丝杆 导轨检验规范 (2)
- 格式:doc
- 大小:851.09 KB
- 文档页数:8
直线导轨的国标
直线导轨的国标
直线导轨的国标
直线导轨是机床、数控机床、自动化装置等高精度设备的重要组成部分,对精度、速度、耐用性等方面有着严格的要求。
为了保障直线导轨的质量和安全,我国制定了相关的国家标准。
目前,我国的直线导轨国家标准主要包括《机床导轨标准》(GB/T 13926-2018)、《线性运动轴承用外圆直径和跑位偏差》(GB/T 22755-2008)、《铝合金机床导轨》(GB/T 27893-2011)和《直线导轨尺寸精度检验方法》(GB/T 14975-2017)等。
其中,GB/T 13926-2018是机床导轨的通用标准,规定了机床导轨的基本要求、尺寸、精度等指标。
GB/T 22755-2008和GB/T 27893-2011则分别针对线性运动轴承和铝合金机床导轨制定了具体的技术要求和测试方法。
而GB/T 14975-2017则是对直线导轨尺寸精度进行检验的标准,对于直线导轨的质量检验和质量控制具有重要意义。
总体而言,我国的直线导轨国家标准较为完善,能够为直线导轨的生产、使用和管理提供科学、规范的依据,进一步提高直线导轨的质量和安全性能。
- 1 -。
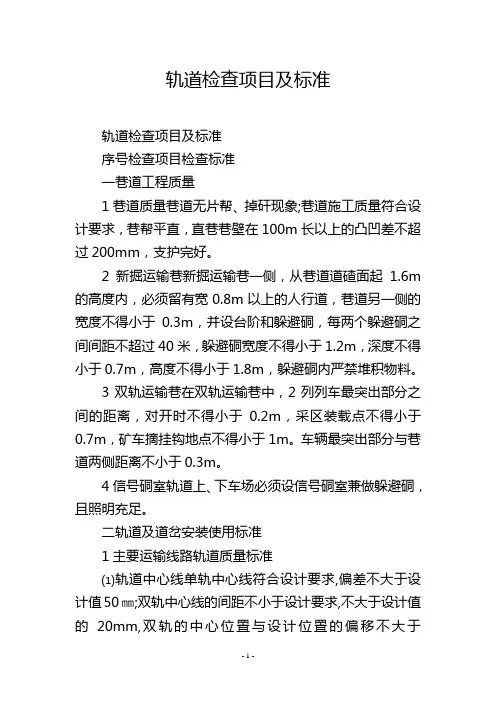
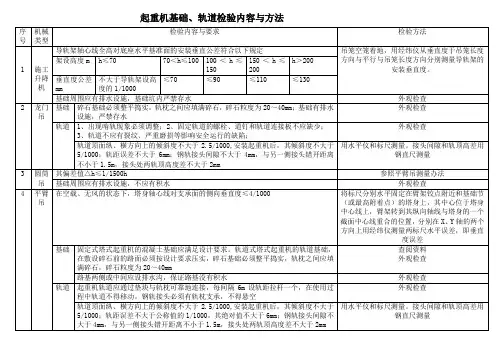
轨道检查项目及标准轨道检查项目及标准序号检查项目检查标准一巷道工程质量1巷道质量巷道无片帮、掉矸现象;巷道施工质量符合设计要求,巷帮平直,直巷巷壁在100m长以上的凸凹差不超过200mm,支护完好。
2新掘运输巷新掘运输巷一侧,从巷道道碴面起1.6m 的高度内,必须留有宽0.8m以上的人行道,巷道另一侧的宽度不得小于0.3m,并设台阶和躲避硐,每两个躲避硐之间间距不超过40米,躲避硐宽度不得小于1.2m,深度不得小于0.7m,高度不得小于1.8m,躲避硐内严禁堆积物料。
3双轨运输巷在双轨运输巷中,2列列车最突出部分之间的距离,对开时不得小于0.2m,采区装载点不得小于0.7m,矿车摘挂钩地点不得小于1m。
车辆最突出部分与巷道两侧距离不小于0.3m。
4信号硐室轨道上、下车场必须设信号硐室兼做躲避硐,且照明充足。
二轨道及道岔安装使用标准1主要运输线路轨道质量标准⑴轨道中心线单轨中心线符合设计要求,偏差不大于设计值50㎜;双轨中心线的间距不小于设计要求,不大于设计值的20mm,双轨的中心位置与设计位置的偏移不大于50mm。
检查标准:井下以巷道中心线进行选点挂线检查。
⑵坡度与标高轨面的实际标高与设计标高的偏差为50mm,坡度误差50米内不超过1/1000,即50米内高度差不超过50mm(包括倾斜巷道的绞车道)。
检查标准:井下量取腰线至轨面的垂距。
⑶接头平整度轨面及内侧错差不大于2mm,不应有硬弯,上下变坡点处的轨道严禁有接头,必须根据变坡点的实际坡度,将轨道弯成弧形。
检查标准:钢板尺测量。
⑷方向直线目视直顺,用10m弦量不超过10mm;曲线目视圆顺,用2m弦量相邻正矢差:半径50m以上时,不超过2mm;半径50m以下时不超过3mm。
检查标准:在接头前后5米内选点检查;用2米长细绳在外轨内侧量取曲线的正矢量。
⑸轨面前后高低目视平顺,用10m弦量不超过10mm;倾斜绞车道不超过15mm(设计变坡点不在此限)。
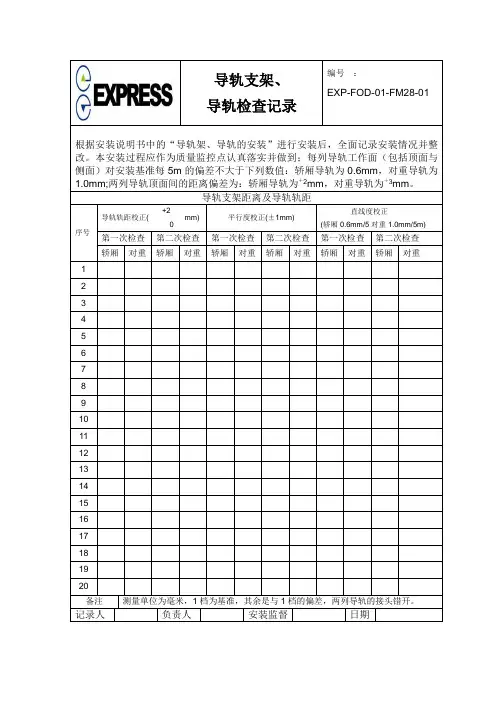
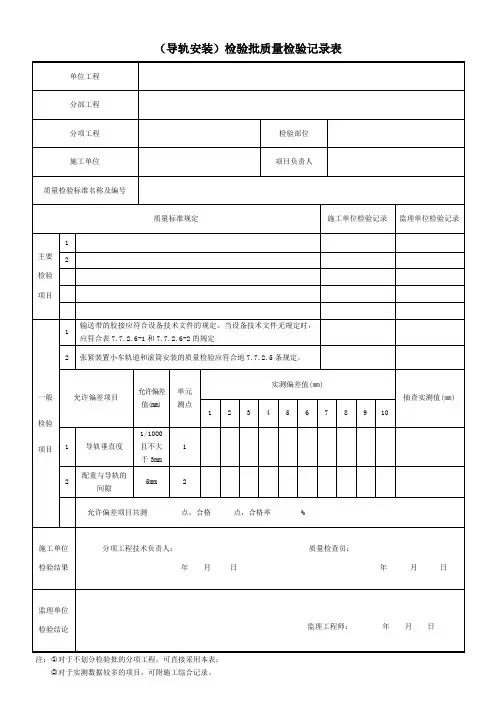
导轨支架、导轨检查记录编号:
EXP-FOD-01-FM28-01
根据安装说明书中的“导轨架、导轨的安装”进行安装后,全面记录安装情况并整改。
本安装过程应作为质量监控点认真落实并做到;每列导轨工作面(包括顶面与侧面)对安装基准每5m的偏差不大于下列数值:轿厢导轨为0.6mm,对重导轨为1.0mm;两列导轨顶面间的距离偏差为:轿厢导轨为+2mm,对重导轨为+3mm。
导轨支架距离及导轨轨距
序号导轨轨距校正(
+2
mm) 平行度校正(±1mm)
直线度校正
(轿厢0.6mm/5对重1.0mm/5m) 0
第一次检查第二次检查第一次检查第二次检查第一次检查第二次检查轿厢对重轿厢对重轿厢对重轿厢对重轿厢对重轿厢对重
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
备注测量单位为毫米,1档为基准,其余是与1档的偏差,两列导轨的接头错开。
记录人负责人安装监督日期。
(图一)
(图四)
、将量测滑轨反面摆放,以擦拭滑轨底部基准面。
(如图五)
(图五)
、将滑轨摆正,试锁固定螺丝后,再依序以规定扭力锁紧固定螺丝,使滑轨底部基准面,贴平于花岗石量测平台。
(图六)
、移动测定滑块,并记录整支滑轨量表测定值。
(如图七)
(图七)
行走平行度量测。
行走平行度量测,但将千分量表探头与靠近滑块之滑轨侧基准面接触,移动测定滑块,并记录整支滑轨量表测定值。
(如图八)
(图八)
(图九)
、移动量表使探头与滑块上部基准面中心接触,并记录量表测定值。
(如图十)
(图十)
(图十一)
移动量测滑块,使探头与滑块侧边基准面中心接触,并记录量表测定值。
(图十二)
——由制造商样本中提供。
允差参照(表格四)
精度等级
3 4
允差(μm)
±30 ±60
(表格四)
对于同一个导轨上多个滑块侧面与导轨侧面基准间距离的变动量。
(图一)
(图四)
、将量测滑轨反面摆放,以擦拭滑轨底部基准面。
(如图五)
(图五)
、将滑轨摆正,试锁固定螺丝后,再依序以规定扭力锁紧固定螺丝,使滑轨底部基准面,贴平于花岗石量测平台。
(图六)
、移动测定滑块,并记录整支滑轨量表测定值。
(如图七)
(图七)
行走平行度量测。
行走平行度量测,但将千分量表探头与靠近滑块之滑轨侧基准面接触,移动测定滑块,并记录整支滑轨量表测定值。
(如图八)
(图八)
(图九)
、移动量表使探头与滑块上部基准面中心接触,并记录量表测定值。
(如图十)
(图十)
(图十一)
移动量测滑块,使探头与滑块侧边基准面中心接触,并记录量表测定值。
(图十二)
——由制造商样本中提供。
允差参照(表格四)
精度等级
3 4
允差(μm)
±30 ±60
(表格四)
对于同一个导轨上多个滑块侧面与导轨侧面基准间距离的变动量。
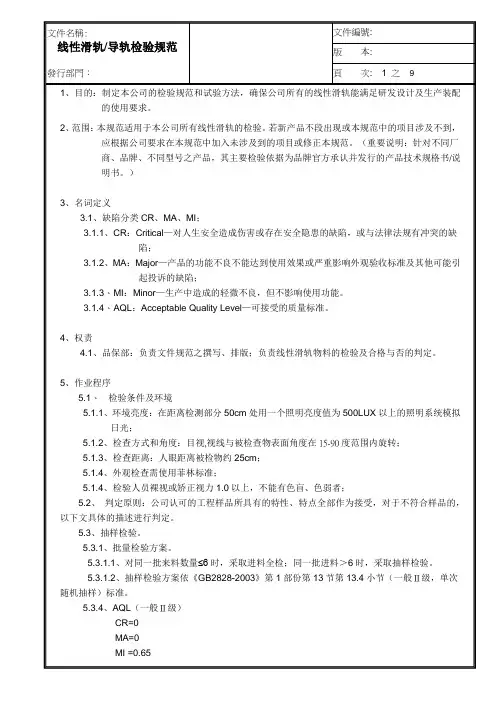
DIN导轨检验标准1.0 目的本标准适用于公司产品用电气安装导轨的检验。
完善公司质量作业制度,规范进料的过程检验方式,确保进料质量满足公司及客户要求。
2.0 范围本规范适用于我司采购的电气安装导轨的质量验收。
3.0 职责3.1 质检科负责组织上述检验活动的实施;3.2 采购科负责对采购件和供应商的沟通;3.3 生产科负责对采购的使用中不良信息反馈。
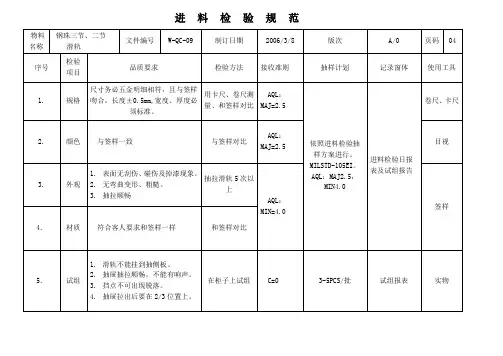
4.0技术要求4.1外观①表面不应有锈斑,表面镀层应光滑、色泽均匀,锐边倒钝。
应连续、无漏涂、气泡、剥落、裂纹、麻点、夹杂物等缺陷,不允许存在粗沉积物、附着物。
但一些小的黄色斑点、水印及接触印痕、搬运时产生的碰划痕(不允许划破涂层)是允许的,不能外露基体材料.②颜色种类:彩锌、环保白锌等。
采用的钢材是冷轧板镀锌、钢制轨道, 材质韧性好。
5.2尺寸及公差①一般标准是:1.0mm厚度,宽度:35mm常用的有:②螺丝孔采用椭圆孔,孔径标准、长度、厚度以采购规格为主;③尺寸误差以GB/T1804 M级为准;如其他方面满足且又不影响使用个别误差可方宽至自由公差±0.8mm4.3电镀层(冷镀)的分级号、最小局部厚度表(备注:以实际采购为准)4.4盐雾试验中性盐雾试验24小时(乙酸盐雾试验8小时)无点蚀、生锈等现象。
4.5商标应清晰,便于识别。
5.0检验与判定5.1外观检验①锌层应该是连续的,并尽可能的均匀、光滑;表面无严重的碰伤现象。
②金属国定导轨表面的商标应清晰,印字内容正确。
5.2尺寸检验、盐雾试验应符合上述检验技术标准。
附加说明由山东大徍机械有限公司负责起草并解释;编制:审核:批准:日期:2020年12月22日主要检验:1.尺寸符合技术要求或相关标准2.镀锌的符合盐雾试验时间要求3.外观无机械碰伤,标识清晰。
导轨检验报告
报告名称:导轨检验报告
报告编号:XXXX
委托单位:XXXX
检验单位:XXXX
一、检验概述
根据委托单位的要求,本检验单位对导轨进行了检验。
二、检验标准
1. GB/T 4684-2010 金属材料压缩试验方法
2. GB/T 4162-2008 钢铁压缩试验方法
3. GB/T 232-2010 金属材料室温拉伸试验方法
4. JJG 424-2002 通用长度计检定规程
三、检验过程
1. 根据委托单位提供的样品,进行物理尺寸、形状等方面的检查。
2. 对导轨材料进行化学成分分析,结果符合标准要求。
3. 对导轨进行拉伸试验和压缩试验,在标准要求的试验条件下,试样未发生破坏,满足标准要求。
4. 对导轨进行长度测量,满足JJG 424-2002的要求。
5. 对导轨进行外观检查,无外部损伤和疲劳裂纹。
四、检验结论
经过本检验单位的检验,导轨符合相关标准要求,检验结论为
合格。
五、注意事项
1. 本检验报告仅对委托的样品进行了检测,不能代表其它批次
或生产的产品。
2. 本检验报告不得作为产品合格证明。
3. 若有任何问题需要进一步澄清,请与本检验单位联系。
直线导轨的国标
直线导轨是用于机器、设备和工具中进行直线运动的装置,国家标准GB/T 1220-2006《直线导轨》规定了直线导轨的技术要求、试验方法、标记、包装、运输和储存等方面的内容。
技术要求方面要求导轨表面应平整光滑,轨面硬度应达到一定的数值,轨道直线度、平行度和垂直度等要求也被规范。
试验方法方面规定了导轨表面硬度、平面度、垂直度、平行度等指标的测试方法,以及导轨轴向和径向游移、运动阻力等指标的测试方法。
标记方面规定了直线导轨的标志、标记内容和规格等内容。
包装和运输方面规范了直线导轨包装的方式,以确保其安全、完整地到达用户手中。
储存方面的规定是:直线导轨应存放在干燥、通风、无酸碱等有害物质,并有防振动、防腐蚀的场所,在运输和安装过程中应注意避免碰撞和变形等问题。
总而言之,国家标准GB/T 1220-2006《直线导轨》是直线导轨的制造、检验、使用等方面非常重要的技术规范,其制定和实施对于行业的标准化、规范化产生了积极的推动作用。
文件名称: 丝杆导轨检验规范生效日期:2015.01.01支撑部端面对螺杆轴支撑部轴中心线的直角度單位: µm螺杆轴外径直角度(最大)超过以下C0C1C2C3C5C7-82334578122334571220233457203223345732502334585080344571080100-456811法兰安装面对螺杆轴轴中心线的直角度單位: µm螺母外径直角度(最大)超过以下C0C1C2C3C5C7-2056781014203256781014325067881118508078910131880125791012152012516081011131720160200-1112141825螺母外圆面对螺杆轴轴中心线的半径方向圆周偏差值單位: µm螺母外径偏差值(最大)超過以下C0C1C2C3C5C7-20567912202032678101220325078101215305080810121519308012591216202740125160101317223040文件名称: 丝杆导轨检验规范生效日期:2015.01.01螺母外圆面(平面型安装面)对螺杆轴轴中心线的平行度單位: µm安装基准面长度mm平行度(最大)超过以下C0C1C2C3C5C7-505678101750100789101317100200-1011131730滚珠螺杆安装部精度测试方法(1) 零部件安装部对螺杆轴支撑部轴中心线的半径方向圆周偏差用V 型支架支撑螺杆轴的支撑部。
让测头接触安装部的外径,使螺杆旋转1周时,用千分表测其摆动的最大差值。
(2) 螺纹沟槽面对螺杆轴支撑部轴中心线的半径方向圆周偏差用V 型支架支撑螺杆轴的支撑部。
让测头接触螺母的外径,在不让螺母转动,而让螺杆轴旋转1周时,用千分表测具摆动的最大差值。
(3) 支撑部端面对螺杆轴支撑部轴中心线的直角度用V 型支架支撑螺杆轴的支撑部。
2.2 滑轨返工挑选后的检验。
3.0 定义重缺陷:滑轨不顺、异响、外观明显缺陷、与板不符为重缺陷;轻缺陷:上述缺陷以外的其它不影响产品使用的缺陷。
4.0 职责4.1品质部零检科SQE负责制定和解释该指引。
4.2品质部经理负责审批;4.3品质部IQC具体执行;5.0检验标准5.1检验项目:5.1.1产品尺寸组装图标有重点尺寸必须量测5.1.2产品外观5.1.2.1产品外观面不可有括伤,凸凹痕.掉漆,污痕,破损之现象5.1.2.2产品五金不可有变形5.1.2.3镙母&铆钉&五金片焊接部位不可有虚焊,两焊接件间间隙小于等于0.08MM焊接位及镙母孔内不可有焊渣,5.1.2.4滑槽不可有毛边,破损,变形5.1.2.5铆钉翻边后高度不可高出五金平面铆钉翻边高度五金平面5.1.2.6限位垫圈铆接后其高度不可高出五金平面,垫圈不可有破裂,压变形现象限位垫圈五金平面5.1.2.7上下板两端错位尺寸不得大于0.15MM,左右配合间隙尺寸单边0.02—0.03MM,上下配合间隙单边0.02-0.04MM5.1.3产品滑动手感5.1.3.1滑轨在滑动时须顺畅,无明显阻力感及粗糙感,不可有异响,滑不到位,弹簧擦底之现象(扭簧因结构限制,允许擦上板,但必须满足产品滑动寿命之要求.5.1.3.2滑轨在滑动时,不允许滑盖与主体之间有麿擦现象.5.1.3.3滑轨上下滑动时,手感顺畅需保持一致.5.1.4产品滑动力度5.1.4.1滑轨滑动时力度须满足图面要求,除非客户特殊要求,否则,上下滑动力度值必须保持在±25gf内,滑动至两端时,预压力不小于100±50gf6.0可靠性测试:。
文件名称: 丝杆导轨检验规范生效日期:2015.01.01
支撑部端面对螺杆轴支撑部
轴中心线的直角度
單位: µm
螺杆轴外径直角度(最大)
超过以下C0C1C2C3C5C7
-8233457
812233457
1220233457
2032233457
3250233458
50803445710
80100-456811
法兰安装面对螺杆轴轴中心线的直角度
單位: µm
螺母外径直角度(最大)
超过以下C0C1C2C3C5C7
-2056781014
203256781014
325067881118
5080789101318
801257910121520
12516081011131720
160200-1112141825
螺母外圆面对螺杆轴轴中心线
的半径方向圆周偏差值
單位: µm
螺母外径偏差值(最大)
超過以下C0C1C2C3C5C7
-2056791220
2032678101220
32507810121530
508081012151930
8012591216202740
125160101317223040
文件名称: 丝杆导轨检验规范生效日期:2015.01.01
螺母外圆面(平面型安装面)对螺杆轴
轴中心线的平行度
單位: µm
安装基准面长度mm平行度(最大)
超过以下C0C1C2C3C5C7
-5056781017
50100789101317
100200-1011131730滚珠螺杆安装部精度测试方法
(1) 零部件安装部对螺杆轴支撑部轴中心线的半径方向圆周偏差
用V 型支架支撑螺杆轴的支撑部。
让测头接触安装部的外径,使螺杆旋转1周时,用千分表测其摆动的最大差值。
(2) 螺纹沟槽面对螺杆轴支撑部轴中心线的半径方向圆周偏差
用V 型支架支撑螺杆轴的支撑部。
让测头接触螺母的外径,在不让螺母转动,而让螺杆轴旋转1周时,用千分表测具摆动的最大差值。
(3) 支撑部端面对螺杆轴支撑部轴中心线的直角度
用V 型支架支撑螺杆轴的支撑部。
让测头接触螺杆轴支撑部的瑞面,让螺杆轴旋转1周时,用千分表测其摆动的最大差值。
文件名称: 丝杆导轨检验规范生效日期:2015.01.01
(4) 法兰安垂扣面对螺杆轴轴中心线的直角度
在螺母旁边用V 型支架支撑螺杆轴螺纹部外径,让测头接触螺母法兰的端面,让螺杆轴和螺母同时旋转一周时.用千方表测其摆动的最大差值
(5) 螺母外圆面对螺杆轴轴中心线的半径方向圆周偏差
在螺母旁边用V 型支架支撑螺杆轴螺纹部外径。
让测头接触螺母外径,不让螺杆轴旋转一周时,用千分表测其摆动的最大差值。
(6) 螺母外圆面(平面型安装面)对螺杆轴轴中心线的平行度
在螺母旁边用V 型支架支撑螺杆轴螺纹部外径。
让测头接触螺母外圆面(平面型安装面) 让千分表与螺杆轴平行移动时,测其摆动的最大差值。
文件名称: 丝杆导轨检验规范生效日期:2015.01.01
用V 型支架支撑螺杆轴的支撑部。
让测头接触螺杆轴外径螺杆轴旋转1周时,用千分表在轴方向数个地
方.测其摆动.取其最大差值。
导轨直线度检测方法
导轨直线度测量的几种方法,应用电子经纬仪(T3000)、测距仪(DI2002)、电子水准仪(NA3003)等一些高精度电子仪器的方法,以下是四种常用的方法。
1.用水平仪检测导轨直线度水平仪是检测导轨直线度的常用仪器,使用方便且检测精度较高。
一般常用外形规格尺寸为200×200,测量精度为0.02/1000的框式水平仪。
但水平仪只能检查导轨在垂直面的直线度误差。
文件名称: 丝杆导轨检验规范生效日期:2015.01.01
2.用光学平直仪检测导轨直线度光学平直仪可用来检测导轨在垂直面的直线度误差,也可用来检测导轨在水平面的直线度误差,且精度较高。
但光学平直仪的安装调整较为复杂,需请专业的计量人员操作。
对于行程长度大于1.6米的精密机床,其导轨在水平面的直线度最好使用光学平直仪进行检测。
对于行程长度小于等于1.6米的设备,其导轨在水平面的直线度一般不用光学平直仪检测,而用检查棒和百分表进行检测。
3.用钢丝和读数显微镜检测导轨直线度对于行程长度大于1.6米的设备,当导轨直线度要求不太高时,可用钢丝和读数显微镜对导轨在水平面的直线度进行检测。
因为钢丝的直径误差对检测精度有直接影响,所以精度不太高。
为保证导轨直线度的检测精度,最好使用光学平直仪检测大行程设备导轨在水平面的直线度误差。
文件名称: 丝杆导轨检验规范生效日期:2015.01.01
4.用检查棒和百分表检测导轨直线度
对于行程长度小于等于1.6米的设备,可用检查棒和百分表检测机床床鞍沿导轨的运动在水平面的直线度误差. 这四种ina导轨的直线检测方法都是比较方面有效的。
每一种检测方法都不一样,都有它的优势之处。
可以根据情况进行选择哦。