印刷出血
- 格式:docx
- 大小:13.30 KB
- 文档页数:2

印刷中拼版及出血知识.txtゅ你不用一上线看见莪在线,就急着隐身,放心。
莪不会去缠你。
说好的不离不弃现在反而自己却做不到╮印刷中拼版及出血知识拼版与合开我们在工作中不会总是做16K、8K 等等正规开数的印刷品,特别是包装盒、小卡片(合格证)等常常是不合开的,这时候就需要我们在拼版的时候注意尽可能把成品放在合适的纸张开度范围内,以节约成本。
1、下面先介绍正规的拼版以大度16K封面为例:(示范软件:CD8)。
根据印刷的需要(比如数量)以及印刷厂设备的限制8K机、4K机、对开机、全张机的不同,我们拼版的时候也要按实际情况进行不同的调整,一般拼8K或4K就足够用了,因为在对开和全开的印刷机上可以用套晒、拼晒,并通过自翻身或正反印来解决。
示范例中出血边均为3mm。
拼8K版(肩并肩),页面尺寸(如图)、出血边(黄色)、净尺寸(兰色)拼4K版(头对头),页面尺寸(如图)、出血边(黄色)、净尺寸(兰色)2、单页形式的印刷品拼版时中间(垂直中线)拼接部分留6毫米出血边,即每个单页四边均留3mm出血(需要切两刀)。
说明:如果你做的印刷品没有出血的图片、底纹,或完全是一色底纹等,可以按1的方法拼版,中间一刀即可。
3、封套的拼版一般制作的时候,我们习惯把封套连同“舌头”拼在一起,这种做法比较费纸(有一块空白没有利用),但图案连续性好。
还有一种方法是封面归封面,“舌头”单独做,这样做省纸,但多一道“糊工”,即在成品时多刮一次胶(或多贴一道双面胶带)。
4、包装盒拼版一般大包装盒(超过8K的)不用拼版,直接交印刷厂套晒就可以了。
下面简单介绍一下小包装的拼版。
尽量在合开的前提下,把拼版工作做到最紧凑,但包装盒牵涉的后道工艺比较多,轧盒(切出边缘并压折痕线)是最关键的,这时需要注意拼版时最近的两个边线间距不小于 3mm,否则在排刀版的时候会很麻烦,以至于影响产品质量。
当你完成拼版后(经客户签样同意),最好能出一份原大的刀版胶片,以方便印刷厂排刀。
印刷出血是印刷行业用的词语,又叫“出血”、“出血位”、“初削”,可变数据打印软件导入背景图设计标签的时候设置印刷出血,可以使导入的背景图在裁切位置向外延伸一部分,以避免裁切后的成品标签露白边或裁到标签数据。
那么,可变数据打印软件中印刷出血是如何设置呢?
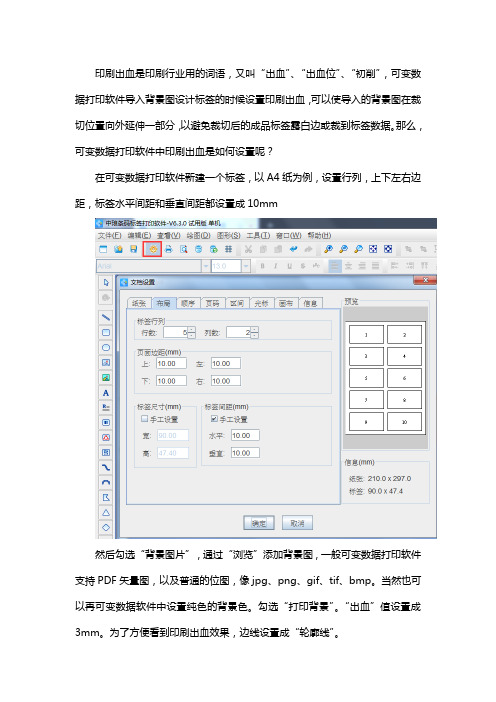
在可变数据打印软件新建一个标签,以A4纸为例,设置行列,上下左右边距,标签水平间距和垂直间距都设置成10mm
然后勾选“背景图片”,通过“浏览”添加背景图,一般可变数据打印软件支持PDF矢量图,以及普通的位图,像jpg、png、gif、tif、bmp。
当然也可以再可变数据软件中设置纯色的背景色。
勾选“打印背景”。
“出血”值设置成3mm。
为了方便看到印刷出血效果,边线设置成“轮廓线”。
设置完成之后我们在可变数据打印软件中打印预览看一下效果,然后再把印刷“出血”值设置成0,对比一下效果。
以上就是在可变数据软件设置印刷出血的方法,而且通过对比可以看出,设置印刷出血,背景图明显在裁切线之外有延伸,这样在裁剪的时候就不用担心成品标签会出现白边或者裁剪到标签内容的情况。
印刷术语--出血位出血是一个常用的印刷术语,印刷中的出血是指加大产品外尺寸的图案,在裁切位加一些图案的延伸,专门给各生产工序在其工艺公差范围内使用,以避免裁切后的成品露白边或裁到内容在制做的时候我们就分为设计尺寸和成品尺寸,设计尺寸总是比成品尺寸大,大出来的边是要在印刷后裁切掉的,这个要印出来并裁切掉的部分就称为出血或出血位。
通常出血位的标准尺寸为3mm,就是沿实际尺寸加大3mm的边这种边按尺寸内颜色的自然扩大就最为理想注意出血有时候并不一定是3MM,3MM为常用印刷标准出血位,针对不同的工艺有不同的要求比如我给客户做的折页一般只出到2mm,报纸只需添加角线就可以了。
平面设计出血就是纸张四周凡有颜色的地方都要向外扩大3个毫米。
以大度16开为例,成品尺寸为210 X 285 MM,制作稿就要做成216 X 291MM,如果刚好做成成品大小,切钢刀时就可能出现白边,因此在制作时就要求出血,印刷厂在给成品切钢刀时会自动向内收3MM。
为防止出现白边,图像大小做成21.6x29.1合适。
一、字体问题①某些字体库描述方法不同,笔画交叠部分输出后会出透叠,要小心!②包含中英文特殊字符的段落文本容易出问题,如“■,@,★,○”等。
③使用新标准的 GBK 字库来解决偏僻字丢失的问题。
④笔画太细的字体,最好不要使用多于3色的混叠,如(C10 M30 Y80)等,同理,也不适用于深色底反白色字。
避免不了的状况下,需要给反白字勾边,适用底色近似色或者某一印刷单色(通常是黑K)。
二、渐变的问题①常见的问题是这样:如红色→黑色的渐变,设置错误:(M100→K100)中间会很难看!正确的设置应该是这样:(M100 → M100 K100)仔细分析一下就明白了,其他情况类推。
②透明渐变,是适用于网络图形的办法,灰度图也可,但完稿输出不可以,因为其空间混合模式为RGB,屏幕混合色彩同印刷CMYK差异太大,切切注意。
③黑色部分的渐变不要太低阶,如 5% 黑色,由于输出时有黑色叠印选项,低于10%的黑色通常使用的替代而不是叠印,导致出问题,同样,使用纯浅色黑也要小心。

印刷中的出血
在设计的图档交由印刷公司,要求以印刷品批量呈现出来时,印刷公司经常会遇到设计部门“出血”没做好,影响印刷各工序的加工,严重时会产生印刷品报废的状况。
例如:您想要生产83*76mm的吊牌5万个,假如您设计成83*76mm,印刷厂根据您的设计,在白纸上印刷出83*76mm的一个个吊牌,在经过覆膜、印UV、烫金、烫银、对裱等多道工序加工,最后要用刀模将其切成83*76mm的成品,不管多认真,只要偏移一根头发丝直径的距离,得到的吊牌将会露出白边,这一点点白边会让人不满意,甚至被视为疵品。
解决的方法,就是添加出血。
出血就是将色彩延伸到所要产品实际尺寸边缘之外的部位。
目前实行的出血位的标准尺寸为3mm。
就是沿实际尺寸加大3mm的边。
这种“边”按尺寸内颜色的自然扩大就最为理想。
出血位统一为3mm,设计者如未在稿件中标裁切标记,也不用跟印刷厂交代如何裁切;印刷厂在拼版印刷时,能快速高效合理利用纸张的使用尺寸。
在矢量图里,各个软件的设置都是差不多的,一般是将出血位放于页外。
如果要量上下左右边距的话,不能把出血位也算上。
注意点:印完裁切时,3mm出血是要切掉的,所以文字或内容不要离成品尺寸边缘太近,容易被裁掉,文字离成品边缘近有不稳感、不美观。
像附图中的吊牌,成品尺寸为83*76mm,四面蓝色宽度为4mm,我们在设计时,每边会加出血3mm,蓝色向外延伸,蓝边就是7mm,实际图档尺寸就是89*82mm了。
名词解释:印刷术语--出血位出血是一个常用的印刷术语,印刷中的出血是指加大产品外尺寸的图案,在裁切位加一些图案的延伸,专门给各生产工序在其工艺公差范围内使用,以避免裁切后的成品露白边或裁到内容在制做的时候我们就分为设计尺寸和成品尺寸,设计尺寸总是比成品尺寸大,大出来的边是要在印刷后裁切掉的,这个要印出来并裁切掉的部分就称为出血或出血位。
通常出血位的标准尺寸为3mm,就是沿实际尺寸加大3mm的边这种边按尺寸内颜色的自然扩大就最为理想注意出血有时候并不一定是3MM,3MM为常用印刷标准出血位,针对不同的工艺有不同的要求比如我给客户做的折页一般只出到2mm,报纸只需添加角线就可以了。
平面设计出血就是纸张四周凡有颜色的地方都要向外扩大3个毫米。
以大度16开为例,成品尺寸为210X285MM,制作稿就要做成216X291MM,如果刚好做成成品大小,切钢刀时就可能出现白边,因此在制作时就要求出血,印刷厂在给成品切钢刀时会自动向内收3MM。
为防止出现白边,图像大小做成21.6x29.1合适。
一、字体问题①某些字体库描述方法不同,笔画交叠部分输出后会出透叠,要小心!②包含中英文特殊字符的段落文本容易出问题,如“■,@,★,○”等。
③使用新标准的GBK字库来解决偏僻字丢失的问题。
④笔画太细的字体,最好不要使用多于3色的混叠,如(C10M30 Y80)等,同理,也不适用于深色底反白色字。
避免不了的状况下,需要给反白字勾边,适用底色近似色或者某一印刷单色(通常是黑K)。
二、渐变的问题①常见的问题是这样:如红色→黑色的渐变,设置错误:(M100→K100)中间会很难看!正确的设置应该是这样:(M100→M100K100)仔细分析一下就明白了,其他情况类推。
②透明渐变,是适用于网络图形的办法,灰度图也可,但完稿输出不可以,因为其空间混合模式为RGB,屏幕混合色彩同印刷CMYK 差异太大,切切注意。
③黑色部分的渐变不要太低阶,如5%黑色,由于输出时有黑色叠印选项,低于10%的黑色通常使用的替代而不是叠印,导致出问题,同样,使用纯浅色黑也要小心。
印刷中拼版及出血知识锲而不舍,金石可镂。
志士不饮盗泉之水,廉者不受嗟来之食。
靡不有初,鲜克有终。
中华儿女多奇志,不爱红装爱武装。
大江东去,浪淘尽,千古风流人物。
印刷中拼版及出血知识拼版与合开我们在工作中不会总是做16K、8K 等等正规开数的印刷品,特别是包装盒、小卡片(合格证)等常常是不合开的,这时候就需要我们在拼版的时候注意尽可能把成品放在合适的纸张开度范围内,以节约成本。
1、下面先介绍正规的拼版以大度16K封面为例:(示范软件:CD8)。
根据印刷的需要(比如数量)以及印刷厂设备的限制8K机、4K机、对开机、全张机的不同,我们拼版的时候也要按实际情况进行不同的调整,一般拼8K或4K就足够用了,因为在对开和全开的印刷机上可以用套晒、拼晒,并通过自翻身或正反印来解决。
示范例中出血边均为3mm。
拼8K版(肩并肩),页面尺寸(如图)、出血边(黄色)、净尺寸(兰色)拼4K版(头对头),页面尺寸(如图)、出血边(黄色)、净尺寸(兰色)2、单页形式的印刷品拼版时中间(垂直中线)拼接部分留6毫米出血边,即每个单页四边均留3mm 出血(需要切两刀)。
说明:如果你做的印刷品没有出血的图片、底纹,或完全是一色底纹等,可以按1的方法拼版,中间一刀即可。
3、封套的拼版一般制作的时候,我们习惯把封套连同“舌头”拼在一起,这种做法比较费纸(有一块空白没有利用),但图案连续性好。
还有一种方法是封面归封面,“舌头”单独做,这样做省纸,但多一道“糊工”,即在成品时多刮一次胶(或多贴一道双面胶带)。
4、包装盒拼版一般大包装盒(超过8K的)不用拼版,直接交印刷厂套晒就可以了。
下面简单介绍一下小包装的拼版。
尽量在合开的前提下,把拼版工作做到最紧凑,但包装盒牵涉的后道工艺比较多,轧盒(切出边缘并压折痕线)是最关键的,这时需要注意拼版时最近的两个边线间距不小于3mm,否则在排刀版的时候会很麻烦,以至于影响产品质量。
当你完成拼版后(经客户签样同意),最好能出一份原大的刀版胶片,以方便印刷厂排刀。
印刷设计必懂知识03:印刷出血尺寸意思内容提要:这是印刷设计必懂知识系列教程第三篇,从印刷和软件两个角度来讲解了印刷出血是什么意思等相关知识.刚接触设计印刷这块儿,我们会遇到很多的专业术语,比如印刷出血是什么意思,出血尺寸是什么意思,你知道吗?1. 何谓出血出血是一个常用的印刷术语,为了避免裁切或者折边后的成品露白边或裁到内容,在裁切和折边位对图案或色块进行延伸,使设计尺寸比成品尺寸大,这个大出来的部分就称为出血,如图1。
2. 如何设置出血1)书籍封面出血设置平面设计中出血的设置就是页面四周凡有颜色的色块都要向外扩大3mm。
以大度16开(210 mm×285 mm)书脊厚度为20mm的展开尺寸为例,其展开尺寸为440mm×285 mm,如果整个封面都需要印刷颜色,那么其设计尺寸应该为446mm×291mm,印刷厂在裁切时,钢刀会自动向内收3 mm裁切出成品,如图2所示。
如果封面只有右侧局部需要印刷颜色,其他部分是白色,那么只需要在封面的右侧保留出血位,如图3所示,同理,如果只有页面的上侧、下侧或者左侧需要齐边印刷颜色,那么只需要留出该边的出血位3mm即可。
2)包装盒出血设置如果包装盒的封底、防尘翼和上面的粘帖翼是白色的,这些地方不印刷油墨,所以,出血可以不用留到盒子的边缘,只需要在印刷油墨的区域留出3mm的出血,如图4所示。
3)软件中设置出血的方法假定设计成品尺寸为A4大小的宣传单页,下面列举Adobe公司几款常用的软件设置出血的方法:Photoshop CS5:客户需要做A4纸张大小的宣传页,成品尺寸为210 mm×297 mm,所以设计尺寸应该长宽各加6mm,设计尺寸应该设置为216 mm×303 mm,如图5新建面板。
Illustrator CS5:在Adobe Illustrator CS5中出血的设置和Photoshop CS5不一样,在Illustrator CS5软件的新建文档窗口中直接在“出血”一栏中输入出血数值即可,如图6。
印刷出血
印刷出血是指成品书在裁切的时候,或者是印刷品在裁切的时候裁掉的部分就叫做出血一般的出血设置为3毫米,出血能是印刷中重要的一部分,几乎是和每一种印刷品都是密不可分的,我们在设计时候需要把每一个印刷品的出血值都要设置精细了!那么怎么设置出血呢,下面我们就介绍一下在印刷当中我们怎么样设置出血!
印刷出血的设置是根据印刷品的厚度定的,例如普通海报、样本、DM等可以留2-3mm出血。
产品包装箱就要适当调整留大一些,如3层瓦楞箱,出血至少要留4-5mm,5层瓦楞箱就要留8mm-1cm的出血。
为什么留这么大呢??是考虑到板材比较厚折痕时会露出出血以外的颜色,这样产品就不美观了。
印刷中的出血是指加大产品外尺寸的图案,在栽切位加一些图案的延伸,专门给各生产工序在其工艺公差范围内使用,以避免裁切后的成品露白边或裁到内容。
在制做的时候我们就分为设计尺寸和成品尺寸,设计尺寸总是比成品尺寸大,大出来的边是要在印刷后裁切掉的,这个要印出来并裁切掉的部分就称为印刷出血。
出血并不都是3MM,不同产品应分别对待:
一、一般彩咭盒(版面尺寸都不是很大,比如电脑小风扇的包装盒):3MM;
二、一般单坑彩盒(比如:裱A9、B9、C9、O9、K9、K3等),对裱彩盒(比如:250G灰卡裱300G灰卡):3-5MM;
三、双坑彩盒(比如:250G灰卡裱B3+B3):5MM-8MM。
四、咭牌:2-3MM;因为最小双刀位是3-4MM。
要做好"出血"的工艺,必须对印前、中、后工序工艺真正熟悉。
做好没一个印刷品,出血很重要!
出血一般都是放在外面,你也可以放在页面的里面,但是你不要忘了,那是出血,不是成品尺寸,所以我建议还是放在页面的外面,这样能识别你成品是多大的.
比如大度16开的成品尺寸是210*285的,你就把页面设置成210*285的,然后在页面外边把三毫米出血加出来就行了。
在矢量图软件中设置出血可以利用特定的工具来进行精确的设定,也可以根据辅助线来进行设定出血的范围!
在设置完出血的时候,我们的版面文档框最好要和印刷品加出出血的尺寸一样大!
任何超过裁切线或进入书槽的图象。
出血必须确实超过所预高的线,以使在修整裁切或装订时允许有微量的对版不准。
出血设定非常重要!
印刷术语‘出血位’又称‘出穴位’。
其作用主要是保护成品裁切时,有色彩的地方在非故意的情况下,做到色彩完全覆盖到要表达的地方。
举个例子:想要一张印在白纸上的实心圆圈,大家用剪刀剪,如果大家按圆圈的边缘剪,不管多认真,都会或多或少的流下一点没有到印黑色白纸,这样剪出的黑色圆圈带一点白边,且不管剪得圆不圆,只要是黑色圆圈上留下的那点白边会让人重感到不是太舒服。
有什么方法保证让谁剪出的圆圈都不带白边吗,其实很简单,就是作这实心圆圈时,将色彩的界线稍微溢出,也就是加大。
这样就为不会留下白边增加了一分保险。
实际工作中,例子中的圆圈就可能是各种形状的包装展开图形,例子中的黑色也会是其它颜色。
有什么又快又统一的方法呢?当然有了,现在实行的出血位的标准尺寸为:3mm。
就是沿实际尺寸加大3mm的边。
这种‘边’按尺寸内颜色的自然扩大就最为理想。
出血位统一为3MM有几个好处,1.就是制作出来的稿件,不用设计者亲自去印刷厂告诉他们该如何如何裁切。
(当然最准确判断实际形状的,是按稿件中的裁切标记)2.就是在印刷厂拼版印刷时,最大利用纸张的使用尺寸。