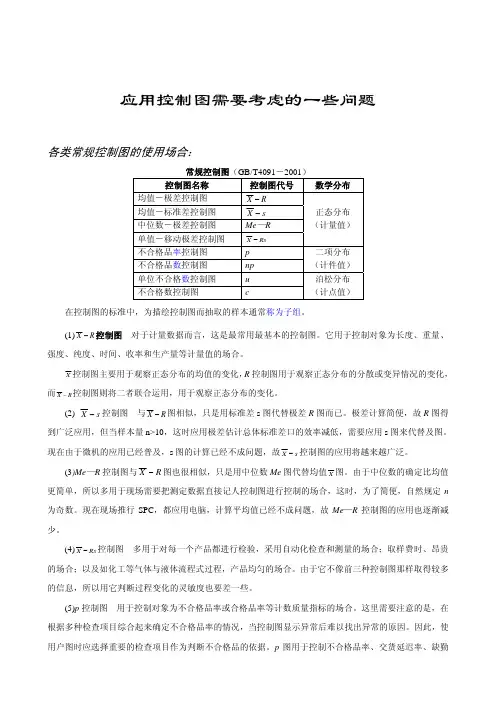
控制图种类及适用场合
- 格式:xls
- 大小:21.50 KB
- 文档页数:1
单值---移动极差控制图
不合格品数控制图
计 数 不合格品率控制图 值 控 制 缺陷数控制图 图
单位缺陷数控制数
X -S
S的计算比R复杂,但其精度 当>10时用S图代替R图,适用于检验时间远比
高
加工时间短的场合
图用于观察分布均值变化,S图用于观察分布的
一X致性变化。
-S联合运用,用于观察分布的变
化。
X
u
(在特定条件下,控制线可 样本数量可以不等
为直线)
用于控制一般的过程 用于控制关键的过程 用于控制一般缺陷数的场合 用于控制每单位缺陷数,如线路板焊接不良点数
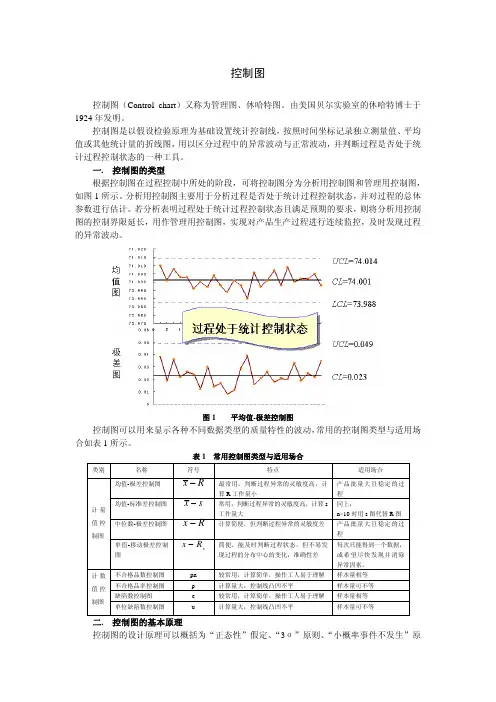
控制图种类及适用场合
类别
名称
控制图符号
特点
适用场合
用途
平均值---极差控制图
X -R
最常用,判断工序是否正常 的效果好,但计算工作量大
适用于产品批量较大,且稳定、正常的工序
X 图用于观察分布的均值变化,R图用于观察分 布的一致性变化。X -R联合运用,用于观察分布 的变化
计 量 平均值---标准差控制图 值 控 制 图 中位数---极差控制图
X~ -R
计算简便,但效果较差
适用于产品批量较大,且稳定、正常的工序
布 变X~ 的 化图一用致于性观变察化分X~。布的-中R联位合数运变用化,,用R图于用观于察观分察布分的
x--Rs
简便省事,并能及时判断工 序是否处于稳定状态,缺点 是不易发现工序分布中心的 变化
适用于因各种原因(时间、费用等)每次只能 得到一个数据或希望尽快发现并消除异常因 素的场合, 适用于均质产品而无需抽取多个 试样。如一炉钢的成份
X图用于观察分布的单值变化,Rs图用于观察分布的 一致性变化。X-Rs联合运用,用于观察分布的变 化,但灵敏度低
pn
较常用,计算简单,操作工 人易于理解
样本数量相等
计算量大,控制线凹凸不平
p
(在特定条件下,控制线可 样本数量可以不等
为直线)
c
较常用,计算简单,操作工 人易于理解
样本数量相等
计算量大,控制线凹凸不平
不合格品数控制图
计 数 不合格品率控制图 值 控 制 缺陷数控制图 图
单位缺陷数控制数
X -S
S的计算比R复杂,但其精度 当>10时用S图代替R图,适用于检验时间远比
高
加工时间短的场合
图用于观察分布均值变化,S图用于观察分布的
一X致性变化。
-S联合运用,用于观察分布的变
化。
X
u
(在特定条件下,控制线可 样本数量可以不等
为直线)
用于控制一般的过程 用于控制关键的过程 用于控制一般缺陷数的场合 用于控制每单位缺陷数,如线路板焊接不良点数
控制图种类及适用场合
类别
名称
控制图符号
特点
适用场合
用途
平均值---极差控制图
X -R
最常用,判断工序是否正常 的效果好,但计算工作量大
适用于产品批量较大,且稳定、正常的工序
X 图用于观察分布的均值变化,R图用于观察分 布的一致性变化。X -R联合运用,用于观察分布 的变化
计 量 平均值---标准差控制图 值 控 制 图 中位数---极差控制图
X~ -R
计算简便,但效果较差
适用于产品批量较大,且稳定、正常的工序
布 变X~ 的 化图一用致于性观变察化分X~。布的-中R联位合数运变用化,,用R图于用观于察观分察布分的
x--Rs
简便省事,并能及时判断工 序是否处于稳定状态,缺点 是不易发现工序分布中心的 变化
适用于因各种原因(时间、费用等)每次只能 得到一个数据或希望尽快发现并消除异常因 素的场合, 适用于均质产品而无需抽取多个 试样。如一炉钢的成份
X图用于观察分布的单值变化,Rs图用于观察分布的 一致性变化。X-Rs联合运用,用于观察分布的变 化,但灵敏度低
pn
较常用,计算简单,操作工 人易于理解
样本数量相等
计算量大,控制线凹凸不平
p
(在特定条件下,控制线可 样本数量可以不等
为直线)
c
较常用,计算简单,操作工 人易于理解
样本数量相等
计算量大,控制线凹凸不平