CNC日常检点表
- 格式:xls
- 大小:30.00 KB
- 文档页数:2
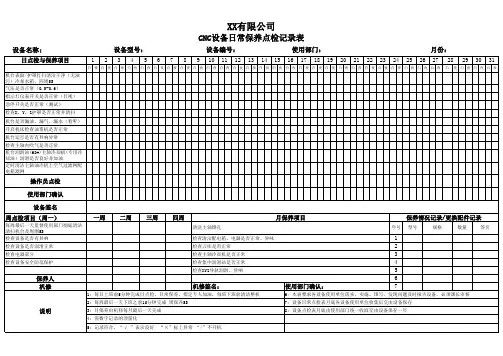
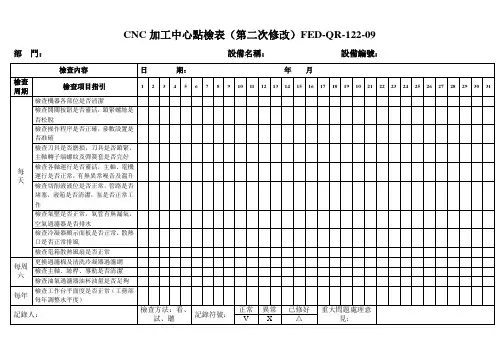

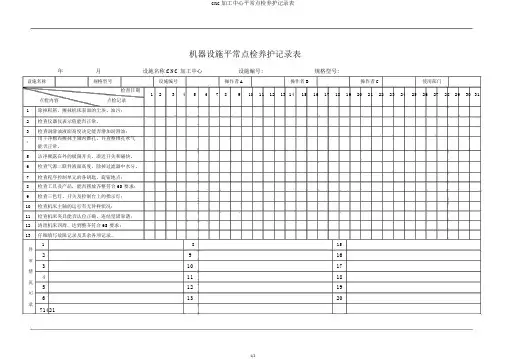
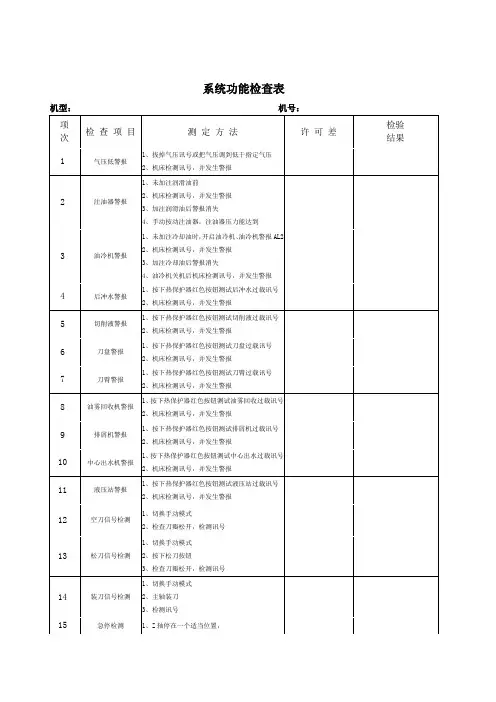
机器设施平常点检养护记录表年月设施名称:CNC 加工中心设施编号:规格型号:设施名称规格型号设施编号操作者A操作者B操作者C使用部门检查日期 234567 8910 11 12 13 1415 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31点检内容1 点检记录1除掉积屑,擦抹机床表面的尘埃、油污; 2 检查仪器仪表示值能否正常。
3检查润滑油液面高度决定能否增加润滑油;用干净棉布擦抹主轴内锥孔,并查察锥孔吹气 4能否正常。
5 洁净裸露在外的极限开关、凑近开关和碰快。
6 检查气源二联件液面高度,除掉过滤器中水分。
7 检查程序控制单元的各钥匙、旋钮地点;8 检查工具及产品,能否摆放齐整符合6S 要求; 9检查三色灯、开关及控制台上的指示灯;10 检查机床主轴的运行有无异样状况;11 检查机床夹具能否认位正确、连结坚固靠谱; 12 清理机床四周,达到整齐符合6S 要求; 13仔细填写故障记录及其余各项记录。
1815异2 9 16 常3 10 17 情4 11 18 况5 12 19 记 13206录71421重要备 1.检查方法:看、听、试安全注 2.检查周期:每日。
(由白班操作者负责)隐患记录注:养护后,用“√”表示进行了点检,“○”表示歇息或放假,“×”表示有异样状况,应在“异样状况记录”栏予以记录。
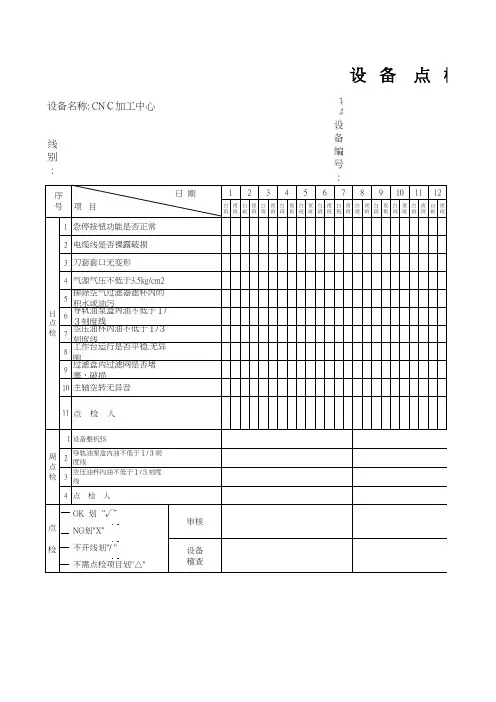
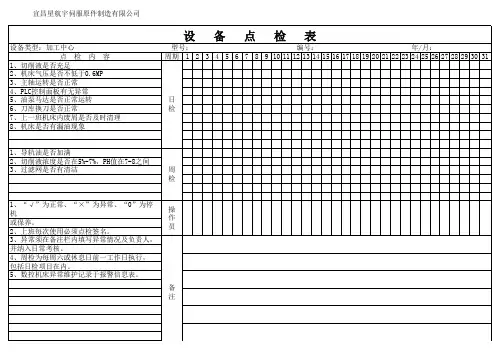
设备型号: 设备编号: 保养人(代理人): 单位 : 年 月 日123456789101112131415161718192021222324252627282930311.机台表面及地面无尘垢﹐管线整齐常2.急停按鈕/操作台是否正常3.检查冷却液和导轨润滑油箱液位是否正常点4.各安全门是否正常5.清除导轨保护板/底盘换刀装置上的切屑检6.检查压力表/调压阀0.50~0.65Mpa 说明﹕周2.如有停机(維修,待备品,闲置等)时每日需点检第一項1.清洁各过滤器装置3.机台因產能关系闲置时必须安排白班人员让机床通电,以利点2.检查主轴与刀盘夹刀力(气压/弹簧)电控部分防潮3.机台抽风/散热装置是否正常检4.导轨/丝杠/主轴保持润滑5.各电机运转是否正常6.如周检月检项目不能于原则上的时间作业, 必须报给单位主管,6.各管路有无漏气漏油现象单位主管必须安排最短时间內完成7.以组为单位于次月5日统一交于车间管理存档,有故障的重点标示。
主管确认8.点检中有数值的必须填具体值点 检 项 目1.检查各油箱油位2.检查导轨保护盖板,必要时涂润滑油备注;3.清洁安全过滤器/压缩空气过滤瓶4.倒掉漏油罐中油液5.检查排屑道有无阻塞6.检查冷却系统是否正常1.点检状況栏除特殊说明外﹐其余項一律划V或X保养人点 检 狀 況主管確认:保养人:月点检 月日 5.月检原则于每月最后一周周日白班下班前完成4.周检原则于每周日白班下班前完成总经理确认:点检项目 日期点 检 状 况争 先 精 密 模 具CNC加工中心设备日常点检记录表Zhengxian Jingmi点检人签名点检项目 周別 点 检 状 況第一周第二周第三周第四周第五周。
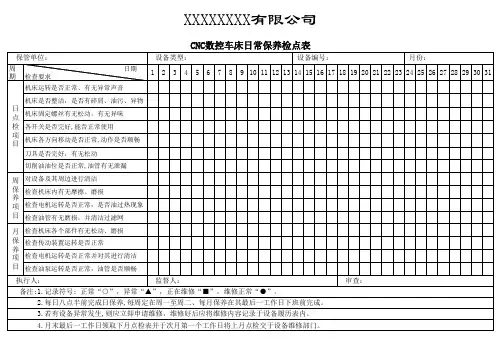
数控车床日常点检表
为了确保数控车床的正常运行和延长使用寿命,进行日常点检是必不可少的。
下面是数控车床日常点检表,供大家参考。
机床外观
•☐检查机床外观是否完好无损
•☐检查机床是否有异味或异响
•☐检查机床上的电源是否处于稳定状态
润滑系统
•☐检查润滑系统的油位是否充足
•☐检查润滑油的颜色是否正常
•☐检查润滑系统是否泄漏
•☐检查润滑系统的油管是否破损或老化
输送系统
•☐检查输送系统的工作状态是否正常
•☐检查输送系统的链轮和链条是否松动或老化
•☐检查输送系统的胶带是否移位或有磨损现象
•☐检查输送系统的电气元件是否处于良好状态
主轴系统
•☐检查主轴系统的工作状态是否正常
•☐检查主轴系统是否存在异响或震动
•☐检查主轴系统的温度是否正常
•☐检查主轴系统的夹具是否牢固
其他部分
•☐检查进给系统、主轴驱动、变速箱等部分是否正常工作
•☐检查电气系统的接线是否安全可靠
•☐检查控制系统的程序是否正确
•☐检查工件的定位是否准确
注意事项
•在点检前,必须先了解设备的相关资料和操作规程
•点检时应关闭设备电源,并带上绝缘手套和防护眼镜
•如发现问题应及时进行记录,并进行排除处理
•点检周期应根据机床的使用情况和维护保养计划进行安排以上就是数控车床日常点检表的内容,希望对大家有所帮助。
序号点检项目点检人不符合项原因分析建议措施责任单位/责任人跟进反馈关闭状态改善完成时间复查情况1工程非标刀具图纸,是否按照刀具型号规格品名规范。
2工序3D图2D是否最新图档。
3刀具排列表上的装刀长度是否合理。
4量产程序是否评审。
5程序刀具使用是否合理。
6程序是否有按2D编程。
7程序主轴转速,进给是否合理。
8是否按刀具清单及命名作业指导书。
9检查夹具是否有干涉。
10是否有参照CNC程式制造流程。
11刀具真实寿命是否完成,刀具排列表上是否更新。
12夹具气缸动作是否顺畅。
13夹具气路或真空是否漏气。
14装料,通气或真空料是否牢固。
15装取料是否过紧可不方便。
16真空槽是否漏装密封条或密封条高度是否OK。
17夹具配件是否齐全。
18夹具配件有没漏装,装反或装错。
19夹具盖板是否防反,防错。
20夹具工装板或盖板是否有毛刺,利边,锐角等。
21是否有探头需求。
22各工序结构样签核。
23刀具排列表是否下发给现场(是否有受控)。
24刀补图是否提供给制工。
25产品对应2D图档SIP等是否受控。
26治具是否需要真空、机台是否已接真空管。
27机台是否添加切削液。
28分配机台是否为正常可调试设备。
298MM和10MM气管库存6MM气管的库存。
30千分表及内六角扳手。
31机台分布明细。
32四轴转台是否有需求 三轴和四轴比例。
33刀具/夹头到位状况(限量产)。
34.治具是否检测OK。
35电磁铁治具及气缸是否正常使用。
36治具垫块是否充足。
37探针需求是否满足。
38是否有调机物料。
39刀具/夹头到位状况(限开发)。
40调机首件送检投影时间3小时以内。
41正常首件送检时间30分钟以内。
42各工序外观限度样签核。
CNC 制程工艺流程点检表(checklist)表单编号:XX-XXX-XX。