门锁套件冲压模具设计论文
- 格式:doc
- 大小:241.00 KB
- 文档页数:30

第1章绪论1。
1冲压工艺介绍冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
冲压工艺有如下特点1.用简单的机械设备能生产出其他加工方法难以加工的复杂形状的制件.2。
制件的精度高,互换性好,一般不再需要大量的机械加工就能获得强度高、刚性好、质量轻的零件。
3。
同切削加工相比较能节约金属资源,并可以利用廉价的板材。
4。
生产效率高,每分钟能够生产多件产品,制件成本低廉。
5。
有利于实现机械自动化,减轻工人的劳动强度和改善劳动条件.冲压件在工业生产中具有不可替代的作用,据统计全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品.汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。
仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
1.2 冲压的基本工序及模具由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的.概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。
上述两类工序,按基本变形方式不同又可分为冲裁、弯曲、拉深和成形四种基本工序,每种基本工序还包含有多种单一工序。
在实际生产中,当冲压件的生产批量较大、尺寸较少而公差要求较小时,若用分散的单一工序来冲压是不经济甚至难于达到要求.这时在工艺上多采用集中的方案,即把两种或两种以上的单一工序集中在一副模具内完成,称为组合的方法不同,又可将其分为复合、级进和复合—级进三种组合方式。
复合冲压是指在压力机的一次工作行程中,在模具的同一工位上同时完成两种或两种以上不同单一工序的一种组合方法式.级进冲压--在压力机上的一次工作行程中,按照一定的顺序在同一模具的不同工位上完面两种或两种以上不同单一工序的一种组合方式。

目录摘要 (2)1 模具的介绍 (3)1.1冲压技术的进步 (3)1.2 模具的发展与现状 (3)2 冲压工艺方案的制定 (5)2.1 工艺分析 (5)2.2 排样图设计 (6)3 模具总体结构设计 (8)3.1 条料定位装置 (8)3.2 出料装置 (10)3.3 模具结构特点 (10)3.4 模具工作过程 (10)4 模具零件的设计与计算 (12)4.1 凸、凹模刃口尺寸的计算 (12)4.1.1 凸、凹模间隙的选择 (12)4.1.2 凸、凹模刃口尺寸计算 (12)4.2 凸、凹模的设计 (17)4.2.1 凸模的结构和固定形式 (17)4.2.2 凸模长度的确定 (18)4.2.3 凸模的强度计算 (18)4.2.4 凹模结构形式设计 (20)4.2.5 凹模结构尺寸的确定 (20)4.3 模板的设计 (22)4.4 卸料弹簧的选用 (22)4.5 其它零件的设计 (23)5 冲压设备的选用 (25)5.1 冲压力的计算 (25)5.2 选择压力机 (26)6 压力中心的计算 (27)6.1 计算步骤 (27)6.2 计算压力中心 (27)7 总结 (28)参考文献 (29)致谢 (30)摘要冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。
在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后,已经形成了冲压学科的成形基本理论。
以冲压产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。
![冲压模具毕业设计论文[2]](https://img.taocdn.com/s1/m/9200aa4902d8ce2f0066f5335a8102d276a26185.png)
冲压模具毕业设计论文[2]1. 引言冲压模具是冲压工艺中不可或缺的关键组成部分。
它的优劣直接影响着冲压产品的质量和生产效率。
因此,在冲压模具的设计和制造上要注重各个方面的优化,以实现高效、高质量的冲压生产。
本文将探讨冲压模具在毕业设计中的应用,通过分析冲压模具的设计要点和制造过程,提出一种在制造过程中提高模具质量和降低成本的方法。
2. 冲压模具设计要点冲压模具的设计是一个综合性的工作,需要考虑多个方面的因素。
下面列举了冲压模具设计的要点:2.1 材料选择冲压模具需要具备高强度和耐磨损的特性。
因此,在材料选择上应当考虑使用高硬度材料,如合金工具钢。
同时,还要考虑材料的加工性能和耐热性能。
2.2 结构设计冲压模具的结构设计应当考虑到产品形状和尺寸的特点,并且要与冲压设备的工作方式相匹配。
在结构设计中,需要合理安排模具的凸模、凹模和导向系统,确保冲压过程中的定位和导向准确。
2.3 寿命设计冲压模具的寿命设计是一个重要的考虑因素。
寿命设计时要考虑冲压过程中的应力、变形和磨损等因素,以确保模具在长期使用中具有稳定的性能。
2.4 润滑设计冲压模具在工作过程中需要进行润滑,以降低摩擦和磨损。
因此,在模具设计中需要考虑润滑系统的设计,合理设置润滑通道和喷油装置。
3. 冲压模具制造过程冲压模具的制造过程可以分为以下几个步骤:3.1 制造工艺规划制造工艺规划是整个制造过程的基础。
在制造工艺规划中,需要确定模具的加工顺序、方法和工艺参数等,确保模具的加工精度和质量要求。
3.2 加工制造冲压模具的加工制造包括以下几个方面:材料切割、零件加工、工艺装配和热处理等。
其中,热处理是提高模具硬度和耐磨性的重要步骤。
3.3 调试与试模制造完成后,需要对模具进行调试和试模。
通过调试和试模可以发现和解决模具的问题,确保模具在使用时能够正常运行。
4. 优化冲压模具制造过程的方法为了提高冲压模具制造的效率和质量,可以采用以下方法进行优化:4.1 CAD/CAM技术应用CAD/CAM技术可以提高冲压模具的设计和制造效率。
![冲压模具毕业设计论文[1]](https://img.taocdn.com/s1/m/f70dea08376baf1ffc4fadf4.png)
第一章绪论1.1 中国冲压模具现状根据考古发现,早在2000多年前,我国已有冲压模具被用于制造铜器,证明了中国古代冲压成型和冲压模具方面的成就在世界领先。
1953年,长春第一汽车制造厂在中国首次建立了冲模车间,该厂于1958年开始制造汽车覆盖件模具。
我国于20世纪60年代开始生产精冲模具。
在走过了漫长的发展道路之后,目前我国已形成了300多亿元(未包括港、澳、台的统计数字,下同。
)各类冲压模具的生产能力。
近年来,我国冲压模具水平已有很大提高。
大型冲压模具已能生产单套重量达50多吨的模具。
为中档轿车配套的覆盖件模具国内也能生产了。
精度达到1~2μm,寿命2亿次左右的多工位级进模国内已有多家企业能够生产。
表面粗糙度达到Ra≦1.5μm的精冲模,大尺寸(Φ≧300mm)精冲模及中厚板精冲模国内也已达到相当高的水平。
1.1.1 模具CAD/CAM技术状况我国模具CAD/CAM技术的发展已有20多年历史。
由原华中工学院和武汉733厂于1984年共同完成的精冲模CAD/CAM系统是我国第一个自行开发的模具CAD/CAM 系统。
由华中工学院和北京模具厂等于1986年共同完成的冷冲模CAD/CAM系统是我国自行开发的第一个冲裁模CAD/CAM系统。
上海交通大学开发的冷冲模CAD/CAM系统也于同年完成。
20世纪90年代以来,国内汽车行业的模具设计制造中开始采用CAD/CAM技术。
国家科委863计划将东风汽车公司作为CIMS应用示范工厂,由华中理工大学作为技术依托单位,开发的汽车车身与覆盖件模具CAD/CAPP/CAM集成系统于1996年初通过鉴定。
在此期间,一汽和成飞汽车模具中心引进了工作站和CAD/CAM 软件系统,并在模具设计制造中实际应用,取得了显著效益。
1997年一汽引进了板料成型过程计算机模拟CAE软件并开始用于生产。
模具CAD/CAM技术能显著缩短模具设计与制造周期,降低生产成本,提高产品质量,已成为人们的共识。

冲压模具毕业设计论文范文冲压模具设计是冲压工艺中重要的一环,合理的模具设计能够提高产品质量、提高生产效率和降低生产成本。
本论文将以冲压模具设计为研究对象,探讨其设计理念和方法,以及在工程实践中的应用。
一、引言随着冲压工艺的广泛应用,冲压模具设计的重要性逐渐凸显。
良好的冲压模具设计能够提高产品的精度和质量,降低产品的成本和生产周期。
因此,冲压模具设计已成为冲压工艺中不可或缺的一部分。
二、冲压模具设计的理念1.综合运用先进技术冲压模具设计应充分利用先进的CAD/CAM/CAE技术,结合数字化模具设计和制造,提高设计效率和精度。
2.优化设计思路通过合理的设计思路,最大限度地降低模具的结构复杂度,减少零部件数量,提高模具的强度和刚度,降低模具重量和成本。
3.标准化设计冲压模具设计应遵循国家和行业的相关标准,确保设计的合理性和安全性。
同时,建立一套适合企业实际情况的标准化设计流程,提高设计的一致性和可操作性。
三、冲压模具设计的方法1.确定工艺参数根据产品的设计要求和冲压工艺的特点,确定冲床的类型和规格,进而确定模具的结构和尺寸。
2.分析产品特点对产品的结构和性能进行分析,确定产品的冲压工艺,包括冲床的振动频率、冲击力大小等参数。
3.设计冲床结构根据冲压工艺的要求和产品特点,设计冲床的结构,包括上模架、下模架、导向装置、传动装置、夹持系统等。
4.设计模具结构根据冲床结构的要求和产品特点,设计模具的结构,包括上模、下模、导向柱、顶针、滑块、模台等。
5.进行模具制造根据模具结构设计的要求,进行模具的加工和制造,包括CAD设计、数控加工、装配等环节。
四、冲压模具设计的工程实践冲压模具设计的工程实践主要包括以下几个方面:模具设计、模具制造、调试和生产。
1.模具设计根据产品的设计要求,进行冲床和模具的结构设计,确定模具的尺寸、材料和加工工艺。
2.模具制造根据设计要求,进行模具的制造和加工,包括材料准备、数控加工、装配和调试等环节。
冲压模具论文冲压模具是目前工业制造中使用广泛的一种工具,主要用于加工各种钣金零件,具有模板高度精度、工艺适用性强、生产效率高等特点。
此外,它也是各类压力加工机床中不可或缺的一部分,也是生产专用机械和装备中的关键组成部分。
如今,随着中国制造业的快速发展,冲压模具已成为国际市场上的热门产品,并且越来越多的企业正在选择使用优质的冲压模具来提升生产效率和产品质量。
在国内冲压模具的研究领域中,近年来也涌现出了一大批优秀的研究成果和专业论文,这些论文主要探讨了冲压模具的设计和制造工艺、生产中的质量控制方法、及其与机床等设备的适配性等相关问题。
这些研究成果的出现,不仅有利于推动国内冲压模具行业的发展和进步,而且也为国际冲压模具行业的研究和发展贡献着重要的力量。
在冲压模具的设计和制造过程中,必须要处理好多种制约因素,包括原材料的选择和加工、工艺参数的优化、模具结构的设计、加工工艺等。
其中,材料的选择是冲压模具制造中的重要环节,决定了模具的质量和耐用性。
各种钣金材料都具有不同的特点和应用范围,对应不同的冲压材料,我们还需要在材料选用上进行充分的审慎。
此外,制造冲压模具还需要采用一系列高精密的加工方法,这些方法不仅包括传统的铣削、切割、磨削、钻孔等常规工艺手段,还需要结合CAD/CAM等计算机辅助设计和制造技术,不断提高模具的加工精度和稳定性。
除了冲压模具的制造,工艺优化也是冲压制品的品质保证。
根据钣金的材料、尺寸、成形角度及其他不同的要求,应选择合适的模具顺序和加工参数,以保证成形零件的尺寸、表面质量、形状形位公差等等。
不同类型的冲压零件,因为其所处的环境不同,需要设置不同的加工流程和参数,以保证生产效率和质量。
冲压模具的品质控制和检测也是非常重要的,目前常用的检测手段有机械检测和光学检测。
其中,机械检测方法非常适用于小型和中型工件,主要适用于检查几何尺寸精度、表面品质等。
而光学检测方法则可以检测到更加细微的缺陷,如形位公差、类似毛刺这种大小的电镜缺陷。
防盗门钥匙零件冲压模具设计摘要钥匙在现代生活中主要用于锁的开启。
根据钥匙制作材料的不同,将其分为铜制钥匙、铝制钥匙、铁制钥匙等等材质的金属钥匙。
此类零部件属于大批量加工,采用横模有助于连续大规模的快速加工成型。
防盗门钥匙在进行模具冲压设计时,需要先从其工艺部分分析开始,首先针对其材料属性和应采用的冲裁性能进行确定钥匙制作的方案。
然后确定钥匙在冲裁制作过程中,所需要的一些参数信息,如压力中心,冲裁力,冲裁间隙等,在确定上述工艺参数之后,进行模板以及凹凸模的设计,设计完之后进行该零件其所受强度校核实验。
在上述工序完成之后,进行压力机型的选择和相对应的模架结构的选择。
此外,在防盗门钥匙模具冲压设计中,有详细的说明书,阐述了该零件具体的加工工艺以及技术要求和对应的零部件选型等。
在钥匙进行模具冲压设计时,应该先采用二维绘图软件CAD绘制其二维的装配图和零件图。
关键词:冲压;模具;装配;校核Design of stamping die for key parts of anti-theft doorABSTRACTThe key is mainly used for the opening of locks in modern life. According to the key making materials, it is divided into metal keys such as copper keys, aluminum keys, iron keys and so on. These parts are processed in large quantities, and the use of transverse molds facilitates continuous large-scale rapid processing.When the anti-theft door key is used for stamping design, it needs to start from the analysis of its process part. Firstly, the key making scheme is determined for its material properties and the punching performance that should be used. Then determine some parameter information required by the key in the blanking process, such as pressure center, punching force, punching gap, etc. After determining the above process parameters, the template and the concave and convex mold are designed, and the design is performed after the design is completed. The strength check of the part. After the above process is completed, the selection of the press type and the selection of the corresponding formwork structure are performed.In addition, in the stamping design of the security door key mold, there are detailed instructions, which explain the specific processing technology and technical requirements of the part and the corresponding parts selection. When the key is used for die stamping design, the 2D drawing drawing and part drawing should be drawn by using 2D drawing software CAD.Key words: stamping; mould; assembly; check目录1.绪论 (1)1.1 本论文的主要研究内容 (1)1.2 冲压技术的作用和地位 (2)1.3 冲压技术的发展现状 (2)1.4 本次设计主要内容和工作 (3)2.零件工艺分析 (4)2.1 工件所需材料 (4)2.2 冲压所需步骤 (4)2.3 零件结构 (5)2.4 零件精度 (5)2.5 工艺方案的确定所需要求 (5)2.5.1 工艺方案确定相关要求 (5)2.5.2 可供使用的备选方案 (5)2.5.3 方案比较并确定 (6)3.元件设计方案 (7)3.1 零件毛坯尺寸对于材料利用率的影响和材料排样方式的影响 (7)3.2 模具相关工艺参数的确定 (8)3.2.1 确定冲裁间隙 (8)3.2.2 确定凹凸模刃口尺寸参数信息 (10)3.3 确定压力中心 (14)3.4 零件中凹凸模中相关工艺的确定 (16)3.4.1 凸模尺寸工艺 (16)3.4.2 凹模(Cr12MoV) (16)3.5 凸、凹模排样形式的确认 (17)4.零件冲压设计工艺 (19)4.1 凹凸模的设计 (19)4.1.1凹模厚度、壁厚等相关尺寸的确定 (19)4.1.2 判定凸模及其板类零件厚度 (21)4.1.3 上模固定板的设计(45#钢) (23)4.1.4 下模固定板的设计(45#钢) (24)4.2 落料模零件尺寸设定以及规整处理 (25)4.2.1 垫板(45#)计算尺寸 (25)4.2.2 卸料板尺寸的确定 (27)4.2.3 导柱与导套尺寸的确定 (28)4.2.4 内六角螺钉尺寸的确定 (29)4.2.5 主要零件尺寸确定 (29)5.冲床选型 (31)5.1 计算冲裁力 (31)5.2 计算模架尺寸 (35)5.3 设定落料模整体架构 (36)5.3.1 明确不同模板固定方案 (36)5.3.2 计算模具闭合高度 (37)5.4 设备选型 (37)6.模具总装配图及工作原理 (39)6.1 模具工作原理及结构 (39)6.2 工作零件技术标准 (40)6.2.1 热处理 (40)6.2.2 加工品质 (40)6.2.3 外观要求 (41)6.3 选择标准零件 (41)6.4 模具装配标准 (41)6.5 试模及调整 (42)总结 (43)致谢 (44)1.绪论1.1 本论文的主要研究内容本论文主要研究的是,防盗门的钥匙零部件冲压设计,由于冲压设计在实际的制作过程中,对于其精度,要求较高,且在冲压过程中,其零部件相应的定位精度也不算很高。
冲压模具毕业设计冲压模具是一种用于制作金属零件的专用工具,主要用于冲压压制、冲裁、弯曲、拉伸、拉簧等加工过程。
模具行业是制造业的重要组成部分,具有广泛的应用范围和市场需求。
本文将介绍一个基于冲压模具的毕业设计项目。
本设计项目的目标是设计一套用于生产汽车车门内板的冲压模具。
汽车车门是车身的重要组成部分,决定了车身的整体结构和安全性能。
车门内板是车门的一部分,通常用于配备电动窗、音响系统等部件。
基于汽车市场对内饰配置的不断升级和改进的市场需求,该设计项目旨在开发一套优质的车门内板冲压模具,以满足市场的需求。
在项目的初期,需要进行对市场需求的调研和分析,了解目前市场上的车门内板冲压模具的发展趋势和技术水平。
同时,对现有的车门内板进行分析,了解其结构和制造工艺,为模具的设计提供参考。
在模具的设计过程中,首先需要根据车门内板的形状和尺寸,确定模具的结构和构件。
然后,根据车门内板的加工工艺要求,确定合适的冲压流程和加工工艺,以确保冲压过程的稳定性和质量。
在模具的具体设计中,需要包括上模座、下模座、顶针、剪切板等组成部分,并对每个部件进行详细的设计和计算。
在设计完成后,需要进行模具的制造和试模实验。
通过试模实验,可以验证设计的合理性和可行性。
同时,也可以通过试模实验,优化模具的结构和加工工艺,提高模具的质量和效率。
最后,需要对设计项目进行总结和评价。
根据试模实验的结果和市场的反馈,评估设计项目的成果和效果,并提出改进的建议。
通过这个冲压模具的毕业设计项目,可以对学生的设计能力和综合素质进行全面的考核。
同时,也可以为学生提供一个实际项目的锻炼机会,培养其工程实践能力和创新能力。
同时,该设计项目的完成还可以为汽车车门内板的生产和市场提供一套优质的冲压模具,满足市场的需求,推动模具行业的发展。
职业技术学院毕业设计题目:门锁套件冲压模具设计系部:机电技术系专业名称:数控技术与应用班级:数控1052姓名:学号: *********指导教师:(高级工程师)2007-9-4宜宾职业技术学院毕业论文(设计)选题报告目录绪论 (1)1 冲裁件工艺性分析 (2)1.1材料 (2)1.2工件结构形状 (2)1.3尺寸精度 (2)2 冲裁工艺方案的确定 (3)3 模具结构形式的确定 (5)4 模具总体设计 (5)4.1模具类型的选择 (5)4.2操作与定位方式 (5)4.2.1操作方式 (5)4.2.2定位方式 (5)4.3卸料与出件方式 (5)4.3.1卸料方式 (5)4.3.2出件方式 (6)4.4送料方式 (6)4.5导向方式 (6)5 模具设计计算 (6)5.1排样、计算条料宽度、确定步距、计算材料利用率 (6)5.1.1排样方式的选择 (6)5.1.2计算条料宽度 (7)5.1.3确定步距 (8)5.1.4计算材料 (9)5.2冲压力的计算 (10)5.2.1冲裁力的计算 (10)5.2.2卸料力、顶件力的计算 (11)5.3模具压力中心的确定 (11)5.4模具刃口尺寸的计算 (13)5.4.1冲裁间隙的分析 (14)5.4.2落料刃口尺寸计算 (15)5.4.3冲孔刃口尺寸计算 (15)5.5卸料橡胶的设计与选用 (16)5.5.1卸料板工作行程 (16)5.5.2卸料橡胶工作行程 (16)5.5.3卸料橡胶自由高度 (16)5.5.4卸料橡胶的预压缩量 (16)5.5.5每个橡胶所承受的载荷 (17)5.5.6卸料橡胶的外径 (17)5.5.7较核橡胶的自由高度 (17)5.5.5卸料橡胶安装高度 (17)6 主要零部件设计 (17)6.1工作零件的结构设计 (17)6.1.1凸凹模设计 (17)6.1.2落料凹模设计 (18)6.1.3冲孔凸模设计 (19)6.2卸料部件的设计 (19)6.2.1卸料板的设计 (19)6.2.2卸料螺钉的选用 (19)6.3模架及其他零部件的选用 (19)7 较核模具闭合高度及压力机有关参数 (20)7.1校核模具闭合高度 (20)7.2冲压设备的选定 (20)8 设计并绘制模具装配图、选取标准件 (21)9 绘制非标准件零件图 (21)总结 (22)致谢 (23)参考文献 (24)附录 (25)附录1冲压常用金属材料规格 (25)附录3开始压力机规格及参数 (26)门锁套件冲压模具设计摘要通过对门锁套件冲裁工艺性的正确分析,设计了一副正装式复合冲裁模。
详细的叙述了模具的整个设计过程包括零件工艺性分析、冲裁工艺方案的确定、模具结构形式的确定、模具总体结构的设计、主要参数设计计算等,并绘制出模具装配图和非标准件零件图。
关键词:零件分析;装配图;模具设计Locks Boards stamping die designAbstractBoards of locks blanking of the correct process analysis, design of a compound is loaded Die. A detailed description of the mold of the entire design process, including parts of analysis, blanking the identification process, the mold structure forms of identification, the overall structure of the mold design, the main design parameters, and mapping out mold assembly and non-standard pieces Fig.Keywords:Part analysis;Assembly;Mold Design绪论冲压模具在实际工业生产中应用广泛。
在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率的提高。
随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
模具,做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。
研究和发展模具技术,对于促进国民经济的发展具有特别重要的意义,模具技术已成为衡量一个国家产品制造技术的重要标志之一,随着工业生产的迅速发展,模具工业在国民经济中的地位日益提高,并在国民经济发展过程中发挥越来越大的作用。
设计出正确合理的模具不仅能够提高产品质量、生产率、具使用寿命,还可以提高产品经济效益。
在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。
充分了解模具各部件作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。
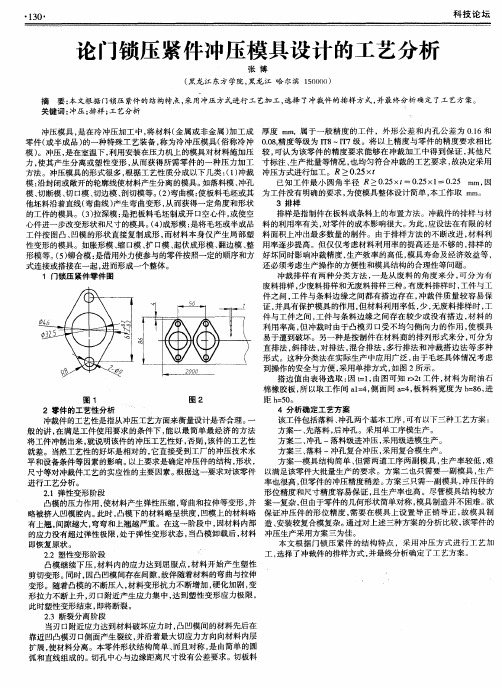
1冲材件工艺性分析工件名称:门锁套件工件简图:如下图1所示生产批量:大批量材料:Q235-A钢材料厚度:2mm图11.1材料由表1、表2分析知:Q235-A钢为普通碳素结构钢,具有良好的塑性、焊接性以及压力加工性,主要用于工程结构和受力较小的机械零件。
综合评比均适合冲裁加工。
1.2工件结构形状工件结构形状相对简单,有两个矩形孔,孔与边缘之间的距离也满足要求,最小壁厚为5mm满足许用壁厚要求(两矩形孔之间、孔与边缘之间的壁厚),可以冲裁。
1.3尺寸精度根据零件图上所注尺寸公差,经查公差表,内孔和外形都为IT12级,尺寸精度均较低,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,适宜冲裁加工。
表1 碳素结构钢的化学成分、性能及用途牌号等级化学成分σS/MPa δ5/%σb/MPa用途举例钢材厚度和型材直径≤16mmωc/% 不小于Q195 —0.06~0.12 195 33 315~390用来制造薄钢板、钢丝、管钢、钢钉、螺钉、表2 部分碳素钢抗剪性能2 冲裁工艺方案的确定方案一:先冲孔,后落料。
单工序模生产。
方案二:冲孔—落料复合冲压。
复合模生产。
方案三:冲孔—落料级进冲压。
级进模生产。
表3 各类模具结构及特点比较根据分析结合表3分析:方案一模具结构简单,制造周期短,制造简单,但需要两副模具,成本高而生产效率低,难以满足大批量生产的要求。
方案三只需一副模具,生产效率高,操作方便,精度也能满足要求,但模具轮廓尺寸较大,制造复杂,成本较高。
方案二也只需一副模具,制件精度和生产效率都较高,且工件最小壁厚大于凸凹模许用最小壁厚模具强度也能满足要求。
冲裁件的内孔与边缘的相对位置精度较高,板料的定位精度比方案三低,模具轮廓尺寸较小,制造比方案三简单。
通过对上述三种方案的分析比较,该工件的冲压生产采用方案二为佳。
3模具结构形式的确定正装式复合模和倒装式结构比较:正装式复合模适用于冲制材质较软或板料较薄的平直度要求较高的冲裁件,还可以冲制孔边距较小的冲裁件。
倒装式复合模不宜冲制孔边距较小的冲裁件,但倒装式复合模结构简单,又可以直接利用压力机的打杆装置进行推件卸件可靠,便于操作,并为机械化出件提供了有利条件,所以应用十分广泛。
制件的平直度要求较高,孔边距较小,工件最小壁厚为5mm接近倒装式复合模最小许用壁厚4.9mm,不能使用倒装是复合模生产。
由以上分析确定该制件的生产采用正装式复合模具生产。
4 模具总体设计4.1模具类型的选择由冲压工艺分析可知,采用复合模冲压,所以模具类型为正装式复合模。
4.2操作与定位方式4.2.1操作方式零件的生产批量较大,但合理安排生产可用手工送料方式,也能满足生产要求,这样就可以降低生产成本,提高经济效益。
4.2.2定位方式因为导料销和固定挡料销结构简单,制造方便。
且该模具采用的是条料,根据模具具体结构兼顾经济效益,控制条料的送进方向采用导料销,控制送料步距采用固定挡料销。
4.3卸料、出件方式4.3.1卸料方式刚性卸料与弹性卸料的比较:刚性卸料是采用固定卸料板结构。
常用于较硬、较厚且精度要求不高的工件冲裁后卸料。
当卸料板只起卸料作用时与凸模的间隙随材料厚度的增加而增大,单边间隙取(0.2~0.5)t。
当固定卸料板还要起到对凸模的导向作用时卸料板与凸模的配合间隙应该小于冲裁间隙。
此时要求凸模卸料时不能完全脱离卸料板。
主要用于卸料力较大、材料厚度大于2mm且模具结构为倒装的场合。
弹压卸料板具有卸料和压料的双重作用,主要用于料厚小于或等于2mm的板料由于有压料作用,冲件比较平整。
卸料板与凸模之间的单边间隙选择(0.1~0.2)t,若弹压卸料板还要起对凸模导向作用时,二者的配合间隙应小于冲裁间隙。
常用作落料模、冲孔模、正装复合模的卸料装置。
工件平直度较高,料厚为2mm相对较薄,卸料力不大,由于弹压卸料模具比刚性卸料模具方便,操作者可以看见条料在模具中的送进动态,且弹性卸料板对工件施加的是柔性力,不会损伤工件表面,故可采用弹性卸料。
4.3.2出件方式因采用正装式复合模生产,故采用上出件为佳。
4.4确定送料方式因选用的冲压设备为开式压力机且垂直于送料方向的凹模宽度B大于送料方向的凹模长度L故采用纵向送料方式,即由前向后送料。
4.5确定导向方式方案一:采用对角导柱模架。
由于导柱安装在模具压力中心对称的对角线上,所以上模座在导柱上滑动平稳。
常用于横向送料级进模或纵向送料的落料模、复合模。
方案二:采用后侧导柱模架。
由于前面和左、右不受限制,送料和操作比较方便。
因为导柱安装在后侧,工作时,偏心距会造成导套导柱单边磨损,严重影响模具使用寿命,且不能使用浮动模柄。
方案三:四导柱模架。
具有导向平稳、导向准确可靠、刚性好等优点。
常用于冲压件尺寸较大或精度要求较高的冲压零件,以及大量生产用的自动冲压模架。
方案四:中间导柱模架。
导柱安装在模具的对称线上,导向平稳、准确。
单只能一个方向送料。
根据以上方案比较并结合模具结构形式和送料方式,为提高模具寿命和工件质量,该复合模采用中间导柱的导向方式,即方案四最佳。
5 模具设计计算5.1排样计算条料宽度、确定步距、计算材料利用率5.1.1排样方式的选择方案一:有废料排样沿冲件外形冲裁,在冲件周边都留有搭边。