电镀锡及锡合金
- 格式:ppt
- 大小:2.04 MB
- 文档页数:109
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
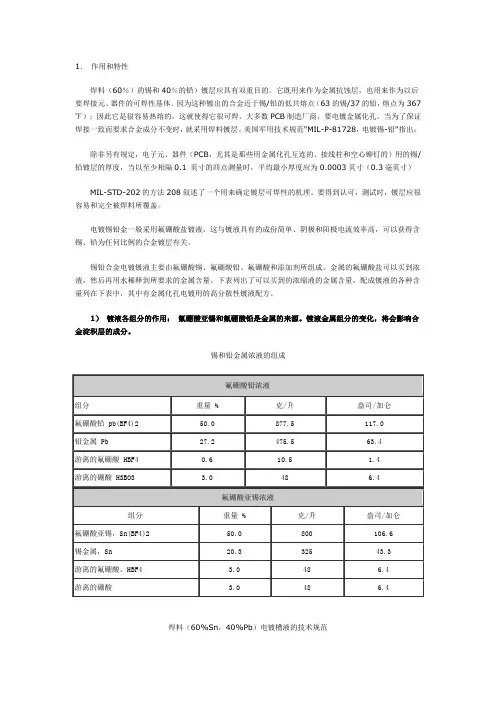
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
电镀锡锌合金
电镀锡锌合金是一种常见的金属表面处理方法,它可以在金属表面形成一层锡锌合金的保护层,以防止金属表面腐蚀和氧化。
这种处理方法广泛应用于电子、汽车、航空航天等行业,成为保护金属表面的重要手段。
电镀锡锌合金的工艺过程比较简单,首先需要将待处理的金属件进行表面处理,以去除表面的污垢和氧化物。
接下来,将金属件浸泡在含有锡锌离子的电解液中,通电后,在金属表面形成一层锡锌合金的保护层。
最后,将金属件进行清洗、烘干等处理,即可完成整个电镀过程。
电镀锡锌合金的优点主要有以下几个方面:
1. 保护性能好:电镀锡锌合金能够在金属表面形成一层紧密、均匀的保护层,有效防止金属表面腐蚀和氧化。
2. 耐磨性好:电镀锡锌合金的保护层硬度较高,能够有效提高金属件的耐磨性和耐腐蚀性。
3. 外观美观:电镀锡锌合金的保护层具有银白色的外观,能够提高金属件的外观质量和美观度。
4. 工艺简单:电镀锡锌合金的工艺过程相对简单,成本较低,适用于大批量生产。
除了以上优点之外,电镀锡锌合金还存在一些缺点,如:
1. 环境污染:电镀过程中会产生大量废水和废气,对环境造成一定的污染。
2. 耗能较大:电镀过程需要大量的电能,耗能较大。
3. 镀层厚度不易控制:电镀锡锌合金的镀层厚度受到多种因素的影响,不易精确控制。
4. 镀层质量不稳定:电镀锡锌合金的镀层质量容易受到电解液组成、温度、电流密度等因素的影响,不易保持稳定。
总之,电镀锡锌合金作为一种重要的金属表面处理方法,在工业生产中具有广泛应用前景。
在使用过程中需要注意控制环境污染、节约能源,并加强对电镀过程中各种因素的控制和调节,以提高镀层质量和稳定性。
锡在生活中有多种用途,以下是一些常见的例子:
- 焊接材料:锡是一种低熔点的金属,常用于焊接电子元件、金属管道等。
锡的熔点低,容易熔化,且具有良好的流动性和润湿性,能够有效地连接金属材料。
- 封装材料:锡可以用于封装电子元件,如集成电路、晶体管等。
锡具有良好的导电性和导热性,可以保护电子元件免受外界环境的影响。
- 锡箔纸:锡箔纸是一种由锡制成的薄片,常用于食品包装、烟草包装等。
锡箔纸具有良好的阻隔性和保鲜性,可以防止食品受潮、变质。
- 锡合金:锡可以与其他金属制成合金,如锡铅合金、锡铜合金等。
这些合金具有不同的性质和用途,如锡铅合金常用于制造铅锡合金管、铅锡合金板等。
- 镀锡:锡可以用于镀覆其他金属,如镀锡铁板、镀锡铜线等。
镀锡可以提高金属的耐腐蚀性和导电性,同时也可以美化金属表面。
总之,锡在生活中有多种用途,从食品包装到电子元件,从焊接材料到镀锡,锡的应用范围非常广泛。
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成氟硼酸铅浓液组分重量%克/升盎司/加仑氟硼酸铅pb(BF4)250.0877.5117.0铅金属Pb27.2475.563.4游离的氟硼酸HBF40.610.51.4游离的硼酸H3BO33.0486.4氟硼酸亚锡浓液组分重量%克/升盎司/加仑氟硼酸亚锡,Sn(BF4)250.0800106.6锡金属,Sn20.332543.3游离的氟硼酸,HBF43.0486.4游离的硼酸3.0486.4焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液组分重量氟硼酸亚锡浓液17.2加仑氟硼酸铅浓液5.25加仑硼酸9磅氟硼酸,48%15加仑胨4磅水62.5加仑先在热水中溶解硼酸,再加到镀槽中。
《镀锡工艺》-- 《镀锡工艺》--4.5 电镀锡及合金锡是银白色的金属,密度7.28g/cm3,熔点232℃,具有抗腐蚀、耐变色、无毒、易焊、柔软和延展性好等优点。
镀锡具有下列特点和用途:(1)化学稳定性高,在空气中耐氧化,不易变色,与硫化物不起反应,与稀硫酸、稀盐酸、硝酸几乎不反应,加热时在浓硫酸、浓盐酸中缓慢反应。
(2)一般条件下,镀锡层对钢铁来说是阴极性镀层,因此只有在镀层无孔隙时才能有效的保护钢铁基体;但在密闭条件下的有机酸介质中(例如罐头内部),锡是阳极性镀层,即使有孔隙仍具有电化学保护作用,而且溶解的锡对人体无害,故常作食品容器的保护层。
(3)锡导电性好,易钎焊,所以常用以电子元器件引线、印刷电路板及低压器件的电镀;铜导线上镀锡除提供可焊性外,还有隔离绝缘材料中硫的作用;与火药和橡胶接触的零件也常采用镀锡;轴承镀锡可起密合和减磨作用;汽车工业上活塞环镀锡及汽缸壁镀锡可防止滞死和拉伤。
(4)锡在低于-13o C时,会开始转变成粉末状的灰锡,俗称“锡瘟”,此时将失去金属锡的性质。
锡与少量锑或铋(0.2%~0.3%)共沉积形成合金可有效地抑制这种变异。
(5)锡在高温、潮湿和密闭条件下能长成“晶须”,俗称为“长毛”,这是镀层存在内应力所致。
小型化电子元件需防止晶须造成短路事故,为此,电镀后通过加热消除内应力或电镀时与2%左右的铅共沉积可避免这一现象。
(6)镀锡后在232o C以上的热油中重熔处理,可获得有光泽的花纹锡层,可作为日用品的装饰镀层。
镀锡工艺主要有酸性镀锡和碱性镀锡两种。
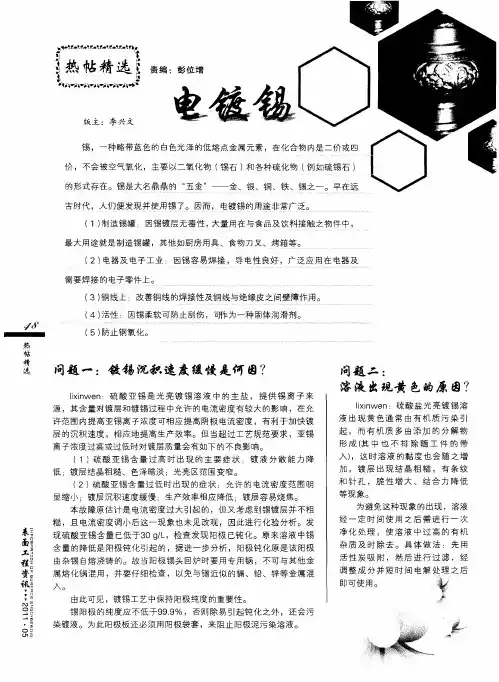
4.5.1酸性镀锡酸性镀锡种类很多,但使用最多的是硫酸盐镀锡,而随着近年光亮剂的不断发展,又以酸性光亮镀锡为主。
因此本节以硫酸盐酸性光亮镀锡为例,介绍镀锡的相关知识。
酸性硫酸盐镀锡是二价锡离子Sn2+在阴极上被还原沉积,电流效率接近100%,具有沉积速度快、镀液分散能力高、原料易得、成本低等特点。
硫酸盐镀锡的工艺规范,随其所使用的光亮剂等添加剂的不同而不同,目前光亮镀锡添加剂市场上已经有大量的成熟产品可供选择,只需详细阅读所购添加剂的说明书,据此制定工艺规范即可。
电镀铜锡合金工艺简介现代电镀网讯:众所周知,锡铅(Sn-Pb)合金焊料能优异,在电子元器件的组装领域得广泛应用。
但是,非常遗憾的是Sn-Pb中的铅对于环境和人体健康有害,限制使用含铅电子材料的活动已正式启动。
在欧洲欧洲委员会已提出电子机器弃物条令案的第3次草案明文规定,在2 004年的废弃物中严禁有铅Pb、镉Cd、汞Hg和6价铬Cr等有害物质。
在亚洲的日本于1998年已制定出家电产品回收法案,从2001年开始生产厂家对已使用过的废弃家电产品履行回收义务。
根据这一法案,日本各个家电·信息机器厂家开始励行削减铅使用量的活动。
在这样的背景下,强烈要求开发无铅焊接技术和相应的锡铜Sn-Cu合金电镀技术。
无铅焊料电镀技术要求关于无铅焊料电镀层和电解液,除了不允许使用含铅物质之外比较难于实现的是要求与以往一直使用的Sn-Pb电镀层有同样的宝贵特性。
具体要求的性能,如下所述:(1)环境安全性——不允许有像铅Pb等有害人体健康和污染环境的物质;(2)析出稳定性——获得均匀的外表面和均匀的合金比例;(3)焊料润湿性——当进行耐热试验和高温、高湿试验后,焊料的润湿性仅允许有很小程度的劣化;(4)抑制金属须晶产生;(5)焊接强度粘着性——同焊料材料之间接合可靠性;(6)柔韧性——不发生断裂;(7)不污染流焊槽;(8)低成本;(9)良好的可作业性——主要是指电解容易管理;(10)长期可靠性——即使是长期使用电解液,也能保证电镀层稳定;(11)排水处理——不加特殊的螯合剂(Chelate),可利用中和凝聚沉淀处理方法清除重金属。
在选择无铅焊料电镀技术时,应当综合分析权衡上述诸多因素,选Sn-Pb电镀性能的无铅焊料电镀技术,选择Sn-Cu(合金焊料)电解液的原因作为无铅焊料电镀技术,现已研究很多种,诸如,试图以Sn-Zn、Sn-Bi、Sb-Ag和Sn-Cu电镀取代一直使用的Sn-Pb电镀。
然而,这些无铅电镀技术也是各有短、长,并非十全十美。
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
电镀铅基、锡基合金第一节 电镀铅锡合金铅基合金中最重要的是铅锡合金。
该合金具有浅灰色的金属光泽,比较柔软,孔隙率比单层锡或铅都低。
铅和锡的标准电极电位差只有lOmV,且氢过电位高,故可在简单的强酸性镀液中共析,只要控制铅锡离子浓度比和电流密度即可获得任一合金成分的合金镀层,电流效率接近l00%。
镀铅锡合金镀液除使用最普及的氟硼酸盐镀液外,氨基磺酸盐、酚磺酸盐、烷醇磺酸盐和柠檬酸盐镀液业已开始使用。
依合金成分不同,其用途列于表4—3—1。
表4—3—1 各种铅锡合金的用途铅锡合金的金相组织为过饱和固溶体,但在储存过程中会逐渐发生相变。
在某些特殊情况下组分也会与基体形成金属间化合物(例如锡与铜),这一特性在具有特殊要求的场合,应考虑在基体与铅锡合金镀层之间加镀中间隔离层。
(一)氟硼酸盐镀铅锡合金工艺规范(见表4—3—2)表4—3—2 氟硼酸盐镀铅锡合金的工艺规范(二)镀液的配制(1)将计算量的一半的氟硼酸倒人塑料槽中,加水稀释一倍,并稍加热。
(2)往上述液中缓慢加入碱式碳酸铜,生成氟硼酸铜,将锡粉慢慢加入该液中直到铜离子的蓝色完全消失为止,过滤除去铜渣即得到氟硼酸亚锡液。
(3)另一半氟硼酸溶解用水调成糊状的氧化铅,不断搅拌至完全溶解得到氟硼酸铅液。
(4)将(3)液倒人(2)液之中搅匀。
(5)桃胶溶于约40℃的温水中过滤后加入槽中;蛋白胨亦用温水溶解后加入。
明胶用冷水浸泡过夜,再用热水溶解后加入。
其他组分可直接加入。
(6)2-甲基醛缩苯胺光亮剂的配制:将结晶碳酸钠、水l20mL,异丙醇l00mL倒人三口烧瓶中,接回流管冷却,自漏斗中慢慢加入乙醛150mL,此为放热反应,要冷却反应釜外壁,使反应温度在15℃~20℃下。
待乙醛加完后可允许稍加热,直至出现淡黄色或灰绿色。
然后自漏斗中加入邻甲苯胺50mL及异丙醇500mL,溶液渐变为橙红色。
将混和物置于热水浴中(85℃~90℃)回流2h,用异丙醇稀至1L。
该光亮剂在冷冻介质中避光存放,可在较长时间不变质。
几种合金表面电镀加工的好处与优势合金电镀随着工业的飞快兴起和科技的快速发展,人们对金属的表面性能和外观有了更高的要求。
如随着电镀产品大规模使用,人们对镀光照耀越来越讨厌,像烟雾般的色彩转移,丝缎般的优雅色调。
因此,开发了合金电镀,在这简短的介绍几个在产品表面装饰已应用于在装饰电镀合金的功能。
1、电镀锡 - 钴合金电镀镀锡 - 钴合金和钴的色调接近,但更加柔软,并受到人们的喜爱。
最常用的地方,目前国外铬。
不容易钴电镀滚镀,电镀锡 - 钴合金,可适合小零件的滚镀。
此外,电镀锡 - 钴合金具有优良的均镀能力和滚镀能力,从而适合于复杂形状的工件。
如在一楼的双层镀镍,其耐蚀性与不低于镀铬。
为了防止表面变色,铬酸盐浸渍处理的应用程序的方法,还可以提高其耐腐蚀性能。
它看起来苍白的玫瑰色彩,让人感觉很舒服,并具有优良的耐腐蚀性。
如闪亮基板或在明亮的镀镍层,然后进行锡 - 镍合金电镀,你可以得到一个良好的表面光泽。
如对电镀表面亚光面(梨格局)能够重现原作的情况。
投掷电镀电源是优秀的,几乎没有流平效果,从而为应用程序需要处理细纹和旋转式电镀产品。
电镀铜 - 锡合金低锡青铜涂层或黄金色,粉红色,黄色,细小晶体,它具有高容量和良好的耐蚀铸铁光学性能,经常被用来作为保护 - 装饰镍底,被广泛应用于轻工,工艺品,仪器仪表及其他工业机械。
涂层的青铜颜色是金黄色,腐蚀性更好。
主要用于装饰铬底。
其硬度和稳定的空气比低的锡青铜涂层。
然而,由于锡涂层到更高的水平,作为保护和装饰镀铬底部的设置是很容易模糊,这是在青铜涂层的弱点。
高锡青铜涂层有一个美丽的银白色有光泽的演员和良好的光学性能,较高的硬度和耐磨性,用于代替反射银或铬设备,仪器仪表,家居用品和其他保护的工业设计 - 装饰表面涂层。