进入焊接区域,保护焊接金属不受氧化和氢化。
最后是焊接材料,氩弧焊常用的焊接材料有纯钨电极、钨钼电极、钨铈电极等,不同的电极材料适用于不同的焊接材料和焊接工艺。
氩弧焊具有许多优点,首先是焊接速度快,氩弧焊可以实现高速焊接,提高生产效率。
其次是焊缝质量高,氩弧焊焊接出的焊缝平整、均匀,焊接质量可靠。
再次是热影响区小,氩弧焊的热输入较低,对工件的热影响区小,可以减少变形和残余应力。
此外,氩弧焊还适用于各种金属材料的焊接,具有广泛的应用前景。
总之,氩弧焊是一种常用的金属焊接方法,其工作原理包括电弧燃烧、保护气体和熔化金属三个方面。
氩弧焊具有焊接速度快、焊缝质量高、热影响区小等优点,被广泛应用于航空航天、汽车制造、电子设备等领域。
随着科学技术的不断发展,氩弧焊技术将会得到进一步的改进和应用。
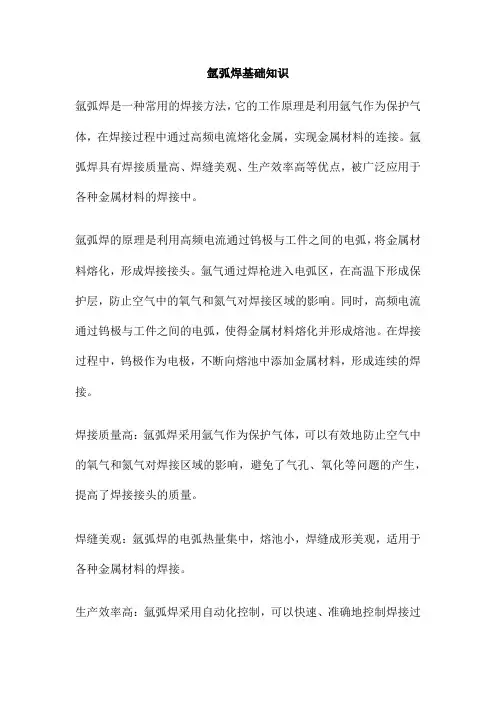
氩弧焊基础知识氩弧焊是一种常用的焊接方法,它的工作原理是利用氩气作为保护气体,在焊接过程中通过高频电流熔化金属,实现金属材料的连接。
氩弧焊具有焊接质量高、焊缝美观、生产效率高等优点,被广泛应用于各种金属材料的焊接中。
氩弧焊的原理是利用高频电流通过钨极与工件之间的电弧,将金属材料熔化,形成焊接接头。
氩气通过焊枪进入电弧区,在高温下形成保护层,防止空气中的氧气和氮气对焊接区域的影响。
同时,高频电流通过钨极与工件之间的电弧,使得金属材料熔化并形成熔池。
在焊接过程中,钨极作为电极,不断向熔池中添加金属材料,形成连续的焊接。
焊接质量高:氩弧焊采用氩气作为保护气体,可以有效地防止空气中的氧气和氮气对焊接区域的影响,避免了气孔、氧化等问题的产生,提高了焊接接头的质量。
焊缝美观:氩弧焊的电弧热量集中,熔池小,焊缝成形美观,适用于各种金属材料的焊接。
生产效率高:氩弧焊采用自动化控制,可以快速、准确地控制焊接过程,提高了生产效率。
适用范围广:氩弧焊适用于各种金属材料的焊接,如碳钢、不锈钢、铝、铜等。
操作难度大:氩弧焊的操作需要一定的技能和经验,对于初学者来说有一定的学习难度。
焊接电流:焊接电流是氩弧焊的关键参数之一,它直接影响到焊接质量和生产效率。
根据工件材质和厚度等因素,选择合适的焊接电流。
电弧电压:电弧电压是控制电弧长度和焊接稳定性的重要参数。
在焊接过程中,应根据实际情况调整电弧电压,以保证焊接质量和生产效率。
焊接速度:焊接速度是控制生产效率的重要参数。
在保证焊接质量的前提下,应尽可能提高焊接速度。
氩气流量:氩气流量是控制保护效果的重要参数。
在焊接过程中,应根据实际情况调整氩气流量,以保证保护效果和生产效率。
钨极直径:钨极直径是控制电弧稳定性和焊接质量的重要参数。
在选择钨极时,应根据实际情况选择合适的直径。
喷嘴直径:喷嘴直径是控制保护效果和气流稳定性的重要参数。
在选择喷嘴时,应根据实际情况选择合适的直径。
操作前应穿戴好防护用具,如防护眼镜、手套等。
氩弧焊工作原理氩弧焊是一种常见的焊接方法,主要用于焊接不锈钢、铝合金等材料。
它的工作原理是利用氩气的保护作用和阳极气弧的热效应,使被焊接的金属在高温下熔化并连接在一起。
下面将详细介绍氩弧焊的工作原理。
1. 氩气的保护作用氩气是一种无色、无味、无毒的惰性气体,具有良好的保护性能。
在氩弧焊过程中,氩气被用来排除空气中的氧气、水蒸汽和其他杂质,防止它们与焊接熔池发生反应,从而保护焊缝的质量。
氩气的保护作用使焊接过程中焊缝表面光洁无氧化物,并减少了焊缝中的气孔和夹杂物的产生。
2. 阳极气弧的热效应氩弧焊利用阳极气弧的高温热效应使被焊接的金属熔化。
在氩气的保护下,通过电弧放电产生的高温使金属加热至熔点以上,形成熔融池。
在熔融池的作用下,焊接材料与母材熔化并混合,形成连续的焊缝。
焊接材料的熔化和混合过程是氩弧焊的核心工作原理。
3. 电弧的产生氩弧焊需要通过电弧放电来产生高温热效应。
电弧是由电流通过两个电极之间的气体放电产生的。
在氩弧焊中,一个电极连接到焊接机的正极,称为阳极,另一个电极连接到焊接机的负极,称为阴极。
当电流通过两个电极之间的氩气时,气体中的电子被加热并形成电子云,形成电弧放电。
4. 熔化和混合当电弧放电产生后,阳极电极会被加热至高温,形成一个小的熔融池。
焊丝或焊条作为焊接材料被送入熔融池中,与熔融池中的金属相互熔化并混合。
焊丝或焊条中的合金元素会与母材中的金属相互扩散,形成一个连续的焊缝。
焊接过程中,焊工需要控制焊接电流和焊接速度,以确保焊接质量。
5. 冷却和固化在焊接完成后,焊接熔池会自然冷却并逐渐凝固。
焊缝的冷却和固化过程是焊接的最后阶段。
在冷却和固化过程中,焊缝的金属结构会重新排列并形成焊接接头。
焊缝的固化过程需要一定的时间,焊接接头的强度会随着时间的推移而逐渐增加。
氩弧焊的工作原理主要包括氩气的保护作用和阳极气弧的热效应。
氩气的保护作用可以防止焊缝表面的氧化和气孔的产生,保证焊接质量。
黄铜熔化极氩弧焊引言熔化极氩弧焊 (Metal Inert Gas Welding, MIG) 是一种广泛应用于工业领域的焊接技术。
黄铜是一种常见的黄色合金,由铜和锌组成。
黄铜在许多应用中具有重要的地位,例如制造电器部件、水管和装饰品等。
本文将介绍黄铜熔化极氩弧焊的基本概念、设备和操作步骤。
黄铜熔化极氩弧焊的基本概念黄铜熔化极氩弧焊是一种通过加热和融化黄铜表面,然后通过填充熔化金属来连接两个或多个金属件的焊接过程。
该过程使用一种称为熔化极氩弧焊枪的设备,通过提供电弧和保护气体来实现焊接。
黄铜熔化极氩弧焊能够产生高质量的焊缝,具有较高的强度和耐腐蚀性。
设备和材料进行黄铜熔化极氩弧焊需要以下设备和材料:1.熔化极氩弧焊机:熔化极氩弧焊机是一种特殊的焊接设备,用于提供电弧和控制焊接参数。
选择适当的熔化极氩弧焊机是确保成功完成焊接的关键。
2.熔化极氩弧焊枪:熔化极氩弧焊枪是连接熔化极氩弧焊机和工件的工具。
它通过引导熔化极氩弧焊到所需的焊缝位置,并向焊缝提供填充材料。
3.黄铜焊丝:黄铜焊丝是用于填充焊缝的材料。
选择适当的黄铜焊丝是确保获得高质量焊接的关键。
4.氩气:氩气是用于保护焊缝的气体。
它会在焊接过程中形成一个保护层,防止空气中的氧气和湿气进入焊接区域,从而保证焊缝的质量。
黄铜熔化极氩弧焊的操作步骤下面是进行黄铜熔化极氩弧焊的一般操作步骤:1.准备工作:清洁和准备要焊接的黄铜表面。
清除表面的油脂、氧化物和其他污垢可以确保获得高质量的焊接。
2.设置焊接参数:根据焊接要求和黄铜焊丝的规格,设置熔化极氩弧焊机的电流、电压和速度等参数。
正确设置焊接参数是确保焊接质量的关键。
3.研磨焊丝端部:使用砂轮或砂纸研磨黄铜焊丝的末端,以去除氧化物和其他污垢。
确保焊丝的末端清洁可以防止焊接过程中产生不良的焊缝。
4.安装焊丝和氩气:将黄铜焊丝装入熔化极氩弧焊枪的焊丝进料装置中。
然后通过气体管路将氩气接入熔化极氩弧焊枪。
5.开始焊接:启动熔化极氩弧焊机,触发熔化极氩弧焊枪,使电弧产生。
焊接的基础知识一、精密电阻点焊使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。
连接材料的方法有利用铆钉进行机械连接和利用焊接进行冶金连接以及利用超声波进行物理连接。
电阻点焊是利用冶金的方法将金属材料高效率地经济地连接起来的一种方法。
因此在产业界被广泛地使用。
我们将精密小型工件的电阻焊接称之为精密电阻点焊。
米亚基公司源源不断地开发出各种超小型、可高密度安装化的新型精密电阻点焊机,取代了以往的锡焊、铆接等金属连接工艺。
精密电阻点焊机是最适合用于小型的、性能要求高的电子部品,以及精密机械工业中的小型部品的组装。
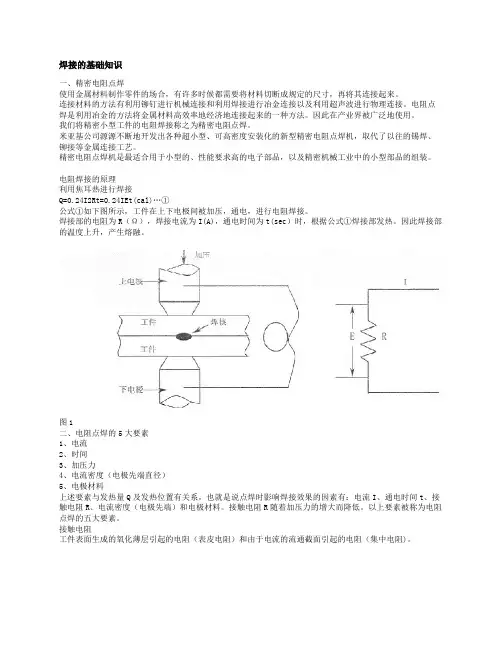
电阻焊接的原理利用焦耳热进行焊接Q=0.24I2Rt=0.24IEt(cal)…①公式①如下图所示,工件在上下电极间被加压,通电,进行电阻焊接。
焊接部的电阻为R(Ω),焊接电流为I(A),通电时间为t(sec)时,根据公式①焊接部发热。
因此焊接部的温度上升,产生熔融。
图1二、电阻点焊的5大要素1、电流2、时间3、加压力4、电流密度(电极先端直径)5、电极材料上述要素与发热量Q及发热位置有关系,也就是说点焊时影响焊接效果的因素有:电流I、通电时间t、接触电阻R、电流密度(电极先端)和电极材料。
接触电阻R随着加压力的增大而降低。
以上要素被称为电阻点焊的五大要素。
接触电阻工件表面生成的氧化薄层引起的电阻(表皮电阻)和由于电流的流通截面引起的电阻(集中电阻)。
图2上图中,R2,R4……材料自身的电阻;R3……上下工件之间的电阻;R1,R5,……电极与工件之间的电阻。
接触电阻是指R1、R3、R5。
三、电极的作用1.导通大电流。
2.施加压力。
3.提高焊接点的冷却效果。
4.稳定电流密度。
电极具有以上的作用,这里解释一下与品质管理有关的电流密度。
电流密度是指单位横截面中的电流值。
如果将电流密度一直保持稳定,就能防止焊接不良。
由于要导通大电流(电极作用1),电极顶端会发热;又由于要加压会使电极顶端变宽,电流密度变小,因此,随着焊接次数的增多,焊核会变小(焊接不良)因此在焊接品质管理中电极的管理(进行一定次数的焊接后更换或修磨电极)就变得非常的重要。
米亚奇公司Nd(钕):YAG激光器激光焊接指南米亚奇公司2003年版此处包含的材料,未经米亚奇公司书面同意,严禁复制或用于任何用途联系方式:米亚奇公司Myrtle大道1820号蒙罗维亚CA, 91017-7133Tel.: 626 303 5676 Fax: 626 599 9636目录1.激光基础1.1 介绍1.2 激光产生的原理1.3 Nd:YAG激光的介质1.4 泵浦源1.5 谐振器1.6 激光安全2.激光焊接基本原理2.1脉冲激光焊接2.2激光是怎么实现焊接的2.3主要焊接参数2.4激光的参数2.5焊接举例1.激光基础1.1介绍“激光”一词是Light Amplification by Stimulated Emission of Radiation(受激辐射而放大的光)的缩写,激光器的要素有:Nd:YAG激光器有两种类型,连续波的和脉冲波的,正如它们的名字所指,连续激光的波形要么是开,要么是关,但脉冲激光只用部分脉冲完成焊接。
脉冲激光利用峰值功率进行焊接,反之连续激光使用的是平均功率,这使得脉冲激光只用很小的能量就能实现焊接,并形成了更小的热影响区,脉冲激光焊提供了无与伦比的点焊性能和极低的焊接热输入,米亚奇的就是脉冲激光焊机。
1.2激光产生的原理激光本质上是分三步产生的,发生几乎是瞬间的。
1.泵浦源给介质提供能量,将介质内部原子激活,使得带电原子暂时被激发到高能级,处在此活跃级的带电原子是不稳定的,于是跃迁到低能级,在这个过程中,从泵浦源吸收能量的电子释放多余的能量并辐射出一个光子,这个过程叫做自发辐射,通过这种方式产生的光子是激光的种子。
2.光子自发传播并最终撞击到别的处于高能级的电子,由于光速极快,处在激发态的原子的密度很大,所以这个过程是极其短暂的,入射光子将电子从高能级激发到低能级并产生另一个光子,这两个光子是相干的,这意味着它们相位相同,波长相同,传播方向相同,这个过程叫做受激辐射。
低碳钢的基础知识什么是MIG 焊接?MIG 焊接是一种电弧焊接工艺,其中连续实心焊丝电极通过焊枪送入熔池,将两种基材连接在一起。
保护气体也通过焊枪输送并保护焊池免受污染。
事实上,MIG 代表金属惰性气体。
它的技术名称是气体保护金属电弧焊(或GMAW),它的俚语名称是线焊。
MIG 工艺使家庭爱好者、艺术家、农民/牧场主、赛车运动爱好者或DIY 焊工能够在24 号到1/2 英寸厚的材料上进行大多数类型的制造和维护/维修焊接。
除了灵活性之外,许多人转向MIG 焊接,因为他们听说这是一个易于学习的过程。
通过遵循一些基本建议,大多数人都可以成为称职的MIG 焊工。
了解有关MIG 焊接低碳钢的更多信息:安全第一在处理任何焊接项目之前,请确保您有适当的安全服装,并从焊接区域清除任何潜在的火灾隐患。
基本的焊接安全服装包括皮鞋或靴子、无袖长裤、阻燃长袖夹克、皮手套、焊接头盔、安全眼镜和头巾或骷髅帽以保护您的头顶从火花和飞溅。
Miller 为从业余爱好者到全职专业焊工的每个人提供广泛的安全配件。
您的用户手册包含有关安全服装和预防措施的更多信息。
MIG 焊接设置打开焊机之前的第一步是准备金属。
与含有大量特殊添加剂的棒状和药芯焊条不同,实心MIG 焊丝不能很好地防止生锈、污垢、油或其他污染物。
在产生电弧之前,使用金属刷或研磨机清洁裸露的金属。
确保您的工作夹也连接到干净的金属上。
任何电阻抗都会影响送丝性能。
为了在较厚的金属上产生牢固的焊缝,对接头进行斜切以确保焊缝完全渗透到母材。
这对于对接接头尤为重要。
接下来,是时候设置您的机器了:•检查你的电缆。
在引弧之前,请检查您的焊接设备,确保所有电缆连接牢固且没有磨损或其他损坏。
•选择电极极性。
MIG 焊接需要直流电极正极或反极性。
极性连接通常位于机器内部。
•设置气体流量。
打开保护气体并将流速设置为每小时20 到25 立方英尺。
如果您怀疑燃气软管泄漏,请涂抹肥皂水溶液并寻找气泡。
氩弧焊工作原理
氩弧焊是一种常见的金属焊接方法,它利用氩气作为保护气体,通过电弧加热金属,使其熔化并在冷却后形成焊缝。
氩弧焊工作原
理涉及到电弧、保护气体和金属熔化等多个方面,下面将详细介绍
氩弧焊的工作原理。
首先,氩弧焊的工作原理涉及到电弧的产生。
在氩弧焊过程中,通过电源产生的电流在焊接材料之间产生电弧。
电流通过焊枪的电
极和工件之间的空气间隙,使空气离子化并形成等离子体,从而产
生电弧。
这个电弧的高温可以使金属材料熔化,从而实现焊接。
其次,氩弧焊的工作原理还涉及到保护气体的使用。
在氩弧焊
过程中,通常使用纯氩或氩和其他气体的混合物作为保护气体。
这
些保护气体可以在焊接区域形成一层气体屏障,防止空气中的氧、
水蒸气等对熔化的金属造成氧化或污染。
这样可以保证焊接接头的
质量和强度。
另外,氩弧焊的工作原理还涉及到金属的熔化和凝固过程。
在
氩弧焊过程中,通过电弧加热的金属会熔化成液态,然后在冷却后
凝固成为一个整体。
在这个过程中,焊接材料的熔化和凝固是焊接
质量的关键,需要控制好焊接参数和焊接过程,以确保焊缝的质量和牢固度。
总的来说,氩弧焊的工作原理涉及到电弧、保护气体和金属熔化等多个方面。
通过合理控制这些因素,可以实现高质量的金属焊接。
氩弧焊作为一种常见的金属焊接方法,在船舶、航空航天、汽车制造等领域有着广泛的应用。
通过深入了解氩弧焊的工作原理,可以更好地掌握这种焊接方法的技术要点,提高焊接质量和效率。
精密氩弧焊的原理
精密氩弧焊是一种常用的金属焊接技术,其原理是利用一个以惰性气体(例如氩气)为电弧介质的弧焊过程。
氩气是一种具有化学不活跃性的气体,具有高熔点和低沸点的特点。
在精密氩弧焊中,首先通过电源将直流电或交流电转换为高频电压,并通过电极与金属工件之间形成电弧。
随后,通过控制电流大小和焊接速度,将电弧的温度提高到熔点以上,使金属工件融化并与填充材料(焊丝)相融合。
精密氩弧焊的原理主要涉及以下几个方面:
1. 气体保护:氩气被用作焊接过程中的保护气体。
由于氩气的化学不活性,它能有效地与空气中的氧、水蒸气等有害物质隔绝,防止工件氧化和污染。
同时,氩气也具有良好的热传导性能,可以快速散热,有利于焊接接头的冷却和固化。
2. 电弧传导:焊接电弧的传导需要两个极性极性电流的电极,常见的有直流极性为直流电弧传导。
在焊接过程中,电流通过电极形成弧光,并利用弧光产生的高温融化金属。
3. 电子迁移:电子在弧焊过程中是主要的热能运载者。
当电流通过电弧时,电子被加热并获得高能量,从而与工件表面的金属原子碰撞,并将能量传递给工件,引起金属的局部融化。
4. 热传导:当电弧加热金属工件时,热量会沿着焊接金属的导热路径进行传导。
在焊接过程中,熔池中的热量会通过导热传递到周围的金属,从而保持焊接金属的温度,使其保持在熔化点以上,并与填充材料相融合。
总的来说,精密氩弧焊的原理是通过电弧加热金属工件并利用填充材料使其与工件相融合,通过氩气保护焊接过程中的金属,从而实现精密的金属焊接效果。
这种焊接技术具有热效率高、焊缝质量好以及对焊接材料的要求较低等优点,广泛应用于航空、汽车制造、电子、电器、医疗器械等领域。