附表1 立式水轮发电机上下机架组装及安装
- 格式:doc
- 大小:26.50 KB
- 文档页数:1
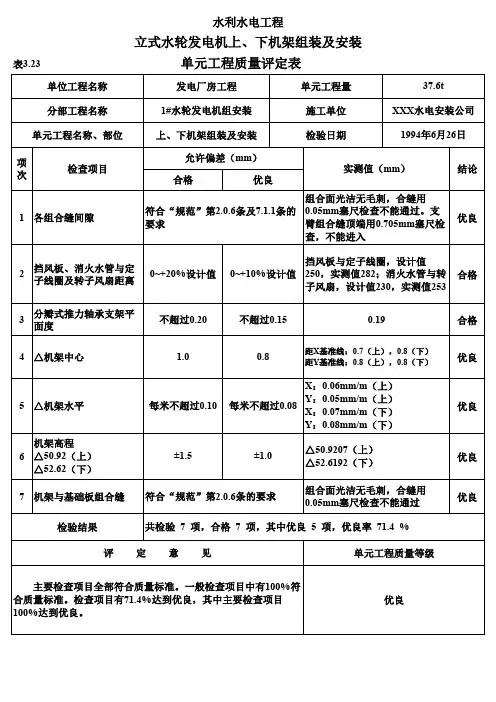
1优良2合格3合格4优良5优良6优良7优良分部工程名称1#水轮发电机组安装施工单位XXX 水电安装公司水利水电工程立式水轮发电机上、下机架组装及安装表3.23 单元工程质量评定表单位工程名称发电厂房工程单元工程量项次检查项目允许偏差(mm )实测值(mm )单元工程名称、部位上、下机架组装及安装检验日期1994年6月26日37.6t 挡风板与定子线圈,设计值250,实测值282;消火水管与转子风扇,设计值230,实测值253挡风板、消火水管与定子线圈及转子风扇距离0~+20%设计值0~+10%设计值结论合格优良各组合缝间隙符合“规范”第2.0.6条及7.1.1条的要求组合面光洁无毛刺,合缝用0.05mm 塞尺检查不能通过。
支臂组合缝顶端用0.705mm 塞尺检查,不能进入△机架中心 1.00.8距X 基准线:0.7(上),0.8(下)距Y 基准线:0.8(上),0.8(下)分瓣式推力轴承支架平面度不超过0.20不超过0.150.19机架高程△50.92(上)△52.62(下)±1.5±1.0△50.9207(上)△52.6192(下)△机架水平每米不超过0.10每米不超过0.08X :0.06mm/m (上)Y :0.05mm/m (上)X :0.07mm/m (下)Y :0.08mm/m (下)检验结果共检验 7 项,合格 7 项,其中优良 5 项,优良率 71.4 %评 定 意 见单元工程质量等级机架与基础板组合缝组合面光洁无毛刺,合缝用0.05mm 塞尺检查不能通过符合“规范”第2.0.6条的要求 主要检查项目全部符合质量标准。
一般检查项目中有100%符合质量标准。
检查项目有71.4%达到优良,其中主要检查项目100%达到优良。
优良。

发电机上、下机架安装
ü 机架组装的有关规定
1)机架各部件应摆放平稳有序。
2)组装场地应平整,支撑基础应稳固可靠。
3)上、下机架组装时,中心体应支撑平稳牢固后调平。
机架支腿应对称挂装。
待支臂垫平、放稳,并把合4个以上螺栓,才能松去吊钩。
4)上、下机架支臂上不应有人行走,在支臂上作业时应采取防滑和防坠落措施。
对机架组合缝进行打磨时,作业人员应戴防护镜和手套。
ü机架安装调整的有关规定
1)上、下机架吊装前应清除支腿上的杂物及临时支撑,所有焊缝的药皮等氧化物应敲打干净,并用压缩空气将金属微粒及尘土等彻底吹净,按要求对焊缝部位进行防腐工作。
2)上、下机架应在焊接与气割工作做完后再吊装,必须在机坑内进行焊接与气割时,应采取相应保护措施,并应派专人监护,防止火花或废料等掉入机组内部。
3)上机架盖板、上挡风板、灭火水管等,应在上机架吊装前组装焊接完毕。
4)上机架吊装后,在转子上方施工时应该做好防止杂物掉入发电机空气间隙的保护措施。
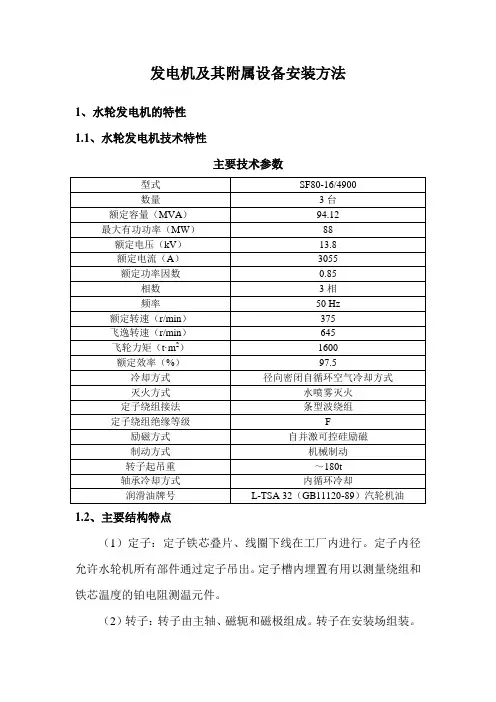
发电机及其附属设备安装方法1、水轮发电机的特性1.1、水轮发电机技术特性主要技术参数1.2、主要结构特点(1)定子:定子铁芯叠片、线圈下线在工厂内进行。
定子内径允许水轮机所有部件通过定子吊出。
定子槽内埋置有用以测量绕组和铁芯温度的铂电阻测温元件。
(2)转子:转子由主轴、磁轭和磁极组成。
转子在安装场组装。
(3)轴承:包括上导轴承、推力轴承和下导轴承,均采用内循环冷却方式。
推力瓦为弹性金属塑料瓦。
机组启、停过程中不需要高压油顶起,但长期停机后需要高压油顶起。
导轴承瓦是分块式巴氏合金可调结构。
(4)机械制动装置兼作液压顶起装置技术特性2、发电机及其附属设备安装流程图发电机及其附属设备安装流程图3、定子安装3.1、定子吊装准备定子在安装间组装及试验完成后,在安装间检查验收定子尺寸,并在铁心内表面一圈做出水平标记线及上、中、下三环各布置足量、均布的圆度测点,作为定子吊装调整水平调整及中心调整参考点。
3.2、定子吊装(1)定子吊装前,编制定子吊装技术措施及吊装安全技术措施,按照施工措施吊装。
(2)根据图纸要求安装定子吊具,确保各部件的配合良好,连接螺栓用力矩扳手紧固。
(3)桥机检查:确认桥机运转状态良好。
(4)定子起吊前对机坑安装的要求:(5)将机坑定子基础坑清理干净;已预埋定子调平基础板;以水轮机机坑样点为基准将机组坐标线控制点放置在定子基础层高程平面上。
3.3、定子调整(1)定子吊入机坑后,将重量落到机座基础板调整楔子板上。
(2)在下机架上布置一个测量脚手架平台;在发电机层平面上安装一个求心器支撑梁和求心器。
(3)先调整铁芯的高程和水平,用精密水准仪测量定子中心线的高程和水平值,在定子上做不少于8个等高点,以等高点为基准调整高程和水平值。
(4)在定子铁芯内表面上、中、下三环各布置足量、均布的测点,以放置的中心样点钢琴线为基准,用测杆测量定子的圆度,各半径与平均半径之差满足设计要求,超过要求时,利用风洞加装千斤顶及撑管调整定子的圆度及与中心样点同心。
水轮发电机组下机架组装、安装施工工法水轮发电机组下机架组装、安装施工工法一、前言水轮发电机组是一种利用水能转换为电能的设备,其下机架组装和安装施工工法对于确保机组正常运行非常重要。
本文将介绍水轮发电机组下机架组装、安装施工工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点水轮发电机组下机架组装、安装施工工法具有以下特点:1. 灵活适应性:适用于各种类型的水轮发电机组,可以根据具体工程情况进行调整和组合,灵活适应不同的项目需求。
2. 施工效率高:采用标准化、模块化的组装方式,使施工过程快捷高效,减少施工时间和劳动力成本。
3. 施工质量可控:通过严格的施工工艺和质量控制措施,确保下机架组装和安装过程中的质量达到设计要求。
4. 维护方便:机组下机架组装和安装后,易于维护和检修,降低了后期维护成本。
三、适应范围水轮发电机组下机架组装、安装施工工法适用于各类水力发电工程,包括小型水电站、中型水电站以及大型水电站等。
四、工艺原理施工工法与实际工程之间的联系,采取的技术措施如下:1. 预制下机架组件:根据设计要求,提前预制下机架的组件,如支撑架、承压板等,在工地现场进行组装安装。
2. 安装调整:根据施工现场的具体情况,通过调整下机架组装的水平度、垂直度等参数,确保机组安装的精度和稳定性。
3. 焊接技术:采用专业的焊接技术,确保下机架组件的焊接接头牢固可靠,具备足够的承载能力。
4. 防腐处理:对下机架组件进行防腐处理,提高机组的耐久性和抗腐蚀能力。
五、施工工艺1. 施工准备:搭建施工现场,准备所需的机具和材料,确认施工计划。
2. 下机架组件安装:根据设计图纸,对下机架组件进行组装,包括支撑架、承压板等。
3.下机架组件调整:通过调整水平度、垂直度等参数,保证下机架组件的精度和稳定性。
4. 焊接工艺:采用专业的焊接工艺,对下机架组件进行焊接固定。
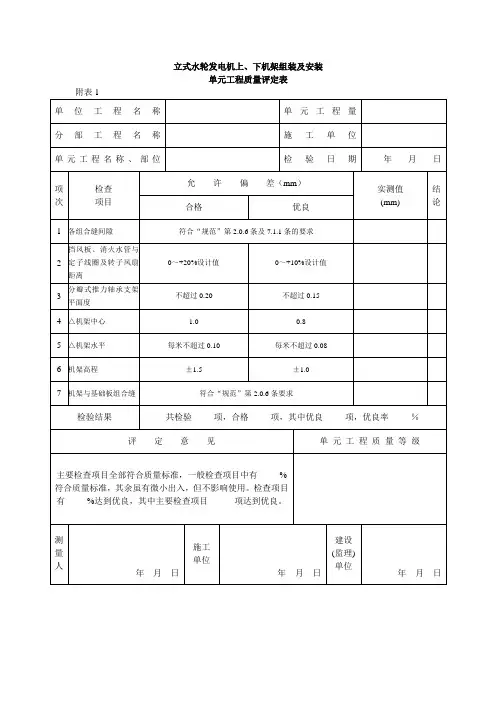
立式水轮发电机上、下机架组装及安装
单元工程质量评定表
附表1
单位工程名称单元工程量
分部工程名称施工单位
单元工程名称、部位检验日期年月日
项次检查
项目
允许偏差(mm)
实测值
(mm)
结
论
合格优良
1 各组合缝间隙符合“规范”第2.0.6条及7.1.1条的要求
2 挡风板、消火水管与
定子线圈及转子风扇
距离
0~+20%设计值0~+10%设计值
3 分瓣式推力轴承支架
平面度
不超过0.20 不超过0.15
4 △机架中心 1.0 0.8
5 △机架水平每米不超过0.10 每米不超过0.08
6 机架高程±1.5 ±1.0
7 机架与基础板组合缝符合“规范”第2.0.6条要求
检验结果共检验项,合格项,其中优良项,优良率%评定意见单元工程质量等级
主要检查项目全部符合质量标准,一般检查项目中有%
符合质量标准,其余虽有微小出入,但不影响使用。
检查项目
有%达到优良,其中主要检查项目项达到优良。
测
量
人
年月日施工
单位
年月日
建设
(监理)
单位
年月日。
发电机上机架组装及安装方法1、施工准备1.1、技术准备(1)在施工前,仔细阅读图纸文件,编写详细的施工措施。
(2)对施工人员进行交底,使每一个施工人员熟悉上机架的施工程序、施工工艺以及质量要求。
(3)根据图纸标注尺寸和上机架的吨位,制作4个、单个承载能力为10吨的支墩,制作6个单个承载能力为5吨的可调螺纹小支墩,作为上机架焊接时的支臂临时支撑。
1.2、现场布置(1)上机架组装焊接在安装间上机架组装工位进行,焊机、焊条烘焙箱及加温设备布置在上机架焊接工位旁边。
(2)建立施工供气系统,用于上机架的清扫、焊接气刨清根、焊接用的风动工具以及把合螺栓的气动扳手,供气从空压供气站或者就近的供气干管上用无缝钢管引到上机架的安装现场,用于上机架的施工供气。
(3)安装场的照明必须满足安装的要求,场地应清洁、干净,布置整齐。
2、施工工艺2.1、上机架组装(1)在上机架组装工位中心体位置对称布置4个承重支墩。
(2)将中心体吊到支墩,用千斤顶调平中心体。
(3)按支臂编号吊装第一个支臂,用组装螺栓将其与中心连接,在支臂的另一端用可调支墩支撑。
(4)对称吊装其余支臂。
(5)按图纸要求顺序吊装各支臂间的连接梁。
(6)把紧支臂与中心体的连接螺栓,检查上机架尺寸。
(7)考虑焊接变形及焊缝收缩,通过加垫的方法或设计要求将各支臂尺寸适当放大,把紧组合螺栓后检查上机架尺寸,如有必要再次调整直至合格。
(8)提交记录,经监理和制造厂家认可后进行下一步工作,进行螺栓组合。
2.2、上机架盖板、上导轴承装卸平台及上机架附件安装1、上导轴承装卸平台安装根据图纸要求安装上导轴承装卸平台。
2、上机架盖板安装(1)根据图纸要求安装盖板支墩;(2)根据图纸要求安装盖板。
3、上机架附件安装4、上机架管路安装2.3、上机架预装调整及定位销钉配钻1、吊装前提定子吊装调整、基础二期混凝土浇注养护完成。
2、吊装(1)上机架吊具安装。
(2)按图纸要求方位吊装上机架。
质量体系文件立式水轮发电机安装作业指导书编号:ZLCXj版本号:B1印号:发布日期:2002年11月实施日期:2002年11月1日葛洲坝集团机电建设目录1 竖轴式水轮发电机安装工艺流程图2 作业方法及要求2.1 施工准备2.2 安装间定子、转子组装场地埋件安装定子组装定子吊装及安装定子下线与耐压下机架及推力轴承装配〔伞型结构〕转子装配机组联轴上机架组装、予装及安装机组轴线检查及调整发电机总装2.12 启动试运行3.附注:4.附表附表1 立式水轮发电机上、下机架组装及安装单元工程质量评定表附表2 立式水轮发电机定子组装及安装单元工程质量评定表附表3 立式水轮发电机转子组装单元工程质量评定表附表4 立式水轮发电机制动器安装单元工程质量评定表附表5 立式水轮发电机转子安装单元工程质量评定表附表6 立式水轮发电机推力轴承及导轴承安装单元工程质量评定表附表7 立式水轮发电机轴线调整单元工程质量评定表1 竖轴式水轮发电机安装工艺流程图2、作业方法及要求2.1 施工准备2.1.1 了解整个施工作业方案及要求。
2.1.2 熟悉图纸及制造厂的技术资料,了解设备的结构特点、技术要求及工艺要求。
2.1.3 根据工程特点,结合现场的具体情况,编制施工技术措施及平安措施。
2.1.4 每项单元工程开工前应对施工人员进行技术交底。
2.1.5 根据现场情况设计、制作临时工装、器具;准备各种施工工器具。
2.2 安装间定子、转子组装场地埋件安装作业方法熟悉设计图纸及技术人员编写的施工技术措施及平安措施,严格按照措施进行施工。
根据设计图纸中的要求进行埋件各部件的下料工作。
按照设计图纸上的方位测放出埋件的埋设部位及高程。
埋设安装间的各埋件,并将其加固定位,再进行二期混凝土的浇筑。
质量检验检验依据设计图纸及资料检验方法及器具(1)用卷尺测量埋件下料尺寸是否符合设计图纸的要求;(2)用卷尺测量埋件布置方位是否符合设计图纸的要求;(3)用水准仪测量各埋件平面高程是否符合设计要求。
立式水轮发电机上、下机架组装及安装
单元工程质量评定表
附表1
单位工程名称单元工程量
分部工程名称施工单位
单元工程名称、部位检验日期年月日
项次检查
项目
允许偏差(mm)
实测值
(mm)
结
论
合格优良
1 各组合缝间隙符合“规范”第2.0.6条及7.1.1条的要求
2 挡风板、消火水管与
定子线圈及转子风扇
距离
0~+20%设计值0~+10%设计值
3 分瓣式推力轴承支架
平面度
不超过0.20 不超过0.15
4 △机架中心 1.0 0.8
5 △机架水平每米不超过0.10 每米不超过0.08
6 机架高程±1.5 ±1.0
7 机架与基础板组合缝符合“规范”第2.0.6条要求
检验结果共检验项,合格项,其中优良项,优良率%评定意见单元工程质量等级
主要检查项目全部符合质量标准,一般检查项目中有%
符合质量标准,其余虽有微小出入,但不影响使用。
检查项目
有%达到优良,其中主要检查项目项达到优良。
测
量
人
年月日施工
单位
年月日
建设
(监理)
单位
年月日。