最新钳工常用量具教案——塞规与卡规
- 格式:doc
- 大小:99.00 KB
- 文档页数:3
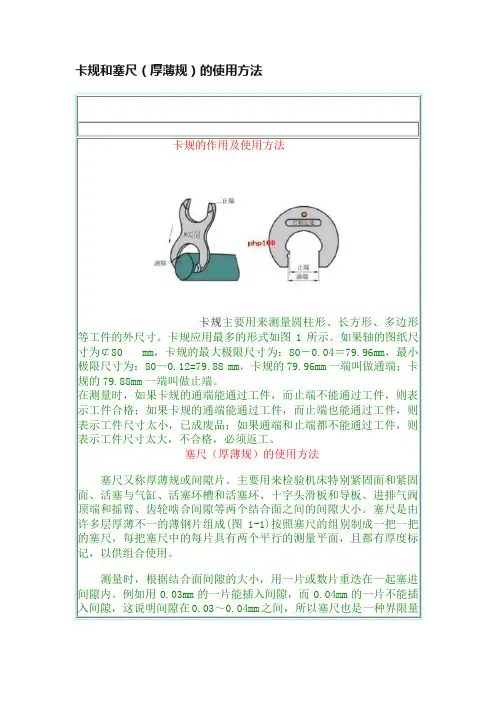
卡规和塞尺(厚薄规)的使用方法卡规的作用及使用方法卡规主要用来测量圆柱形、长方形、多边形等工件的外尺寸。
卡规应用最多的形式如图1所示。
如果轴的图纸尺寸为¢80 mm,卡规的最大极限尺寸为:80-0.04=79.96mm,最小极限尺寸为:80—0.12=79.88 mm,卡规的79.96mm一端叫做通端;卡规的79.88mm一端叫做止端。
在测量时,如果卡规的通端能通过工件,而止端不能通过工件,则表示工件合格;如果卡规的通端能通过工件,而止端也能通过工件,则表示工件尺寸太小,已成废品;如果通端和止端都不能通过工件,则表示工件尺寸太大,不合格,必须返工。
塞尺(厚薄规)的使用方法塞尺又称厚薄规或间隙片。
主要用来检验机床特别紧固面和紧固面、活塞与气缸、活塞环槽和活塞环、十字头滑板和导板、进排气阀顶端和摇臂、齿轮啮合间隙等两个结合面之间的间隙大小。
塞尺是由许多层厚薄不一的薄钢片组成(图1-1)按照塞尺的组别制成一把一把的塞尺,每把塞尺中的每片具有两个平行的测量平面,且都有厚度标记,以供组合使用。
测量时,根据结合面间隙的大小,用一片或数片重迭在一起塞进间隙内。
例如用0.03mm的一片能插入间隙,而0.04mm的一片不能插入间隙,这说明间隙在0.03~0.04mm之间,所以塞尺也是一种界限量规。
塞尺的规格见表1-1图2-1 是主机与轴系法兰定位检测,将直尺贴附在以轴系推力轴或第一中间轴为基准的法兰外圆的素线上,用塞尺测量直尺与之连接的柴油机曲轴或减速器输出轴法兰外圆的间隙ZX 、ZS,并依次在法兰外圆的上、下、左、右四个位置上进行测量。
图2-2是检验机床尾座紧固面的间隙(<0.04mm)。
图2-1 用直尺和塞尺测量轴的偏移和曲折图2-2 用塞尺检验车床尾座紧固面间隙使用塞尺时必须注意下列几点:1. 根据结合面的间隙情况选用塞尺片数,但片数愈少愈好;2. 测量时不能用力太大,以免塞尺遭受弯曲和折断;3. 不能测量温度较高的工件。

江苏省盐城技师学院教案首页编号:YJQD-0507-07 版本:B/O 流水号:编制:审核:批准:课题:专用量具----塞尺教学目的、要求: 1、专用量具2、常用量具的维护和保养教学重点、难点: 1、专用量具2、常用量具的维护和保养授课方法:讲授法、演示法教学参考及教具(含电教设备):塞规、挂图教学参考执行情况及分析:板书设计或授课提纲:[一]、复习提问1.量决有什么用途?[二]、导入新课由量具的用途和特点引入专用量具及常用量具的维护和保养[三]、讲授新课专用量具不能读出被测零件的实际尺寸数,但是能判断被测零件的形状以及尺寸等是否合格。
这类量具被称为专用量具。
一、塞规塞规是用来检验工件内径尺寸的量具。
它有两个测量面,小端尺寸按工件内径的最小极限尺寸制作,在测量内孔时应能通过,称为通规;大端尺寸按工件内径的最大极限尺寸制作,在测量内孔时不通过工件,称为止规。
用塞规检验工件时,如果通规能通过且止规不能通过,说明该工件合格。
二者缺一不可,否则,就不合格。
二、卡规卡规是用来检验轴类工件外圆尺寸的量规。
它有两个测量面,其中,大端尺寸按轴的最大极限尺寸制作,在测量时应通过轴颈,称为通规;小端尺寸按轴的最小极限尺寸制作,在测量时不通过轴颈,称为止规。
用卡规检验轴类工件时,如果通规能通过且止规不能通过,说明该工件的尺寸在允许的公差范围内,是合格的。
二者缺一不可,否则,就不合格。
三、塞尺塞尺是用来检验两个贴合面之间间隙大小的片状定值量具。
塞尺容易弯曲和折断,测量时不能用力太大,也不能测量温度较高的工件,用完后要擦拭干净,及时合到夹板中。
常用量具的维护和保养为了保持量具的精度,延长其使用寿命,对量具的维护和保养必须注意。
为此,应做到以下几点:1.测量前应将量具的测量面和工件的被测表面擦洗干净,以免脏物存在而影响测量精度和加快量具磨损。
不能用精密测量器具测量粗糙的铸锻毛坯或带有研磨剂的表面。
2.量具在使用过程中,不能与刀具、工具等堆放在一起,以免碰伤;也不要随便放在机床上,以免因机床振动而使量具掉落而损坏。
宿迁市高级技工学校实习课教案讲解师范(课题分析与工艺过 程)后拧紧制动器上的螺母读数。
0— 50°范围内,应装上角尺和直尺 0—140°范围内,应装上直尺 0— 230°范围内,应装上角尺0— 320°范围内,不装角尺和直尺三、千分尺是一种精密量具,用来测量加工精度要求较高的工件尺寸,常用的千分尺测量 精度为0. 01伽。
(1)千分尺结构它主要由尺架、砧座、测微螺杆、固定套管、微分筒、测力装置和锁紧装置等 组成。
它的的规格按测量范围分为: 0—25mm 、25— 50 mm 、50—75 mm 、75—100 mm等使用时按被测工件的尺寸选用。
千分尺种类很多,有外径千分尺、内径千分尺、深度千分尺、螺纹千分尺、公 法线千分尺等,其中外径千分尺最为普遍。
(2 )千分尺刻线原理 千分尺测微螺杆上的螺距为0.5 mm 当微分筒转一圈时,就沿轴向移动 0.05 mm 。
固定套管上刻有间隔为 0.5 mm 的刻线,圆锥面上共刻有 50个格,因此微分筒每转一 格,螺杆就移动0.5/50=0.01 mm,所以千分尺测量精度为0. 01 mm 。
(3 )千分尺读数方法(出示实物示范讲授)首先读出微分筒边缘在固定套管主尺的毫米数和半毫米数,然后看微分筒上那 一格与固定套管上基准线对齐,并读出相应的不足半毫米数,最后把两个读数相加 起来就是测得的实际尺寸。
使用时注意事项:1•根据不同公差等级的工件,正确合理的选用千分尺; 2•千分尺的测量面应保持干净,使用前应校对零位; 3•测量时,先转动微分筒,当测量面接近工件时,改用棘轮,直到棘轮发出“咔、咔”声为止;4•测量时,千分尺要放正,并注意温度影响;5•不能用千分尺测量毛坯或转动的工件; 6•为防止尺寸变动,可转动锁紧装置,锁紧测微螺杆。
四、百分表是一种精密量具。
主要用于测量工件的尺寸、形状和位置误差以及检验机床的 几何精度或调整装夹位置偏差等。

实训项目十七塞规的使用实验一、实验目的1.观察塞规,掌握塞规的结构。
2.正确掌握塞规测量方法并保证工件测量精度。
二、实验设备和工具1.塞规。
2.被测零件。
三、实验原理塞规是一种专用量具。
塞规是批量检测孔径的量具,有两个圆头,一头称为通规,是孔径的下偏差,另一头称为止规,是孔径的上偏差。
在检测孔径时,通规能塞进去而止规塞不进去,则此孔径是合格的,就是在公差范围之内的,否则就是不合格的。
四、塞规的结构、种类塞规用来测量工件的孔、槽等尺寸,常用的形式如图44-1所示。
图44-1 塞规的结构塞规规格:Ф3—Ф500mm,特殊型号可以根据产品尺寸公差定做。
塞规种类:1.光面塞规:光面塞规是一种用来测量工件圆孔内尺寸的精密量具,光面塞规可做成最大极限尺寸和最小极限尺寸两种。
2. 孔用塞规:孔用塞规是光滑极限量规中的一种,是没有刻度的定尺寸的专用量具,用于检验光滑孔的直径尺寸。
3. 键槽塞规:键槽塞规主要用以检验键槽的宽度,为方便测量,故加工为通端和止端,外形是片形。
因其具有测量方便,测量误差小等优点。
4. 锥度塞规:锥度塞规主要用于检验产品的大径、锥度和接触率,属于专用综合检具,锥度塞规可以根据客户提供的图纸或大头直径尺寸,锥柄长度,锥度比加工定做。
五、实验步骤1.实验准备工作做好检测准备(工件、塞规)。
2. 塞规的“通规”,是用来控制孔的体外作用尺寸,其基本尺寸应按孔的最小极限尺寸制造:“止规”则是用来控制孔的局部实际尺寸,其基本尺寸应按孔的最大极限尺寸制造。
3.测量时的三种结果如图44-2所示。
图44-2六、注意事项:塞规是固定尺寸的量具,长期使用会磨损,需定期检测。
否则会造成误判。
七、完成实验报告并回答思考题(1)如何用塞规检测零件尺寸?(2)用塞规检测零件的注意事项有哪些?。
教学过程:一、塞规:塞规是用来检验工件内径尺寸的量具。
二、卡规:卡规是用来检验轴类工件外圆尺寸的专用量具三、塞尺:塞尺是由许多层厚薄不一的薄钢片组成,按照塞尺的组别制成一把一把的塞尺,每把塞尺中的每片具有两个平行的测量平面,且都有厚度标记,以供组合使用。
塞尺是一种界限量规,测量时,根据结合面间隙的大小,用一片或数片重叠在一起塞进间隙内。
例如用0.03mm的一片能插入间隙,而0.04mm的一片不能插入间隙,这说明间隙在0.03~0.04mm之间。
四、常用量具的维护和保养1、在机床上测量零件时,要等零件完全停稳后进行,否则不但使量具的测量面过早磨损而失去精度,且会造成事故。
2、测量前应把量具的测量面和零件的被测量表面都要擦干净,以免因有脏物存在而影响测量精度。
3、量具在使用过程中,不要和工具、刀具(如锉刀、榔头、车刀和钻头等)堆放在一起,以免碰伤量具,也不要随便放在机床上,避免因机床振动而使量具掉下来损坏。
4、量具是测量工具,绝对不能作为其他工具的代用品。
5、温度对测量结果影响很大,零件的精密测量一定要使零件和量具都在20℃的情况下进行测量。
温度对量具精度的影响也很大。
6、不要把精密量具放在磁场附近,如磨床的磁性工作台,以免使量具感磁。
7、发现精密量具有不正常现象时,如量具表面不平、有毛刺、有锈斑以及刻度不准、尺身弯曲变形、活动不灵活等,使用者不应当自行拆修,更不允许自行用榔头敲、锉刀锉、砂布打光等粗糙办法修理,以免增大量具误差。
8、量具使用后,应及时擦干净,除不锈钢量具或有保护镀层者外,金属表面应涂上一层防锈油,放在专用的盒子里,保存在干燥的地方,以免生锈。
9、精密量具应实行定期检定和保养。
三、小结。

(完整版)钳工教案-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN钳工教案教师姓名:闫勇钳工教案首页钳工教案续页(3)零件装配成机器时互相配合零件的调整,整台机器的组装、试车、调试等。
(4)机器设备的保养维护。
二、钳工的常用设备1.钳台2.台虎钳种类、规格、构造3.砂轮机4.平口虎钳5.台钻三、实训纪律与安全1.进实训室必须穿工作服,女生戴工作帽;2.操作者要在指定岗位进行操作,不得串岗;3.遵守劳动纪律,不准迟到早退;4.认真遵守安全操作规程;5.爱护设备及工具、量具、工件摆放整齐,对损坏和丢失的工具、量具要折价赔偿。
四、钳工实训安全操作规程(1)工作前检查工,夹,量具,如手锤,钳子,锉刀,游标卡尺等,必须完好无损,手锤前端不得有卷边毛刺,锤头与锤柄不得松动。
(2)工作前必须穿戴好防护用品,工作服袖口、衣边应符合要求,长发要挽入工作帽内。
(3)禁止使用却手柄的锉刀,刮刀,以免伤手。
钳工教案首页钳工教案续页教学过程 引言利用锉刀对工件材料进行切削加工的一种操作。
它的应用范围很广,可锉工件的外表面、内孔、沟槽和各种形状复杂的表面。
教学内容正文1.锉刀(1)材料:T12或T13(2)种类:1、钳工锉:按断面形状不同分为五种,即平锉、方锉、圆锉、三角锉、半圆锉。
2、整形锉:用于修整工件上的细小部位。
3、特种锉:用于加工特种表面,种类较多如棱形锉。
(3) 锉刀的粗细确定与选择使用确定方法:1、粗锉刀(4-12)用于加工软材料,如铜、铅等或粗加工时。
2、细锉刀(13-24)用于加工硬质材料或精加工时。
3、光锉刀(30-40)用于最后修光表面。
2.锉刀柄的拆装方法用左手扶柄、右手将锉舌插入锉刀柄内,用右手将锉刀的下端面垂直在钳合上轻轻撞紧。
拆柄时将柄搁在虎钳口上轻轻撞出来。
3 . 操作方法(1)锉刀握法:锉刀大小不同,握法不一样,其中大锉刀可有三种握法,中型一种,小型两种。
(主要以演示为主)(2)锉削姿势:以讲解、演示为主。
钳工常用工具与使用教案精品文档钳工常用工具与使用教案2四川省大英县中等职业技术学校实践教学教案34四川省大英县中等职业技术学校实践教学教案5课题: 绪论钳工工作场地教学目标:1、让学生了解机械产品的生产过程2、让学生了解钳工的特点和在工种中的地位及作用3、让学生了解钳工工作的基本内容4、掌握学习本课程的目的5、懂得工作场地的合理安排教学重点:1、钳工工作场地的合理安排2、钳工的地位与作用及学习本课程的目的,激发学生的学习兴趣教学难点:1、钳工的地位与作用、2、学生对课程重要性的理解及学习好本课程信心的建立1 / 7精品文档教学方法:讲授法教学内容及步骤:〈引入新课〉由简单的自我介绍引入〈讲授新课〉绪论一、机械产品的生产过程及机械技术工种的分类1、机械产品的生产过程机械产品的生产过程一般包括:原材料的运输储存、生产技术准备、毛坯制造、机械加工、热处理、零部件装配、产品测试检验、涂装待运等工作。
2、机械技术工种的分类:机械技术工人可分为:铸工、锻工、焊工、热处理、车工、铣工、刨工、磨工、钳工的工种。
二、钳工的概念、特点、地位和作用1、概念:钳工是使用钳工工具按照技术要求对工件进行加工、修理、装配的工种。
2、特点:灵活性强、工作范围广、技艺性强、操作者的技能水平直接决定加工质量。
2 / 7精品文档3、地位和作用:在国民经济建设中钳工工种占有重要的地位,发挥着重要的作用。
三、钳工工作的基本内容钳工工作的基本内容有:划线、錾削、锯削、挫削、钻孔、扩孔、锪孔、铰孔、攻螺纹与套螺纹、矫正与弯曲、铆接、刮削、研磨、技术测量、简单的热处理等,并能对部件或机器进行装配、调试、维修等。
四、学习本课程的目的1、正确的使用和维护保养常用设备,懂得常用工具、量具、夹具的结构,熟练掌握其使用、调整和维护保养的方法;2、掌握钳工工作中的基本操作技能及相关理论知识,并能合理选择切削用量;能根据工件的技术要求编制加工工艺。
能文明生产;3、熟悉掌握常用典型结构的装配工艺过程,理解尺寸链的概念,掌握尺寸链的基本解法,理解定位、夹紧的概念;4、懂得机床维修的一般知识。
刀口尺和90°角尺和塞尺一:刀口尺1、用途:主要用刀口尺来测量已加工工件的平面度和直线度的。
2、使用方法:测量工件时,刀口尺应垂直放在工件表面,并在加工面的纵向、横向、对角方向多处逐一进行,以确定各方向的直线度误差。
如果刀口尺与工件平面间透光微弱而均匀,说明该方向是直的;如果透光强弱不一,说明该方向是不直的。
3、注意事项:刀口尺在被检查平面上改变位置时,不能在平面上拖动,应提起后再轻放到另一检查位置,否则直尺的测量棱边容易磨损而降低其精度。
二:90°角尺1、用途:主要用90°角尺测量已加工件表面的垂直度。
2、使用方法:先将角尺尺座的测量面紧贴工件基准面,然后从上逐步向下移动,使角尺尺瞄的测量面与工件的被测表面接触,眼光平视观察透光情况,以此来判断工件被测面与基准面是否垂直。
检查时,角尺不可斜放,否则检查结果不正确。
3、注意事项:①用90°角尺检查工件的垂直度前,应先用锉刀将工件的锐边倒钝。
②在同一平面上改变不同的检查位置时,角尺不可在工件表面上拖动,以免磨损影响角尺本身精度。
三:塞尺1、结构与形状:塞尺用来检验两个贴合面之间间隙大小的片状定值量具。
它有两个平行的测量面,每个塞尺由若干个片组成。
2、用途:检查平面度、垂直度和配合间隙3、使用方法:检测时,工件放在精密平板上,并用左手扶住,用右手持塞尺,选好尺寸,插入工件与被侧面的间隙处。
当一片或数片能塞进两贴合面之间时,则一片或数片的厚度(可由每片上的标记值读出),即为两贴合面的间隙。
4、注意事项:①塞尺可单片使用,也可多片叠起来使用,但在满足所需尺寸的前提下,片数越少越好。
②塞尺易弯曲和折断,测量时不能用力太大,也不能测量温度较高的工件,用完要擦拭干净,及时合到夹板中。
③当尺片自由端前部超差时,允许剪去超差部分继续使用。
四:结合相关工件进行检测练习,从而掌握刀口尺、90°角尺和塞尺的使用。
复习提问:
1.万能量角器主要由哪几部分组成?
2.万能量角器的测量角度如何区分?
3.量块的分类及选用方法。
针对学生回答边用量具实物请学生指明正误。
新课:本次进行有关量具的最后部分学习
第二章:钳工常用量具
专用量具
一、塞规:塞规是用来检验内径尺寸的量具。
常用的双头塞规,如图所示。
它的过端直径等于被检验孔的最小极限尺寸,止端直径等于孔的最大极限尺寸(即止墙端直径与直径的差,等于孔径的公差)
用塞规检验零件孔径时,如果塞规的过端能轻轻地塞人孔内,这就表示孔的实际尺寸比最小极限尺寸大,如果塞规的止端不能塞入,这就表示孔的实际尺寸比最大极限尺寸小,也就是说,零件孔径的实际尺寸是在所规定的公差范围内,是合格的。
在检验中,如果出现下列两种情况即过端塞不进或止端竞能塞入,都是不合格的。
’
塞规两端的两个圆柱面是工作面,精度很高,使用时应握住手柄轻拿轻放,检验时,要对准零件内孔,并顺着内孔轴线向孔内试塞。
在垂直孔上,应该是利用塞规本身的重量,使过端滑进孔内;在水平位置的孔上,只可将过端轻轻地送进去(在任何位置上,都不允许用强力,否则塞规测量面和孔壁都会被损坏) 二、卡规:卡规是用来检验轴类工件外圆尺寸的量具。
它有两个测量面:双头卡规,这种卡规的过端开口尺寸等于被检验轴的最大极限尺寸,止端开口尺寸等于轴的最小极限尺寸(即过端尺寸与止端尺寸的差,等于铀径的公差) 。
加工后的轴径是否合格,只要用这种卡规进行检验,就可作出正确的判断。
合格的轴径在检验时,应使卡规的过端刚能滑过,止端只能骑在轴上,这就表明轴径的实际尺寸是在最大与最小极限尺寸之间,是合格的。
三、塞尺
塞尺(又叫厚薄规)是用来检验两个结合面之间间隙大小的片状量规。
塞尺有两个平行的测量平面,其长度制成50、100或200mm,由若干片叠合在夹板里。
厚度为0.02~0.1mm组的,中间每片相隔0.01mm;厚度为0.1~1mm组的,中间每片相隔0.05mm。
使用塞尺时,根据间隙的大小,可用一片或数片重叠在一起插入间隙内。
塞尺的片有的很薄,易弯曲和折断,测量时不能用力太大不能测量温度较高的工件。
用完后要擦拭干净,及时合到夹板中去。
(请学生结合实物示范)
§2.4 量具的维护和保养
为了保持量具的精度,延长其使用寿命,对量具的维护保养必须十分注意。
为此,应做到以下几点:
1.测量前应将量具的测量面和工件被测量面擦净,以免脏物影响测量精度和加快量具磨损。
2.量具在使用过程中,不要和工具、刀具放在一起,以免碰坏。
3.机床开动时,不要用量具测量工件,否则会加快量具磨损,易发生事故。
4.温度对量具精度影响很大,因此,量具不应放在热源附近,以免受热变形。
5.量具用完后,应及时擦净、涂油,放在专用盒中,保存在干燥处,以免生锈。
6.精密量具应实行定期鉴定和保养,发现精密量具有不正常现象时,应及时送交计量室检修。
7. 不能把量具放在磁场附近、避免量具磁化。
总结:量具部分已学完,同学们千万不可大意,内容虽不复杂,但一定要认真掌握,要在实习中去总结。
作业
P13页
习题:10。