汽车制造工艺学作业题参考答案
- 格式:doc
- 大小:366.00 KB
- 文档页数:22
汽车制造工艺学习题及答案第 1 页共 109 页现代汽车制造工艺学习题集目录 1第一部分习题 6第一章现代汽车制造工艺学基本概念 6一、判断题6二、选择题7三、问答题9第二章夹具设计基础 9一、判断题 9二、选择题 10三、问答题 13四、分析、计算题 141. 自由度分析 142. 定位误差计算 223. 夹紧力装置及夹紧力计算32第三章机械加工精度 34一、判断题 34第 2 页共 109 页二、选择题 35三、问答题 38四、分析、计算题 381. 影响加工精度因素及其分析 382. 加工误差的综合分析 43第四章尺寸链 45一、判断题 45二、选择题 47三、问答题 49四、分析、计算题 501. 工艺过程尺寸链 502. 装配尺寸链58第五章加工工艺规程的制定 60一、判断题 60二、选择题 61三、问答题 62四、分析、计算题 63第六章汽车制造中的特种加工技术 64一、判断题 64二、选择题 66三、问答题 68第 3 页共 109 页第七章汽车制造系统自动化 69一、判断题 69二、选择题 70三、问答题 72第二部分习题演练 74第三部分习题答案 75第一章现代汽车制造工艺学基本概念 75一、判断题答案 75二、选择题答案 76三、问答题答案78第二章夹具设计基础80一、判断题答案 80二、选择题答案 82三、问答题答案 84四、分析、计算题答案 871. 自由度分析答案 872. 定位误差计算答案 953. 夹紧力装置及夹紧力计算答案 99第三章机械加工精度 100一、判断题答案 100二、选择题答案 102第 4 页共 109 页三、问答题答案 104四、分析、计算题答案 1071. 影响加工精度因素及其分析答案1072. 加工误差的综合分析答案 111第四章尺寸链 112一、判断题答案112二、选择题答案114三、问答题答案116四、分析、计算题答案 1191. 工艺过程尺寸链答案 1192. 装配尺寸链答案 121第五章加工工艺规程的制定 121一、判断题答案 121二、选择题答案 122三、问答题答案 124四、分析、计算题答案 127第六章汽车制造中的特种加工技术 129一、判断题答案 129二、选择题答案 130第 5 页共 109 页三、问答题答案 133第七章汽车制造系统自动化 137一、判断题答案137二、选择题答案139三、问答题答案 141第一部分习题第一章现代制造工艺学基本概念一、判断题1(现代汽车制造技术正进入刚性自动化阶段。
汽车制造工艺学习题集第一部分习题第一章现代制造工艺学基本概念一、判断题1.现代汽车制造技术正进入刚性自动化阶段.2.生产过程是将原材料转变为产品的过程。
3.产品依次通过的全部加工内容称为工艺路线.4.工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置. 5.工序是机械加工工艺过程的基本组成部分。
6。
在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
7.成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
8.加工的经济精度指以最有利的时间消耗能达到的加工精度。
9.生产纲领就是生产计划.10。
大量生产中自动化程度较高,要求工人的技术水平也高。
11.一道工序只能有一次安装。
12.机械加工工艺过程主要改变零件形状及尺寸。
13。
运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率. 14. 调整法就是不断调整刀具的位置。
15。
主动测量法需要使用精密的仪器。
16. 成形法中加工表面是由刀刃包络而成的.17. 在生产加工中,能达到的精度越高越好.二、选择题1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即( )A. 质量,生产力,经济性B. 产量,生产率,经济性C. 质量,生产率,经济性D. 质量,生产率,经济精度2.工艺过程是( )A。
在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。
B。
在生产过程后改变原材料的尺寸,形状,相互位置和性质的过程。
C. 在生产过程中改变原材料的尺寸,形状,相互位置和性质的过程.D。
在任何时候改变原材料的尺寸,形状,相互位置和性质的过程。
3.工艺规程是()A. 文件形式的工艺路线。
B。
各种工艺的规划。
C. 工艺的规范化程度. D。
工艺路线的一部分。
4.以下哪一项不属于工艺过程()A。
工序B。
工程C. 工位D。
工步5。
在某机床上加工某零件时,先加工零件的一端,然后调头再夹紧零件加工另一端,这应该是()个工序( )次安装。
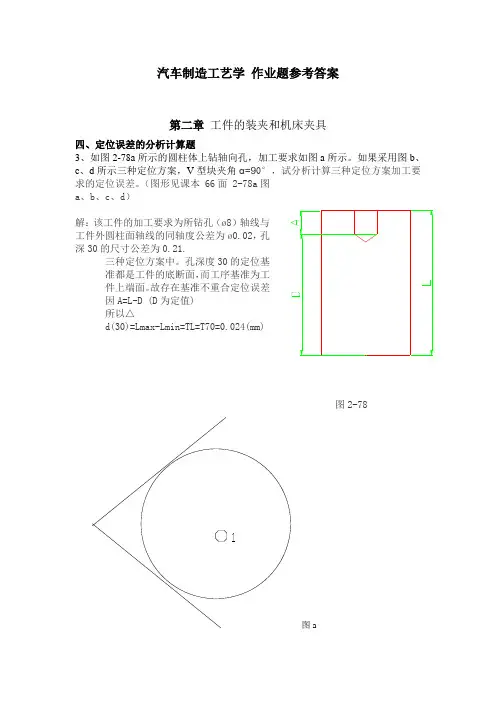
汽车制造工艺学作业题参考答案第二章工件的装夹和机床夹具四、定位误差的分析计算题3、如图2-78a所示的圆柱体上钻轴向孔,加工要求如图a所示。
如果采用图b、c、d所示三种定位方案,V型块夹角α=90°,试分析计算三种定位方案加工要求的定位误差。
(图形见课本 66面 2-78a图a、b、c、d)解:该工件的加工要求为所钻孔(ø8)轴线与工件外圆柱面轴线的同轴度公差为ø0.02,孔深30的尺寸公差为0.21.三种定位方案中。
孔深度30的定位基准都是工件的底断面,而工序基准为工件上端面。
故存在基准不重合定位误差因A=L-D (D为定值)所以△d(30)=Lmax-Lmin=TL=T70=0.024(mm)图2-78图a(2)b方案中ø8孔同轴度的工序基准与定位基准重合都是工件外圆柱面的轴线。
因工件外圆柱面存在制造误差,使定位基准在工序尺寸方向产生位置变化。
即存在基准定位误差(根据P41序号5公式)图b(3) c方案中ø8孔同轴度的工序基准为工件外圆柱面轴线,而定位基准为工件左母线。
故存在基准不重合定位误差图c(4) d方案中由于采用的是双移动V形块定性抓紧机构ø8孔同轴度的工序基准与定位基准重合,且不存在基准位移定位误差,故△d=0(mm)P42 序号5的证明1、在图2-76所示阶梯轴(双点划线表示)上铣削一平面,其工序尺寸为 30 0mm,-0.28有图a定位方案,试计算,如果不考虑阶梯轴两外圆柱同轴度公差时的定位误差。
(原题图见书本65页 2-76图a )解:方法一P41序号7的证明sinβ-1)所以△d(A)=2Tdsinasinβ△ d(B)= 2Td (sina sin β -1) △ d(C)= 2Td (sina sin β+1)第五章 尺寸原理及应用2.图5-46所示尺寸链图5-46(1)判断组成环中的增缓和减环(2)用极值法计算封闭环的基本尺寸、公差和极限偏差(3)用统计法计算尺寸链的基本尺寸、公差和极限偏差1.各组成换尺寸均按正态分布,且中间偏差与平均偏差相等时。
汽车制造工艺学习题及答案第三部分习题答案第一章现代制造工艺学基本概念一、判断题答案1. 现代汽车制造技术正进入刚性自动化阶段。
错误现代汽车制造技术正进入(柔性自动化阶段)。
2. 生产过程是将原材料转变为产品的过程。
正确3. 产品依次通过的全部加工内容称为工艺路线。
错误(零件)依次通过的全部加工内容称为工艺路线。
4. 工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置。
正确5. 工序是机械加工工艺过程的基本组成部分。
错误工序是(工艺过程的基本组成单元)。
6. 在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
正确7. 成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
错误(轨迹法)是依靠刀具运动轨迹来获得工件形状的一种方法。
8. 加工的经济精度指以最有利的时间消耗能达到的加工精度。
正确9. 生产纲领就是生产计划。
正确10. 大量生产中自动化程度较高,要求工人的技术水平也高。
错误大量生产中(使用流水线作业,自动化程度较高,工人只需熟悉某一岗位的操作)。
11.一道工序只能有一次安装。
错误一道工序(可有一次或几次安装)。
12.机械加工工艺过程主要改变零件形状及尺寸。
正确13. 运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率。
正确14. 调整法就是不断调整刀具的位置。
错误调整法(是保持到刀具与工件在机床上的相对位置不变)。
15. 主动测量法需要使用精密的仪器。
正确16. 成形法中加工表面是由刀刃包络而成的。
错误(展成法)中加工表面是由刀刃包络而成的。
17. 在生产加工中,能达到的精度越高越好。
错误在生产加工中,(达到经济精度)即可。
二、选择题答案1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即()( c )a. 质量,生产力,经济性 b. 产量,生产率,经济性c. 质量,生产率,经济性d. 质量,生产率,经济精度2.工艺过程是()(c )a. 在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。
第一章作业答案1、解释名词术语工艺过程、工序、工步、试切法、静调整法、加工经济精度答:工艺过程:在生产过程中,改变生产对象的形状、尺寸、相对位置和性质,使其成为成品或半成品的过程,称为工艺过程。
工序:一个或一组工人,在一个工作地(机械设备)上对同一个或同时对几个工件所连续完成的那一部分工艺过程,称为工序。
划分工序的依据是加工是否连续完成和工作地是否改变。
工步:在一次安装或工位中,加工表面、加工工具和切削用量中的转速及进给量不变的情况下,所连续完成的那一部分工序,称为工步。
静调整法:先调整好刀具和工件在机床上的相对位置,并在一批零件的加工过程中保持这个位置不变,以保证工件被加工尺寸的方法。
比试切法生产率高,而且加工尺寸的稳定性也好,适合于成批大量生产。
加工经济精度:在正常生产条件下,每种加工方法所能保证的公差等级,称为加工经济精度。
2、汽车零件切削加工时,零件尺寸精度的获得方法有几种?答:有四种:(1)试切法:通过试切—测量—调整—再试切,反复进行到被加工尺寸达到要求为止的加工方法。
常用于单件小批生产。
(2)静调整法:先调整好刀具和工件在机床上的相对位置,并在一批零件的加工过程中保持这个位置不变,以保证工件被加工尺寸的方法。
比试切法生产率高,而且加工尺寸的稳定性也好,适合于成批大量生产。
(3)定尺寸刀具法:是利用刀具的相应尺寸来保证加工尺寸的。
如用钻头、铰刀直接保证被加工孔的尺寸。
(4)主动和自动测量法:是在一些精密机床上加工工件尺寸的同时,利用检测装置测量和控制被加工表面尺寸的一种方法。
3、汽车零件加工时,零件形状的获得方法有几种?答:有三种:(1)轨迹法:是靠刀具运动轨迹来获得所需要的工件形状的一种方法。
(2)成形法:是使用成形刀具加工,获得工件表面的方法。
(3)展成法:在加工时刀具和工件做展成运动,刀刃包络出被加工表面的形状,称为展成法、范成法或滚切法。
8、在大批大量和单件小批生产时,汽车零件尺寸分别采用什么方法获得?答:大批大量生产中,汽车零件尺寸多采用静调整法、定尺寸刀具法和主动及自动测量法来保证;单件小批生产中多采用试切法和定尺寸刀具法来保证尺寸精度。
第一章作业答案1、解释名词术语工艺过程、工序、工步、试切法、静调整法、加工经济精度答:工艺过程:在生产过程中,改变生产对象的形状、尺寸、相对位置和性质,使其成为成品或半成品的过程,称为工艺过程。
工序:一个或一组工人,在一个工作地(机械设备)上对同一个或同时对几个工件所连续完成的那一部分工艺过程,称为工序。
划分工序的依据是加工是否连续完成和工作地是否改变。
工步:在一次安装或工位中,加工表面、加工工具和切削用量中的转速及进给量不变的情况下,所连续完成的那一部分工序,称为工步。
静调整法:先调整好刀具和工件在机床上的相对位置,并在一批零件的加工过程中保持这个位置不变,以保证工件被加工尺寸的方法。
比试切法生产率高,而且加工尺寸的稳定性也好,适合于成批大量生产。
加工经济精度:在正常生产条件下,每种加工方法所能保证的公差等级,称为加工经济精度。
2、汽车零件切削加工时,零件尺寸精度的获得方法有几种?答:有四种:(1)试切法:通过试切—测量—调整—再试切,反复进行到被加工尺寸达到要求为止的加工方法。
常用于单件小批生产。
(2)静调整法:先调整好刀具和工件在机床上的相对位置,并在一批零件的加工过程中保持这个位置不变,以保证工件被加工尺寸的方法。
比试切法生产率高,而且加工尺寸的稳定性也好,适合于成批大量生产。
(3)定尺寸刀具法:是利用刀具的相应尺寸来保证加工尺寸的。
如用钻头、铰刀直接保证被加工孔的尺寸。
(4)主动和自动测量法:是在一些精密机床上加工工件尺寸的同时,利用检测装置测量和控制被加工表面尺寸的一种方法。
3、汽车零件加工时,零件形状的获得方法有几种?答:有三种:(1)轨迹法:是靠刀具运动轨迹来获得所需要的工件形状的一种方法。
(2)成形法:是使用成形刀具加工,获得工件表面的方法。
(3)展成法:在加工时刀具和工件做展成运动,刀刃包络出被加工表面的形状,称为展成法、范成法或滚切法。
8、在大批大量和单件小批生产时,汽车零件尺寸分别采用什么方法获得?答:大批大量生产中,汽车零件尺寸多采用静调整法、定尺寸刀具法和主动及自动测量法来保证;单件小批生产中多采用试切法和定尺寸刀具法来保证尺寸精度。
汽车制造工艺考试及答案第一章现代制造工艺学基本概念一、判断题答案1. 现代汽车制造技术正进入刚性自动化阶段。
错误现代汽车制造技术正进入(柔性自动化阶段)。
2. 生产过程是将原材料转变为产品的过程。
正确3. 产品依次通过的全部加工内容称为工艺路线。
错误(零件)依次通过的全部加工内容称为工艺路线。
4. 工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置。
正确5. 工序是机械加工工艺过程的基本组成部分。
错误工序是(工艺过程的基本组成单元)。
6. 在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
确7. 成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
错误(轨迹法)是依靠刀具运动轨迹来获得工件形状的一种方法。
8. 加工的经济精度指以最有利的时间消耗能达到的加工精度。
正确9. 生产纲领就是生产计划。
正确10. 大量生产中自动化程度较高,要求工人的技术水平也高。
错误大量生产中(使用流水线作业,自动化程度较高,工人只需熟悉某一岗位的操作)。
11.一道工序只能有一次安装。
错误一道工序(可有一次或几次安装)。
12.机械加工工艺过程主要改变零件形状及尺寸。
正确13. 运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率。
正确14. 调整法就是不断调整刀具的位置。
错误调整法(是保持到刀具与工件在机床上的相对位置不变)。
15. 主动测量法需要使用精密的仪器。
正确16. 成形法中加工表面是由刀刃包络而成的。
错误(展成法)中加工表面是由刀刃包络而成的。
17. 在生产加工中,能达到的精度越高越好。
错误在生产加工中,(达到经济精度)即可。
二、选择题答案1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即()( c )a. 质量,生产力,经济性b. 产量,生产率,经济性c. 质量,生产率,经济性d. 质量,生产率,经济精度2.工艺过程是()(c )a. 在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。

汽车制造工艺学习题集第一部分习题第一章现代制造工艺学基本概念一、判断题1.现代汽车制造技术正进入刚性自动化阶段。
2.生产过程是将原材料转变为产品的过程。
3.产品依次通过的全部加工内容称为工艺路线。
4.工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置。
5.工序是机械加工工艺过程的基本组成部分。
6. 在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
7.成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
8.加工的经济精度指以最有利的时间消耗能达到的加工精度。
9.生产纲领就是生产计划。
10. 大量生产中自动化程度较高,要求工人的技术水平也高。
11.一道工序只能有一次安装。
12.机械加工工艺过程主要改变零件形状及尺寸。
13. 运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率。
14. 调整法就是不断调整刀具的位置。
15. 主动测量法需要使用精密的仪器。
16. 成形法中加工表面是由刀刃包络而成的。
17. 在生产加工中,能达到的精度越高越好。
二、选择题1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即()A. 质量,生产力,经济性B. 产量,生产率,经济性C. 质量,生产率,经济性D. 质量,生产率,经济精度2.工艺过程是()A. 在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。
B. 在生产过程后改变原材料的尺寸,形状,相互位置和性质的过程。
C. 在生产过程中改变原材料的尺寸,形状,相互位置和性质的过程。
D. 在任何时候改变原材料的尺寸,形状,相互位置和性质的过程。
3.工艺规程是()A. 文件形式的工艺路线。
B. 各种工艺的规划。
C. 工艺的规范化程度。
D. 工艺路线的一部分。
4.以下哪一项不属于工艺过程()A. 工序B. 工程C. 工位D. 工步5. 在某机床上加工某零件时,先加工零件的一端,然后调头再夹紧零件加工另一端,这应该是( ) 个工序( ) 次安装。
汽车制造工艺习题(1)一.单选题(共10题,20.0分)1大批大量生产中,对于组成环数少装配精度要求高的零件,常采取()•A、A.完全互换法•B、 B.分组装配法•C、 C.调整法•D、D.大数互换法正确答案:B2用硬质合金刀具高速切削时,一般()•A、A.用低浓度化液•B、 B.用切削液•C、 C.不用切削液•D、D.用少量切削液正确答案:C3加工()材料时,刀具前角加大,材料的塑性变形减小,切削力减小。
•A、A.铝合金•B、 B.脆黄酮•C、C.灰铸铁•D、D.铸铁正确答案:A4钻削时,切削热传出途径中所占比例最大的是:( )•A、A.刀具•B、B.工件•C、C.切屑•D、D.空气介质正确答案:B5工件以圆柱面在短V形块上定位时,限制了工件()个自由度。
•A、A.5•B、B.4•C、C.3•D、D.2正确答案:D6粗车碳钢工件时,刀具的磨损部位主要发生在:( )•A、A.前刀面•B、B.后刀面•C、C.前、后刀面正确答案:A7定位误差主要发生在按()加工一批工件过程中。
•A、A.试切法•B、B. 调整法•C、 C. 定尺寸刀具法•D、 D. 轨动法正确答案:B8提高低碳钢的硬度,改善其切削加工性,常采用()•A、A.退火•B、B.正火•C、C.回火•D、D.淬火正确答案:B9机床夹具中,用来确定工件在夹具中位置的元件是()•A、A.定位元件•B、B.对刀—导向元件•C、C.夹紧元件•D、D.连接元件正确答案:A10为消除一般机床主轴箱体铸件的内应力,应采用()•A、A.正火 B. 调质 C. 时效 D. 表面热处理•B、B. 调质•C、 C. 时效•D、 D. 表面热处理正确答案:C二.填空题(共10题,40.0分)1通常,夹具由定位元件、夹紧元件、引导元件、夹具体等组成。
2在受迫振动中,当外激励频率近似等于系统频率时,会发生共振现象。
3机械加工工艺规程主要有工艺过程卡片和工序卡片两种基本形式。
《汽车制造工艺学》课堂作业答案第4章机床夹具设计一、判断题(对打√,错打×)1.工件在夹具中定位时,如所限制的自由度少于六个,则称为欠定位。
(×)2.工件在夹具中定位时,只要是多于六点的定位就一定会出现过定位。
(√)3.工件在夹具中定位时,在定位基面上作用六个支承点则称为完全定位。
(×)4.工件在夹具中定位时,采用完全定位就不会出现欠定位。
(√)5.工件在夹具中定位时,如出现欠定位就一定是不完全定位方式。
(×)6.工件在夹具中定位时,只要少于或等于六点的定位就不会出现过定位。
(×)7.工件在夹具中定位时,如出现过定位则认为该定位方案是错误的。
(×)8.工件在夹具中定位时,就一定存在定位误差。
(√)二、选择题(用字母表示正确答案)1.在车床上采用中心架支承加工长轴时,属于(C )的定位方式。
A.完全定位B.不完全定位C.过定位D.欠定位2.机床夹具中需要考虑静平衡要求的是哪一类夹具(A )。
A.车床夹具B.钻床夹具C.镗床夹具D.铣床夹具3.常用的夹紧机构中,自锁性能最可靠的是(B )。
A.斜楔B.螺旋C.偏心D.铰链4.套类零件以心轴定位车削外圆时,其定位基准面是(B )。
A.心轴外圆柱面B.工件内圆柱面C.心轴中心线D.工件孔中心线5.在磨床上磨削平面时,保证被加工平面的尺寸精度和平行度,应限制(C )个自由度。
A.5个B.4个C.3个D.2个6.工件以外圆柱面在长V形块上定位时,限制了工件(C )自由度。
A.6个B.5个C.4个D.3个7.用双顶尖装夹工件在车床上车削外圆时,限制了工件(B )自由度。
A.6个B.5个C.4个D.3个8.箱体类工件常以一面两孔定位,相应的定位元件应是(B )。
A.一个平面、二个短圆柱销B.一个平面、一个短圆柱销、一个短削边销C.一个平面、二个长圆柱销D.一个平面、一个长圆柱销、一个短圆柱销9.套类零件以心轴定位车削外圆时,其定位基准是(B )。
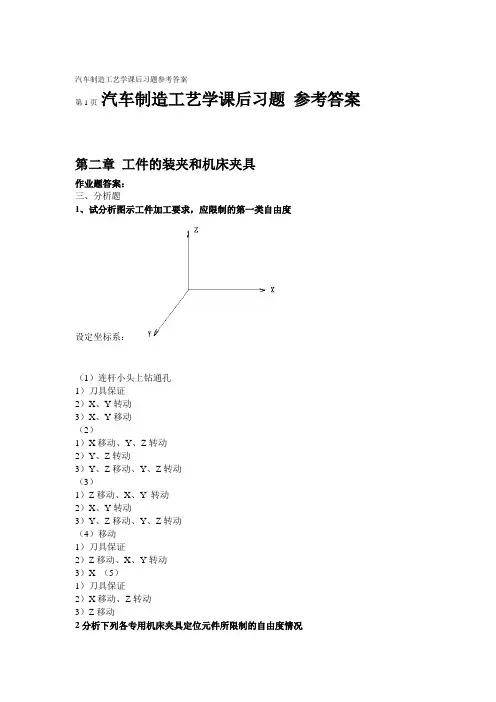
汽车制造工艺学课后习题参考答案第1页汽车制造工艺学课后习题参考答案第二章工件的装夹和机床夹具作业题答案:三、分析题1、试分析图示工件加工要求,应限制的第一类自由度设定坐标系:(1)连杆小头上钻通孔1)刀具保证2)X、Y转动3)X、Y移动(2)1)X移动、Y、Z转动2)Y、Z转动3)Y、Z移动、Y、Z转动(3)1)Z移动、X、Y 转动2)X、Y转动3)Y、Z移动、Y、Z转动(4)移动1)刀具保证2)Z移动、X、Y转动3)X (5)1)刀具保证2)X移动、Z转动3)Z移动2分析下列各专用机床夹具定位元件所限制的自由度情况设定坐标系:汽车制造工艺学课后习题参考答案第2页1)两个短圆柱销1:限制X、Y移动和转动;V型块4:限制Z移动和转动。
(图a)2)定位套11:限制X、Y移动;平面支承6:Z移动,X、Y转动;短菱形销2:限制Z转动。
(图b)3)平面支承6:限制Z移动,X、Y转动;短圆柱销1:限制X、Y移动;定位槽12:限制Z转动。
(图c)4)平面支承6:限制X移动,Y、Z转动;短圆柱销1:限制Y 、Z移动;活动短V 型块5:限制X转动。
(图d)5)平面支承6:限制X移动,Y、Z转动;短圆柱插销13:限制Y 、Z移动;活动短V型块5:限制X转动。
(图e)6)拉刀导向部分9:限制Y、Z移动和转动;自位支承10:限制X移动。
(图f)7)短圆柱销1:限制Y、Z移动和转动,X移动;短菱形销2:X转动。
(图g)8)方案1:圆锥销7:限制X、Y、Z移动;移动圆锥销8:Y、Z转动;菱形圆锥销14:X移动(重复限制)和转动。
方案2(好):圆锥销7:限制X、Y、Z移动;移动圆锥销8:Y、Z转动;移动菱形圆锥销15:X转动。
(图h)9)两个短V型块:限制Y、Z移动和转动;增加1个短V型块:限制X移动和转动,再增加1个短V型块:X、Z移动。
(图i)10)平面支承6:限制X、Y转动和Z移动;短圆柱销1:限制X、Y移动;短菱形插销3:Z转动。
汽车制造工艺学习题集第一部分习题第一章现代制造工艺学基本概念一、判断题1.现代汽车制造技术正进入刚性自动化阶段。
2.生产过程是将原材料转变为产品的过程。
3.产品依次通过的全部加工内容称为工艺路线。
4.工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置。
5.工序是机械加工工艺过程的基本组成部分。
6. 在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
7.成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
8.加工的经济精度指以最有利的时间消耗能达到的加工精度。
9.生产纲领就是生产计划。
10. 大量生产中自动化程度较高,要求工人的技术水平也高。
11.一道工序只能有一次安装。
12.机械加工工艺过程主要改变零件形状及尺寸。
13. 运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率。
14. 调整法就是不断调整刀具的位置。
15. 主动测量法需要使用精密的仪器。
16. 成形法中加工表面是由刀刃包络而成的。
17. 在生产加工中,能达到的精度越高越好。
二、选择题1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即()A. 质量,生产力,经济性B. 产量,生产率,经济性C. 质量,生产率,经济性D. 质量,生产率,经济精度2.工艺过程是()A. 在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。
B. 在生产过程后改变原材料的尺寸,形状,相互位置和性质的过程。
C. 在生产过程中改变原材料的尺寸,形状,相互位置和性质的过程。
D. 在任何时候改变原材料的尺寸,形状,相互位置和性质的过程。
3.工艺规程是()A. 文件形式的工艺路线。
B. 各种工艺的规划。
C. 工艺的规范化程度。
D. 工艺路线的一部分。
4.以下哪一项不属于工艺过程()A. 工序B. 工程C. 工位D. 工步5. 在某机床上加工某零件时,先加工零件的一端,然后调头再夹紧零件加工另一端,这应该是 ( ) 个工序 ( ) 次安装。
汽车制造工艺学习题集第一部分习题第一章现代制造工艺学基本概念一、判断题1.现代汽车制造技术正进入刚性自动化阶段。
2.生产过程是将原材料转变为产品的过程。
3.产品依次通过的全部加工内容称为工艺路线。
4.工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置。
5.工序是机械加工工艺过程的基本组成部分。
6. 在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
7.成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
8.加工的经济精度指以最有利的时间消耗能达到的加工精度。
9.生产纲领就是生产计划。
10. 大量生产中自动化程度较高,要求工人的技术水平也高。
11.一道工序只能有一次安装。
12.机械加工工艺过程主要改变零件形状及尺寸。
13. 运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率。
14. 调整法就是不断调整刀具的位置。
15. 主动测量法需要使用精密的仪器。
16. 成形法中加工表面是由刀刃包络而成的。
17. 在生产加工中,能达到的精度越高越好。
二、选择题1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即()A. 质量,生产力,经济性B. 产量,生产率,经济性C. 质量,生产率,经济性D. 质量,生产率,经济精度2.工艺过程是()A. 在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。
B. 在生产过程后改变原材料的尺寸,形状,相互位置和性质的过程。
C. 在生产过程中改变原材料的尺寸,形状,相互位置和性质的过程。
D. 在任何时候改变原材料的尺寸,形状,相互位置和性质的过程。
3.工艺规程是()A. 文件形式的工艺路线。
B. 各种工艺的规划。
C. 工艺的规范化程度。
D. 工艺路线的一部分。
4.以下哪一项不属于工艺过程()A. 工序B. 工程C. 工位D. 工步5. 在某机床上加工某零件时,先加工零件的一端,然后调头再夹紧零件加工另一端,这应该是( ) 个工序( ) 次安装。
汽车制造工艺学习题集第一部分习题第一章现代制造工艺学基本概念一、判断题1.现代汽车制造技术正进入刚性自动化阶段。
2.生产过程是将原材料转变为产品的过程。
3.产品依次通过的全部加工内容称为工艺路线。
4.工位是指工件在一次安装内,工件连同夹具在机床上所占有的相对位置。
5.工序是机械加工工艺过程的基本组成部分。
6. 在切削加工时,如果同时用几把刀具加工零件的几个表面,则这种工步称作复合工步。
7.成形法是依靠刀具运动轨迹来获得工件形状的一种方法。
8.加工的经济精度指以最有利的时间消耗能达到的加工精度。
9.生产纲领就是生产计划。
10. 大量生产中自动化程度较高,要求工人的技术水平也高。
11.一道工序只能有一次安装。
12.机械加工工艺过程主要改变零件形状及尺寸。
13. 运用多工位夹具,可减少工件安装次数,缩短工序时间,提高生产率。
14. 调整法就是不断调整刀具的位置。
15. 主动测量法需要使用精密的仪器。
16. 成形法中加工表面是由刀刃包络而成的。
17. 在生产加工中,能达到的精度越高越好。
二、选择题1.《汽车制造工艺学》研究的对象主要是汽车加工中的三大问题,即()A. 质量,生产力,经济性B. 产量,生产率,经济性C. 质量,生产率,经济性D. 质量,生产率,经济精度2.工艺过程是()A. 在生产过程前改变原材料的尺寸,形状,相互位置和性质的过程。
B. 在生产过程后改变原材料的尺寸,形状,相互位置和性质的过程。
C. 在生产过程中改变原材料的尺寸,形状,相互位置和性质的过程。
D. 在任何时候改变原材料的尺寸,形状,相互位置和性质的过程。
3.工艺规程是()A. 文件形式的工艺路线。
B. 各种工艺的规划。
C. 工艺的规范化程度。
D. 工艺路线的一部分。
4.以下哪一项不属于工艺过程()A. 工序B. 工程C. 工位D. 工步5. 在某机床上加工某零件时,先加工零件的一端,然后调头再夹紧零件加工另一端,这应该是( ) 个工序( ) 次安装。
汽车制造工艺学作业题参考答案第二章工件的装夹和机床夹具四、定位误差的分析计算题3、如图2-78a所示的圆柱体上钻轴向孔,加工要求如图a所示。
如果采用图b、c、d所示三种定位方案,V型块夹角α=90°,试分析计算三种定位方案加工要求的定位误差。
(图形见课本 66面 2-78a图a、b、c、d)解:该工件的加工要求为所钻孔(ø8)轴线与工件外圆柱面轴线的同轴度公差为ø0.02,孔深30的尺寸公差为0.21.三种定位方案中。
孔深度30的定位基准都是工件的底断面,而工序基准为工件上端面。
故存在基准不重合定位误差因A=L-D (D为定值)所以△d(30)=Lmax-Lmin=TL=T70=0.024(mm)图2-78图a(2)b方案中ø8孔同轴度的工序基准与定位基准重合都是工件外圆柱面的轴线。
因工件外圆柱面存在制造误差,使定位基准在工序尺寸方向产生位置变化。
即存在基准定位误差(根据P41序号5公式)图b(3) c方案中ø8孔同轴度的工序基准为工件外圆柱面轴线,而定位基准为工件左母线。
故存在基准不重合定位误差图c(4) d方案中由于采用的是双移动V形块定性抓紧机构ø8孔同轴度的工序基准与定位基准重合,且不存在基准位移定位误差,故△d=0(mm)P42 序号5的证明工件直径ød 0–Td 或ød +a+bTd=a-b1、在图2-76所示阶梯轴(双点划线表示)上铣削一平面,其工序尺寸为 30 0-0.28 mm,有图a定位方案,试计算,如果不考虑阶梯轴两外圆柱同轴度公差时的定位误差。
(原题图见书本65页 2-76图a )解:方法一(2)基准位移误差△j2.b2=A2-A1=E2E1=O1O2(分析因为O1O2+O1E1=dE2E1+ O1E1=d 所以E2E1=O1O2)方法二(列通式计算法)P41序号7的证明sin β-1)所以 △d(A)=2Td sinasin β △ d(B)=2Td (sinasin β -1) △ d(C)= 2Td (sina sin β +1)第五章 尺寸原理及应用三、分析计算题1、试分析图5-45a、b、c中尺寸链的增减环.a图解:a图与A0反向的为增环,与A0同向的为减环则增环为A1、A2、A3、A5;减缓为A4、A6b图原尺寸链为并列尺寸链,其中A3为公共环,分解为两个独立的尺寸链 A1、A2为增环,A3、A4为减环(A0为封闭环);B1为增环,A1为减环(B0为封闭环)c图原尺寸链为并列尺寸链,将其分解为两独立尺寸链,其中A0=B2、A3=B3,A1、A2为增环,A3、A4为减环(A0为封闭环);B1、B2、B3为增环,B4为减环(B0为封闭环)2.图5-46所示尺寸链图5-46(1)判断组成环中的增缓和减环(2)用极值法计算封闭环的基本尺寸、公差和极限偏差(3)用统计法计算尺寸链的基本尺寸、公差和极限偏差1.各组成换尺寸均按正态分布,且中间偏差与平均偏差相等时。
2.各组成环尺寸按三角形分布,且中间偏差与平均偏差相等时。
解:(1)判断组成环中的增环、减环增环为 A2、A4、A5 ;减环为 A1、A3(2) 计算A0的基本尺寸、公差和极限偏差A0=∑Az-∑Aj=(A2+A4+A5)-(A1+A3)=(30+20+40)-(55+35)=0mmTA0=∑Tai=TA1+TA2+TA3+TA4+TA5=0.46+0.52+0.10+1.033+0.62=1.733ESA0=∑ESAz-∑EIAj=(0.26-0.022+0.62)-(-0.46+0.06)=1.258EIA0=∑EIAz-∑ESAj=(-0.26-0.55+0)-(0+0.16)=-0.475(3)计算尺寸链的基本尺寸、公差和极限偏差1.组成环尺寸均按正态分布且中间偏差与平均偏差相等党组承欢的尺寸为对称分布且中间偏差与平均偏差相等时,如右图所示,则其中间尺寸Aim 与平均偏差Ai 也相等1°封闭环尺寸A0.计算过程图(2)A0=∑Az-Aj=(A2+A4+A5)-(A1+A3)=(30+20+40)-(55+35)=0mm 2°封闭环公差TA0因组成环公差按正态分布则TA0=936mm3°封闭环中间偏差△0 △ 0=∑=ki 1△z-∑=ki 1△j=(△2+△4+△5)-(△1+△3)=(0+0.0385+0.31)-(0.23+0.11)=0.392mm4°封闭环极限偏差ESA0、EIA0则 A0=0+0.860-0.0762.各组成环尺寸均按三角形分布且中间偏差与平均偏差相等1°封闭环尺寸A0(计算过程同上) A0=0mm2°封闭环公差TA0因组成环公差按三角形分布,姐中间偏差与平均偏差相等 故Ki=1.22TA0==1.142mm3°封闭环中间偏差△0 △ 0=∑=ki 1△z-∑=ki 1△j=(△2+△4+△5)-(△1+△3)=(0+0.0385+0.31)-(0.23+0.11)=0.392mm4°封闭环极限偏差ESA0、EIA0则 A0=0+0.963-0.1794、图5-48所示为一汽车变速器倒档装置简图,设计要求装配间隙A0=0.082~0.430mm 。
若零件设计图样规定:双联齿轮3轮毂两端面尺寸A3=48-0.080 -0.119;止推垫片2及4的厚度尺寸A2=A4=1.5 0-0.04mm 。
试用极值法计算变速器壳体1的两内平面尺寸A1的基本尺寸A1的基本尺寸、公差及极限偏差。
图5-48解:依题意建立倒档装置尺寸链如右图所示封闭环为A0、增环为A1,减环为A2、A3、A4。
其中A0=0 +0.043+0.082(1) 计算A1的基本尺寸 根本公式 A0=∑Az-∑AjA0=A1-(A2+A3+A4) A1=A0+A2+A3+A4=0+1.5+48+1.5=51mm(2) 计算A1的公差TA1因为TA0=∑TA1=TA1+TA2+TA3+TA4所以 TA1=TA0-(TA2+TA3+TA4)=0.348-(0.04+0.039+0.04)=0.229mm(3) 计算极限偏差ESA1、EIA1 由ESA0=∑ESAz-∑EIAj所以0.43= ESA1-(-0.04-0.119-0.04) ESA1=0.231(mm)EIA1=-TA1+ ESA1=-0.029+0.231=0.002(或由0.082= EIA1-(0-0.08-0) 所以EIA1=0.002)故A1=5 +0.231+0.00210、如图5-54所示为汽车倒档装置图。
设计要求倒档齿轮3的轮毂端面与垫片mm(标准件)。
4间保证装配间隙0.5~1.00mm。
设计规定A1=20.6mm;A2=A4=1.30-0.04欲采用完全互换装配法保证装配精度,试设计确定有关零件的尺寸公差和极限偏差。
图5-54解:装配尺寸链如右图所示已知A1=0+0.5TA0=0.5+1.00mm(标准件) A0为封闭环 A1为增环 A2、A3、A1=20.6mm;A2=A4=1.30-0.04A4为减环俺完全互换法确定有关零件的尺寸公差及极限偏差(1)求A3的基本尺寸由A0=A1-(A2+A3+A4) 得A3=A1-A2-A4-A0=20.6-1.3-1.3-0=18mm选择A1为协调环对其他组成环公差惊醒适当修正取TA3=0.18mm IT12由公式5-21得 TA1=TA0-(TA2+A3+A4)=0.5-(0.04+0.18+0.04)=0.24mm3°确定组成环的极限偏差按公差注向体内原则A3=180-0.18ESA1=ESA0+(EIA2+EIA3+IA4)=1+(-0.04-0.18-0.04)=0.74mmEIA1=EIA0=(ESA2+ESA3+ESA4)=0.5+(0+0+0)=0.5mm故 A1=20.6+0.74mm(介于IT12~13之间)+0.514、图5-56所示为齿轮装置图。
设计要求:保证装配精度——轴向间隙A0=0.1~0.5mm.设计规定:A1=430mm;A2=80mm;A3=100mm;A4=190mm;A5=60mm.欲采用不完全互换法保证装配精度,装配精度的合格率(置信水平)P=99.73%,各组成环尺寸按正态分布,试分析确定有关零件的尺寸公差和极限公差。
图5-56 解:尺寸链如右图所示A0为尺寸链 A1为增环 A2、A3、A4、A5为减缓(1)求A0的基本尺寸公差、极限偏差A0=A1-(A2+A3+A4+A5)=430-(80+100+190+60)=0TA0=0.5-0.1=0.4(mm)A0=0+0.5+0.1(2)确定组成环公差P=99.73%时ki=1 又因各组成环呈正态分布故k0=1由公式5-23可知选择A1为协调环,其他组成环公差分别取为(按IT11选取)TA2=0.19 TA3=0.22 TA4=0.29 TA5=0.12(IT10)不成立重选都找IT10TA2=0.12 TA3=0.14 TA4=0.185 TA5=0.12除协调环外按公差注向体内原则A2=800-0.12 A3=1000-0.14A4=1900-0.185A5=600-0.12(3)确定组成环极限偏差先计算极限偏差 由公式5-17有△ 0=∑=ki 1△z-∑=ki 1△j=△1-(△2+△3+△4+△5)0.3=△1-(-0.06-0.07-0.0925-0.06) △1=0.018mm故A1=430+0.157-0.12119、图5-58所示为一齿轮装置图,装配精度要求:确保轴向间隙A0=0~0.25mm.设计规定;A1=430+0.25mm;A2=800 -0.12mm;A3=1000 -0.14mm;A4=1900 -0.185mm;A5=580-0.12mm.欲采用固定调整装配法保证装配精度,调整垫片初定值AF=2mm ,制造公差TAF=0.04mm.试计算确定调整片组数Z 、补偿能力S 、调整垫片各族尺寸及极限偏差。
图5-58解:尺寸链图如右图所示A1为增环 ,A2、A3、A4、A5、AF 为减环。
A0为封闭环已知A1=430+0.25mm;A2=800 -0.12mm;A3=1000 -0.14mm;A4=1900 -0.185mm;A5=580-0.12mm 初定AF=2mm 、TAF=0.04mm(1) 计算A0的基本尺寸、公差、极限偏差A0=∑Az-∑Aj= A1-(A2+A3+A4+A5+AF) =430-(80+100+190+58+2)=0TA0=Amax-Amin=0.25-0=0.25则 A0=0+0.25mmZ≥=3.88取Z=4组(3)计算调整垫片分组尺寸AFZ AF1=∑AZmax-∑Ajmin+TAF-A0max=430.25-(80-.012+100-0.14+190-0.185+58-0.12)+0.04-0.25 =2.6050-0.04mmAF2=AF1-S=2.605-0.21=2.3950-0.04mmAF3=AF2-S=2.395-0.21=2.1850-0.04mmAF4=AF3-S=2.185-.021=1.9750-0.04mm如图5-60a 所示为某柴油机体零件及相关设计尺寸。