生产流程图
- 格式:docx
- 大小:38.19 KB
- 文档页数:4
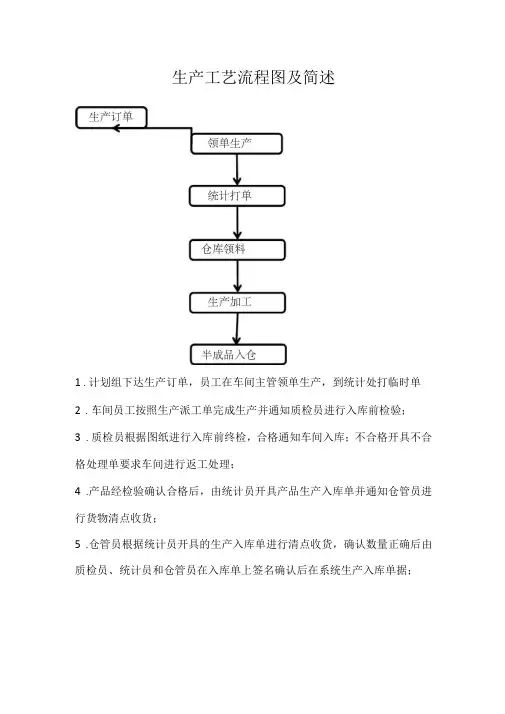
生产工艺流程图及简述
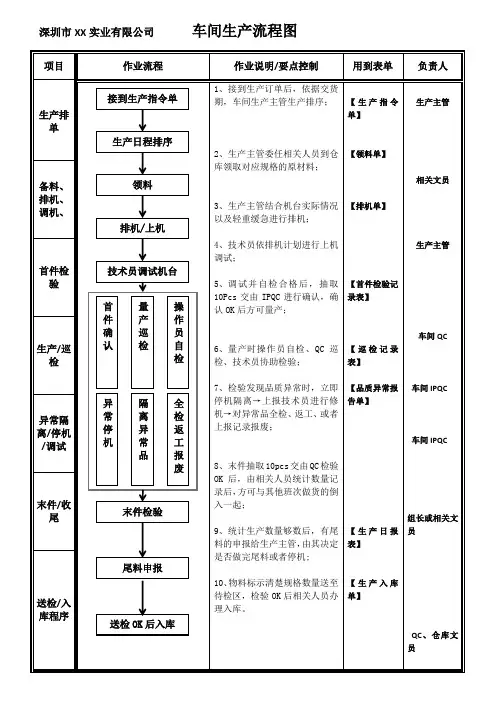
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日。
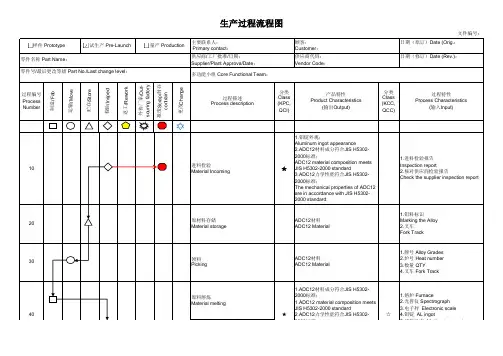
日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)10进料检验Material Incoming★1.铝锭外观;Aluminum ingot appearance2.ADC12材料成分符合JIS H5302-2000标准;ADC12 material composition meets JIS H5302-2000 standard3.ADC12力学性能符合JIS H5302-2000标准;The mechanical properties of ADC12are in accordance with JIS H5302-2000 standard.1.进料检验报告Inspection report2.核对供应商检验报告Check the supplier inspection report20原材料存储Material storage ADC12材料ADC12 Material1.铝料标识Marking the Alloy 2.叉车Fork Track30领料Picking ADC12材料ADC12 Material1.牌号 Alloy Grades2.炉号 Heat number3.数量 QTY4.叉车 Fork Track原料熔炼Material melting样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :40☆1.熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature Aluminum liquid temperature供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date : 1.ADC12材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;ADC12 are in accordance with JIS H5302-2000 standard.★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class(KPC,QCI)产品特性Product Characteristics (输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input) 样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :40☆熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature 材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :color is qualified.5.温度日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :产品表面喷银漆处理,盐雾时间超过72小时;The surface of the product is sprayedwith silver paint and the salt spraytime exceeds 72 hours.2.喷塑区域合格,膜后合格,色差合格,划百格合格; The sprayed area is qualified, the film is qualified, the color difference is qualified, and the 前处理Pretreatment2.油漆规格型号Paint specification model3.喷塑设备Spray machine4.时间Time日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :150RoHS 检测RoHS testing★每年一次到具有资质的第三方检测机构进行RoHS 检测并提供报告;Annually to a qualified third-party testing agency for RoHS testing and reporting160产品年度审核Product Annual Audit 成品Finished product1.过程流程图中控制项与客户要求一致;Control items and customer requirements in the process flow chart2.过程流程图中的工序要求与实际状况一致; The process requirements in the process flow diagram areconsistent with the actual conditions.修改履历 Modification Record描述 Description1.The characteristic symbol identified on the customer's drawing is reflected in the special feature column ;3.The product feature is marked with the "★" symbol in the special feature column, and the "☆" is the process characteristic, which belongs to the internal identification mark ;2.CPK analysis is performed according to the dimension specified by the customer ;编制 Prepared by版本 Version日期 Date。
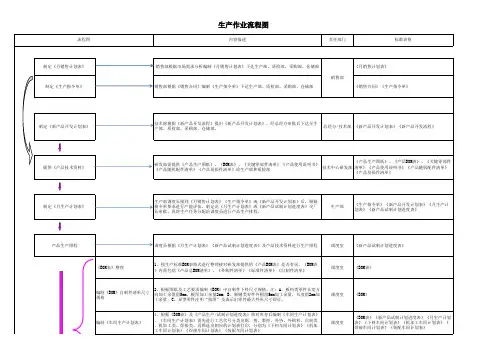
内容描述责任部门标准表格制定《月销售计划表》销售部根据市场需求分析编制《月销售计划表》下达生产部、质检部、采购部、仓储部《月销售计划表》制定《生产指令单》销售部根据《销售合同》编制《生产指令单》下达生产部、质检部、采购部、仓储部《销售合同》《生产指令单》制定《新产品开发计划表》技术部根据《新产品开发流程》提出《新产品开发计划表》,经总经办审批后下达至生产部、质检部、采购部、仓储部。
总经办/技术部《新产品开发计划表》《新产品开发流程》提供《产品技术资料》研发部需提供《产品生产图纸》、《BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》给生产部和质检部技术中心研发部《产品生产图纸》、《产品BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》制定《月生产计划表》生产部调度长接到《月销售计划表》《生产指令单》或《新产品开发计划表》后,根据指令单要求进行产能评估,制定出《月生产计划表》或《新产品试制计划进度表》交厂长审批。
再将生产任务分配给调度员进行产品生产排程。
生产部《生产指令单》《新产品开发计划表》《月生产计划表》《新产品试制计划进度表》产品生产排程调度员根据《月生产计划表》《新产品试制计划进度表》及产品技术资料进行生产排程调度室《新产品试制计划进度表》《BOM表》整理1、按生产标准BOM表格式进行整理核对研发部提供的《产品BOM表》是否有误。
《BOM表》内需包括《产品总BOM清单》、《外购件清单》《标准件清单》《自制件清单》调度室《BOM表》编制《BOM》自制件清单尺寸规格2、根据图纸及工艺要求编制《BOM》中自制件下料尺寸规格。
注:A、板料类零件长宽方向加工余量留5mm,板厚加工余量2mm;B、圆钢类零件外圆留5mm加工余量,长度留2mm加工余量;C、异型零件注明“按图”及表示出零件最大外形尺寸即可。
调度室《BOM》编制《车间生产计划表》4、根据《BOM表》及《产品生产/试制计划进度表》核对库存后编制《车间生产计划表》。
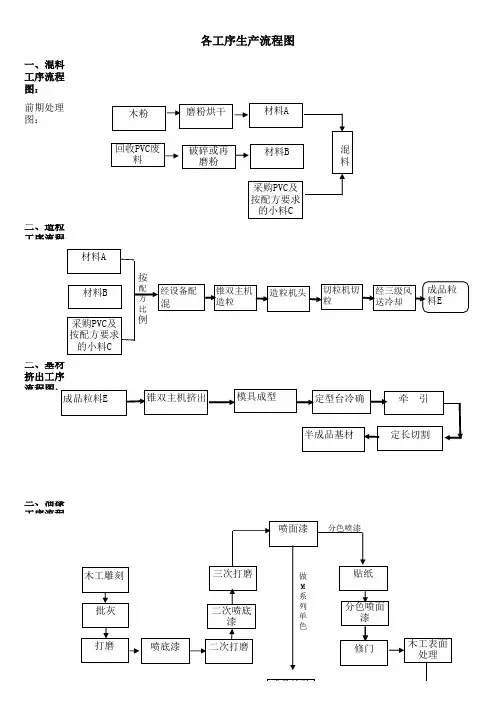
生产工艺流程图酱油生产工艺流程图一.主要设备:锅炉、夹层锅、冷却罐、灌装机、封盖机二.原料:发酵原油、食糖、食盐、味精、水、焦糖色、山梨酸钾三.工艺流程购、验内包装购、验添加剂购、验发酵原油输入自来水购、验外包装内包装库存添加剂库储存原料仓贮存外包装库存清洗/消毒加热/调配冷却装瓶封口/加盖灯检贴标/打日期装箱/打外包装成品仓库储存运输出口四.酱油生产工艺描述:1.验发酵原油:本厂在实施采购发酵原油时,必须派品检员、采购员到发酵原油生产厂进行实地考察评估。
确认生产厂卫生、设备设施是否符要求,原料是否符合本厂品质要求后才决定采购事宜。
经评估可实施采购的供应商,每季度提供原料及内包装材料各一份区(县)级卫生防疫站出具的《卫生检测报告》且符合国家卫生标准,每批来料到厂后,按“原料验收规程”及时抽样检验确认其品质是否符合本厂要求,合格的入库,不合格的退货。
2.原料仓库储存:发酵原油到厂经检验合格放原料仓储存。
由于发酵原油进厂前经加热杀菌,盐度在15%以上,所以只需常温保存,但避免阳光直射,保质期有半年。
3.购、验外包装料:外包装料主要包括有纸箱,进厂时仓务组长按“辅料验收规程”验收入库。
3.外包装仓库储存:验收合格的外包装料存放入原料仓库。
4.购、验内包装料:内包装料主要有玻璃瓶、塑料罐,采购前要先到供应厂家参观确认其卫生状况是否符合要求,进料时要供应商提供无毒害材料保证函或卫生防疫站的《卫生检测报告》且符合国标。
进厂时仓务组长按“辅料验收规程”验收入库。
5.内包装库储存:验收合格的内包装料摆放在内包装库内储存,6.购、验添加剂:添加剂一部份是通过国内代理商购入,但必须要求代理商提供生产厂商的《卫生许可证》及《卫生检测报告》或保函;进厂时品管组长按“辅料验收规程”验收入库。
7.添加剂库储存:添加剂是常温储存,库内保持干燥通风。
8.加热/调配:调配人员按照配方称量发酵原油、各种辅料和添加剂,然后将外购发酵原油、和水、盐、放到夹层锅里混合,开蒸汽加温至80—85℃,保持该温度20分钟,加入各种辅料和添加剂搅拌均匀。
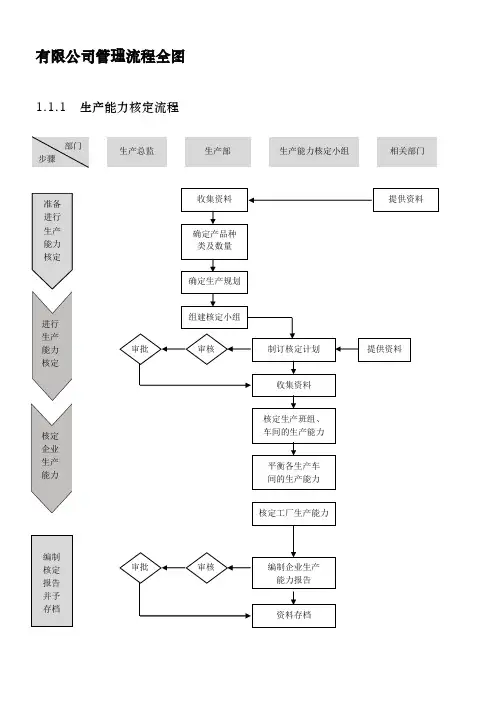
生产过程控制流程图
说明:
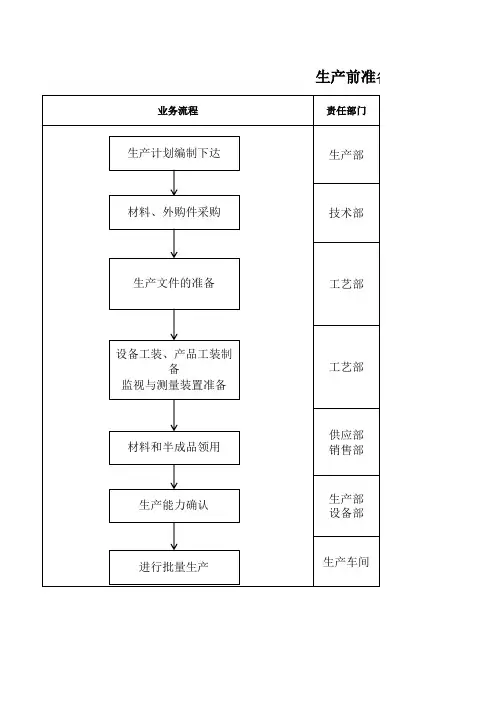
生产部根据生产准备和物料采购进度的落实情况,编制各部门的生产总体计划,组织部门、车间的实施,生产准备计划中的6项内容要一一核对,给出相应的时间要求,不断地与物料采购部门沟通,了解物料齐套情况,并对下属生产单位进行调控;
2.各生产车间对照生产部下达生产总体计划,编制本部门的各班组生产进度计划,下达到各班组,并进行实时跟踪、考核
3.建议对计划实现率进行考核,计划达成率要在98%以上,如不达标的每少一百分点扣所在单位领导100元,班组长50元
4.必要时由生产总监签发生产调度令,以调控生产进度,生产调度令的执行程度,直接与其本人的职务、收入挂钩!
5.生产部根据生产需要与否,决定是不需要编制三天滚动计划;规定三天各班组的生产进度:。
生产流程图
一、生产流程概述
生产流程是指生产产品所要经过的一系列过程,包括物
料采购、生产计划编制、生产组织、生产实施、产品质量检验、包装、发货等。
生产流程要求有严密的时间计划和质量控制,确保产品能够按时、按质完成生产任务。
二、物料采购流程
物料采购流程主要包括采购计划编制、询价比价、选定
供应商、签合同、验货入库等环节。
1.采购计划编制:根据生产计划和物料需求计划,制定
物料采购计划,明确采购数量、品种、规格型号和要求入库时间等内容。
2.询价比价:采用招标、询价、竞争性谈判等方式,邀
请多家供应商提供报价,并进行综合比较,选定价格合理、产品质量可靠的供应商。
3.选定供应商:经比较,选定供应商后,与供应商签订
购销合同,约定交付时间、数量、质量等条款。
4.验货入库:当货物到达公司时,仓库人员按照合同要
求进行验收、封存,并在质量验收单上注明采购件数、合格件数、不合格件数等内容。
三、生产计划编制流程
生产计划编制流程是将销售计划转化为生产计划的过程,主要包括确定生产工时、制定车间作业计划、编制生产过程表格等环节。
1.确定生产工时:根据产品工艺流程和产品生产效率数据,确定生产工时,制定生产工时表、设备开动时间表和维修保养计划。
2.制定车间作业计划:根据生产工作量及生产资料的准备情况,依据订单数量、交付期限、生产工序、生产设备等条件,制订详细的车间生产计划,确保生产计划顺利实施。
3.编制生产过程表格:按照生产流程,根据工序、工艺指导书、生产机型、设备能力、制定生产过程表格,确保生产过程控制和管理的有效性。
四、生产组织流程
生产组织流程主要负责协调、组织、控制和调度生产过程,以保证产品的高效、稳定生产。
1.组织生产队伍:根据生产计划安排,合理配置员工和生产设备,确保生产过程的质量和效率。
2.实施生产过程:按照生产过程表格和车间作业计划的安排,开展生产活动,保证生产过程顺利、高效进行。
3.监测生产过程:通过生产监测系统,定时监测关键环节的生产工艺参数,及时掌握生产过程的质量状况,及时进行调整和改进。
五、生产实施流程
生产实施流程主要是实现产品生产过程中的各项工序和流程的执行,包括机械加工、组装、调试等环节。
1.机械加工:根据生产计划、产品图纸和工艺流程设计进行机型加工、零件加工和组件加工等操作。
2.组装:依据产品装配流程、装配顺序及产品装配图纸进行产品组装和焊接,形成完整的产品结构。
3.调试:对组装完成的产品进行各项功能测试、安全试
验和外观检查,确保产品能满足质量标准和用户需求。
六、产品质量检验流程
产品质量检验流程是对产品进行一系列检测测试和评估,检查产品是否符合设计要求、工艺标准和用户需求的环节。
1.进货检验:根据采购合同要求,对供应商提供的原材料、零部件等进行质量检验,在符合要求的前提下进行入库。
2.现场检验:对生产过程中的产品进行现场质量检验、
抽样检验和终检验,以确保产品的质量、安全和可靠性。
3.出货前检验:在出货前对产品进行最后检验,检查产
品的规格、外观、功能、性能等特性是否满足质量标准和用户要求。
七、包装流程
包装流程是确保产品在储藏、运输、配送和出售过程中
能保持原型的外形和保护其品质的过程。
1.包装方案制定:根据产品的性质、规格和运输方式,
制定适当的包装方案,选择适当的材料、容器和保护措施,确保产品能够安全包装并运输至目的地。
2.包装材料采购:采购符合包装要求的材料,包括卡纸、塑料薄膜等,以保证产品在包装过程中的质量和安全。
3.包装手段实施:按照包装方案,进行产品包装、标记、托盘装载等操作,确保产品能够在运输过程中得到充分的保护。
八、发货流程
发货流程是将完好的产品运往客户的过程,主要包括装车、发票开具、报关等环节。
1.装车:根据出货列表和运输安排,对产品进行装车。
在装车过程中,应确保产品能够稳妥地装载和固定在车辆上。
2.发票开具:根据订单和发货清单,开具相应的发票和
其他相关文件,以满足客户的结算要求。
3.报关:如需出口,则需要办理相关的报关手续,包括申报单、商检、保险等文件的签发和发送。
九、总结
生产流程是企业内部最为关键的流程之一,其合理性和效率对于企业的发展至关重要。
只有通过严格的操作、合理的规划和高效的协调,才能确保生产过程的顺畅和产品质量的稳定性。
因此,企业要注重对生产流程的管理和优化,确保产品能够高效、稳定地生产并满足用户需求。