13.5 连铸坯质量
- 格式:ppt
- 大小:1.97 MB
- 文档页数:20
铸坯质量相关问题铸坯质量标准如下:1、边长允许偏差±5.0 mm。
2、对角线之差±14.0 mm。
3、连铸坯的弯曲度每米不得大于20 mm,总弯曲度不得大于总长度的2%。
4、连铸坯允许鼓肚,但高度不得超过连铸坯边长的允许正偏差(5 mm)。
5、连铸坯端部切斜不得大于20 mm。
6、连铸坯不得有明显的扭转。
7、连铸坯表面不得有肉眼可见的裂纹、重接、翻皮、结疤、夹杂、深度或高度大于3 mm的划痕、压痕、擦伤、气孔,皱纹、冷溅、耳子、凹坑和深度大于2 mm的发纹。
连铸坯横截面不得有缩孔、皮下气泡。
铸坯质量分析:(一)、脱方1、缺陷特征:横截面上两个对角线超标,常伴随有角部横裂和内部裂纹的产生。
2、影响:在加热炉内造成堆钢,在轧制时产生折叠或扭转;铸坯因脱方而伴随角部内裂,易在轧制时产生裂边缺陷。
3、产生原因:(1)一冷、二冷冷却不均匀;(2)结晶器铜管尺寸不合适,铜管变形,磨损严重;(3)连铸机对弧不准;(4)结晶器振动不平稳。
4、预防及消除办法(1)保证结晶器水缝均匀;(2)保证一冷水水质,防止结垢;(3)保证结晶器铜管尺寸,及时更换结晶器铜管;(4)保证二冷段喷嘴对中,切喷嘴无堵塞;(5)对弧精度符合工艺要求;(6)调整好振动参数,使结晶器振动平稳,无偏振现象。
(二)、中心线裂纹1、缺陷特征:铸坯中心线有裂纹,类似方坯的中心疏松,中心线周围有严重的疏松、偏析和夹杂物。
2、影响及危害:在轧制无法焊合,在钢材上成为缩孔残余或分层。
3、产生原因:钢液在冷却和结晶过程中体积收缩时填充不足所致。
具体原因如下:(1)铸坯在冷却的过程中冷却强度不够;(2)拉速过快;(3)浇注温度过高;(4)扇形段辊间距不合适。
4、预防和消除办法:(1)增大比水量,延长冷却段;(2)控制拉速;(3)降低钢水过热度;(4)合理的配水制度;(5)调整合适的辊间距,避免鼓肚。
(三)、切割断面不齐1、缺陷特征:切割断面粗糙,凹凸不平。
连铸坯质量控制连铸坯质量控制1. 引言2. 连铸坯质量特点连铸坯的质量特点主要包括以下几个方面:2.1 凝固结构连铸坯是通过冷却凝固过程形成的,其凝固过程直接影响到坯体的凝固结构。
凝固结构的好坏会对后续的加工以及材料性能产生重要影响。
2.2 化学成分均匀性连铸坯的化学成分均匀性是其质量的重要指标之一。
成分不均匀容易导致后续钢材性能不稳定,从而影响到产品的质量。
2.3 表面缺陷由于连铸坯制造过程中的一些不可避免的因素,气体夹杂、氧化皮等,会在坯体表面形成一些缺陷。
这些表面缺陷会对后续产品的外观质量产生负面影响。
2.4 尺寸偏差连铸坯的尺寸偏差是指坯体的实际尺寸与标准尺寸之间的差异。
尺寸偏差会影响到钢材的加工工艺和成形质量。
3. 连铸坯质量控制因素及措施连铸坯质量的影响因素众多,包括原料质量、连铸工艺参数、设备状况等。
针对这些影响因素,可以采取以下控制措施来提高连铸坯的质量:3.1 原料质量控制通过严格控制原料的化学成分和物理性能,确保连铸坯的化学成分均匀性和机械性能达到要求。
3.2 连铸工艺参数控制连铸工艺参数的合理设置对坯体的凝固结构和表面质量具有决定性影响。
需要通过优化连铸工艺参数,如冷却水流量、浇注速度等,来控制连铸坯的质量。
3.3 设备维护与改进连铸设备的状态对连铸坯质量也有重要影响。
定期进行设备维护和检修,及时处理设备故障,可以保证设备处于良好状态,进而提高连铸坯的质量。
3.4 检测手段与技术利用先进的检测手段和技术,如超声波检测、磁力检测等,可以对连铸坯进行质量检测,及时发现问题并采取相应措施。
4.连铸坯质量控制是钢铁生产中至关重要的环节。
通过对连铸坯质量特点的分析和影响因素的控制,可以采取相应的措施来提高连铸坯的质量。
这不仅对于保证下游产品质量,还对于提高工业生产效益和降低资源消耗具有重要意义。
开展连铸坯质量控制工作是必不可少的。
连铸圆坯质量控制连铸坯质量检验及控制一、连铸坯的内部结构(凝固组织)的一般特征及检验。
连铸坯的检验方法连铸坯的内部结构:经过酸浸(酸洗)或硫印的方法在连铸坯横断面或纵断面上用肉眼或低倍放大镜看到内部组织结果。
硫印硫印是用感光相纸显示试样上硫偏析(合金中各组成元素在结晶时分布不均匀的现象称为偏析)的方法,主要用于钢铁行业铸坯质量的检验。
从铸坯上取纵向或横向试样,试验面加工的光洁度不应低于6。
使用反差大的溴化银表面相纸,把与试样大小相同的相纸放入稀硫酸中浸泡1-2分钟后取出,将相纸对准检查面轻轻覆盖好,将试样与相纸间气泡赶净,待接触2-5分钟后取下,将相纸在流水中冲洗,然后定影烘干,即完成一张硫印。
印基本原理:硫酸与试样上的硫化物(FeS、MnS)发生反应,生成硫化氢气体,硫化氢气体再与感光相纸上的溴化银作用,生成硫化银沉淀在相纸相应的位置上,形成黑色或褐色斑点。
用硫印试验,可显示钢锭、连铸坯中心裂纹、偏析线、低倍结构和夹杂分布等。
酸洗用酸液洗去基体表面锈蚀物和轧皮的过程。
用酸浸或硫印法所显示的组织结构属于宏观结构,是连铸坯和金属材料检验中最为常见的检验技术。
连铸坯的内部结构连铸坯自表面至中心都是由边缘等轴晶区(激冷区)、柱状晶区和中心等轴晶,区三部分组成。
温度梯度较大时,固液两相区(图1)小,有利于柱状晶的生长,而凝固速度较快,则易于生成枝晶间距小的铸造组织,所以连铸坯具有较发达的柱状晶组织,并具有较小的枝晶间距。
(图1)枝晶间距是指相邻同次枝晶间的垂直距离,它是树枝晶组织细化程度的表征。
枝晶间距越小,组织就越细密,分布于其间的元素偏析范围也就越小,故越容易通过热处理而均匀化。
通常采用的有一次枝晶(柱状晶主干)间距d1,和二次分枝间距d2两种。
连铸坯宏观组织的好坏可以用等轴晶所占的比例多少来衡量,轴晶结构致密,加工性能能好。
柱状晶具有明显的方向性,加工性能差,容易导致中心偏析,中心疏松和中心裂纹等缺陷。


高质量圆坯连铸生产的经验2010-07-07 14:15:27 来源:TNC Steel Datebase1、前言一年前,纽柯钢铁公司孟菲斯钢厂浇铸出第一炉铸坯。
这台连铸机是整个钢厂改造工程的一部分。
整个钢厂的改造项目包括:上游的连铸机,一个单篮装料的交流电弧炉,对现有钢包炉和VD真空精炼炉进行改造,对下游的轧钢厂进行升级改造。
连铸的断面尺寸为,Φ10.5英寸(267mm), Φ12.25英寸(311mm),Φ13.5英寸(343mm), Φ16.25英寸(412mm) and Φ20.125英寸(511mm)。
通过热装系统,连铸机将铸坯直接送入轧钢厂,或者通过传统工艺或冷床进行冷却。
因为连铸机生产率高,钢厂也可以将铸坯进行出售。
该连铸机的生产率正常是三流150短吨。
它具有传统连铸机4流的生产能力。
根据上面的铸坯断面,在50短吨每流的条件下,每一种断面的最大拉速是69英寸/min (1.75 m/min),51英寸/min (1.30m/min), 42英寸/min (1.07m/min),29英寸/min (0.74m/min),19英寸/min (0.48mm/min)。
连铸机主要的生产钢种是冷镦钢、辗环、轴类、管线钢。
结晶器铜管采用了一项新设计(Power Mould TM),在铜管上做出冷却水的导水槽,使铸坯得到均匀的冷却。
由于结晶器铜管表面的温度降低,这个结晶器可以保证连铸生产的稳定和顺行,生产率很高,结晶器的变形非常小。
和传统结晶器铜管相比,铜管下部的磨损也大为减少,显著的提高了结晶器的使用寿命。
为了减少在拉矫机ALN和碳氮化合物的沉积现象,连铸机安装一套淬火系统。
这套系统对直接热装生产线非常重要。
2、主要铸机参数连铸机的总图见图1,连铸机为三流,含有四个矫直点,流间距为5.9英尺(1800mm)。
图1连铸机的总图钢包的钢水量为90短吨,目前的大包转台和中间包车保留使用。
中间包容量为24.8短吨,钢水高度31.5英寸(800mm)。
怎样提高连铸坯质量钢材其他合金在完成冶炼过程后,往往首先要浇铸成锭,然后进行其它深加工,注定的凝固组织形态、组织致密度及成分偏析等对后续加工工艺及最终的制件质量具有决定性的影响。
连铸坯表面缺陷是影响连铸机产量和铸坯质量的重要缺陷。
据统计,各类缺陷中裂纹占50%。
铸坯出现裂纹,重者会导致拉漏或废品,轻者要进行精整。
这样既影响铸机生产率,又影响产品质量,因而增加了成本。
铸坯内部缺陷影响产品的机械性能、使用性能和使用寿命。
连铸坯主要存在着以下几个方面的缺陷:(1)连铸坯纯净度达不到要求。
主要指钢中夹杂物的含量超标,形态和分布不合理。
夹杂物主要有非金属夹杂物,金属夹杂物,夹渣。
其中非金属夹杂和夹渣属脆性物质,轧制时,如果这两种缺陷超标准,极易损坏轧槽导卫,导致轧制故障。
同时,极大的影响成品材的质量。
(2)铸坯的表面质量。
指铸坯表面是否存在裂纹.夹渣及皮下气泡等缺陷。
较小的表面缺陷,在轧制时,可以焊接并消除,但在总延伸~定的情况下.表面缺陷超标准,不仅破坏生产的正常进行,而且材的质量也达不到要求。
(3)铸坯内部质量。
指铸坯是否具有正确的凝固结构,以及内部裂纹,偏析、疏松等缺陷程度,同样这些缺陷的大小、数量也应控制在合理的范围内,否则将直接导致棒材质量不合格。
(4)连铸坯的外观形状。
指连铸坯的几何尺寸是否符合规定的要求,如菱形变形(也称脱方),铸坯的鼓肚(凸起),以及与菱形变形相关的凹陷,形状缺陷通常是影响生产的正常进行。
如脱方严重,菱变大于12mm,鼓肚大于5mm,将直接导致粗轧件冲击出口导卫,以及轧件拉丝划伤,严重的将在成品材上形成折叠。
纯净度是指钢中非金属夹杂物的数量、形态和分布。
要根据钢种和产品质量,把钢中夹杂物降到所要求的水平,应从以下5方面着手:—尽可能降低钢中[O]含量。
—防止钢水与空气作用。
—减少钢水与耐火材料的相互作用。
—减少渣子卷入钢水内。
—改善流动促进钢水中夹杂物上浮。
从工艺操作上,应采取以下措施: (1)无渣出钢:转炉采用挡渣球,电炉采用偏心炉底出钢,防止出钢渣大量下到钢包。
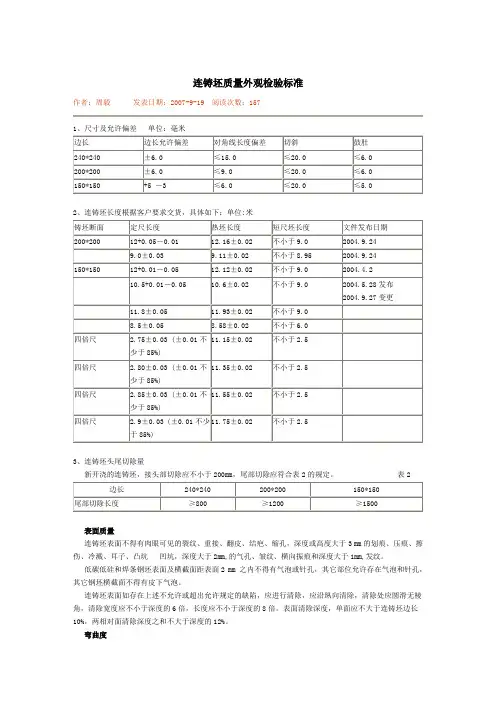
连铸坯质量外观检验标准
作者:周毅发表日期:2007-9-19 阅读次数:157
1、尺寸及允许偏差单位:毫米
2、连铸坯长度根据客户要求交货,具体如下:单位:米
3、连铸坯头尾切除量
新开浇的连铸坯,接头部切除应不小于200mm,尾部切除应符合表2的规定。
表2
表面质量
连铸坯表面不得有肉眼可见的裂纹、重接、翻皮、结疤、缩孔,深度或高度大于3 mm的划痕、压痕、擦伤、冷溅、耳子、凸坑凹坑,深度大于2mm,的气孔、皱纹、横向振痕和深度大于1mm,发纹。
低碳低硅和焊条钢坯表面及横截面距表面2 mm 之内不得有气泡或针孔,其它部位允许存在气泡和针孔,其它钢坯横截面不得有皮下气泡。
连铸坯表面如存在上述不允许或超出允许规定的缺陷,应进行清除,应沿纵向清除,清除处应圆滑无棱角,清除宽度应不小于深度的6倍,长度应不小于深度的8倍。
表面清除深度,单面应不大于连铸坯边长10%,两相对面清除深度之和不大于深度的12%。
弯曲度
(1)连铸坯弯曲度每米不大于20mm, 弯曲度不大于总长的2%
(2)长度不小于6米、边长为150*150及200*200的连铸坯总弯曲度不大于80mm
(3)连铸坯不得有明显的扭转
边长测量
在连铸坯长度的垂直方向测量,测量部位应在有缺陷区以外。
鼓肚总高度
测量连铸坯有鼓肚处的最大厚度减去边长。
连铸车间铸坯质量问题分析解决报告
本月19日轧钢厂反应铸坯存在质量问题,随即进行取样、切割、分析、调整(详见附表)。
一、具体采取措施如下:1、根据实际情况调整配水系数(由1.2L/kg调至
1.18L/kg)、配水比例(0段35%、1段50%、2段15%调至0段35%、1段45%、2段20%)。
2、控制钢水过热度。
3、调整结晶器铜管冷却水(由150m3/h调至130m3/h)。
4、整理喷淋架。
5、调整V流1段喷嘴。
6、堵0段4角2个下喷嘴。
二、具体效果:裂纹有所减轻,但不可完全消除。
V流效果明显。
三、存在问题:
1、因铸坯切后切割面发现不了裂纹,使在生产中调整滞后。
2、二冷水喷淋架、支撑架、分水环变形,铸坯跑偏导致配水不均匀,。
虽经整理,但偏差仍然存在。
影响调水结果与分析判断。
四、下步措施:
1、按流标准调整配水,进一步跟踪、分析。
2、尽快完善喷淋冷却系统,解决铸坯跑偏。
3、继续控制中包钢水过热度及生产节奏稳定拉速。
连铸坯质量及控制方法1、连铸坯质量的含义是什么?最终产品质量决定于所供给的铸坯质量。
从广义来说,所谓连铸坯质量是指得到合格产品所允许的铸坯缺陷的严重程度。
它的含义是:——铸坯纯净度(夹杂物数量、形态、分布、气体等)。
——铸坯表面缺陷(裂纹、夹渣、气孔等)。
——铸坯内部缺陷(裂纹、偏析、夹杂等)。
铸坯纯净度主要决定于钢水进入结晶器之前处理过程。
也就是说要把钢水搞“干净”些,必须在钢水进入结晶器之前各工序下功夫,如冶炼及合金化过程控制、选择合适的炉外精炼、中间包冶金、保护浇注等。
铸坯的表面缺陷主要决定于钢水在结晶器的凝固过程。
它是与结晶器坯壳形成、结晶器液面波动、浸入式水口设计、保护渣性能有关的。
必须控制影响表面质量各参数在目标值以内,以生产无缺陷铸坯,这是热送和直接扎制的前提。
铸坯的内部缺陷主要决定于在二次冷却区铸坯冷却过程和铸坯支撑系统。
合理的二次冷却水分布、支承辊的对中、防止铸坯鼓肚等是提高铸坯内部质量的前担。
因此,为了获得良好的铸坯质量,可以根据钢种和产品的不同要求,在连铸的不同阶段如钢包、中间包、结晶器和二次冷却区采用不同的工艺技术,对铸坯质量进行有效控制。
2、提高连铸钢种的纯净度有哪些措施?纯净度是指钢中非金属夹杂物的数量、形态和分布。
要根据钢种和产品质量,把钢中夹杂物降到所要求的水平,应从以下五方面着手:——尽可能降低钢中[O]含量;——防止钢水与空气作用;——减少钢水与耐火材料的相互作用;——减少渣子卷入钢水内;——改善钢水流动性促进钢水中夹杂物上浮。
从工艺操作上,应采取以下措施:(1)无渣出钢:转炉采用挡渣球(或挡渣锥),防止钢渣大量下到钢包。
(2)钢包精炼:根据钢种选择合适的精炼方法,以均匀温度、微调成分、降低氧含量、去除气体夹杂物等。
(3)无氧化浇注:钢水经钢包精炼处理后,钢中总氧含量可由130ppm下降到20ppm以下。
如钢包→中间包注流不保护或保护不良,则中间包钢水中总氧量又上升到60~100ppm范围,恢复到接近炉外精炼前的水平,使炉外精炼的效果前功尽弃。
【关键字】方法连铸坯质量及控制方法1、连铸坯质量的含义是什么?最终产品质量决定于所供给的铸坯质量。
从广义来说,所谓连铸坯质量是指得到合格产品所允许的铸坯缺陷的严重程度。
它的含义是:——铸坯纯净度(夹杂物数量、形态、分布、气体等)。
——铸坯表面缺陷(裂纹、夹渣、气孔等)。
——铸坯内部缺陷(裂纹、偏析、夹杂等)。
铸坯纯净度主要决定于钢水进入结晶器之前处理过程。
也就是说要把钢水搞“干净”些,必须在钢水进入结晶器之前各工序下功夫,如冶炼及合金化过程控制、选择适宜的炉外精炼、中间包冶金、保护浇注等。
铸坯的表面缺陷主要决定于钢水在结晶器的凝固过程。
它是与结晶器坯壳形成、结晶器液面波动、浸入式水口设计、保护渣性能有关的。
必须控制影响表面质量各参数在目标值以内,以生产无缺陷铸坯,这是热送和直接扎制的前提。
铸坯的内部缺陷主要决定于在二次冷却区铸坯冷却过程和铸坯支撑系统。
合理的二次冷却水分布、支承辊的对中、防止铸坯鼓肚等是提高铸坯内部质量的前担。
因此,为了获得良好的铸坯质量,可以根据钢种和产品的不同要求,在连铸的不同阶段如钢包、中间包、结晶器和二次冷却区采用不同的工艺技术,对铸坯质量进行有效控制。
2、提高连铸钢种的纯净度有哪些措施?纯净度是指钢中非金属夹杂物的数量、形态和分布。
要根据钢种和产品质量,把钢中夹杂物降到所要求的水平,应从以下五方面着手:——尽可能降低钢中[O]含量;——防止钢水与空气作用;——减少钢水与耐火材料的相互作用;——减少渣子卷入钢水内;——改善钢水流动性促进钢水中夹杂物上浮。
从工艺操作上,应采取以下措施:(1)无渣出钢:转炉采用挡渣球(或挡渣锥),防止钢渣大量下到钢包。
(2)钢包精炼:根据钢种选择适宜的精炼方法,以均匀温度、微调成分、降低氧含量、去除气体夹杂物等。
(3)无氧化浇注:钢水经钢包精炼处理后,钢中总氧含量可由130ppm下降到20ppm以下。
如钢包→中间包注流不保护或保护不良,则中间包钢水中总氧量又上升到60~100ppm范围,恢复到接近炉外精炼前的水平,使炉外精炼的效果前功尽弃。