ProCAST软件在铸造凝固模拟中的应用
- 格式:pdf
- 大小:264.79 KB
- 文档页数:3
对于我们学铸造专业的学生来说,掌握几款铸造方面的软件是很有必要的,有了一定的软件基础在以后的铸造设计、模拟中都是很有用的。
下面介绍下ProCAST软件在铸造中应用。
一、概述∙ProCAST是为评价和优化铸造产品与铸造工艺而开发的专业CAE系统,借助于ProCAST系统,铸造工程师在完成铸造工艺编制之前,就能够对铸件在形成过程中的流场、温度场和应力场进行仿真分析并预测铸件的质量、优化铸造设备参数和工艺方案。
∙ProCAST可以模拟金属铸造过程中的流动过程,精确显示充填不足、冷隔、裹气和热节的位置以及残余应力与变形,准确地预测缩孔、缩松和铸造过程中微观组织的变化。
∙作为ESI集团热物理综合解决方案的旗舰产品,ProCAST是所有铸造模拟软件中现代CAD/CAE集成化程度最高的。
它率先在商用化软件中使用了最先进的有限元技术并配备了功能强大的数据接口和自动网格划分工具。
∙全部模块化设计适合任何铸造过程的模拟;∙采用有限元技术,是目前唯一能对铸造凝固过程进行热-流动-应力完全耦合的铸造模拟软件;∙高度集成。
二、发展历程∙Procast自1985年开始一直由位于美国马里兰州首府Annapolis的UES Software进行开发,并得到了美国政府和诸多研究机构的大力资助。
为了保证模拟的精度,Procast一开始就采用有限元方法作为模拟的技术核心。
∙1990年后,位于瑞士洛桑的Calcom SA和瑞士联邦科技研究院也加入了Procast部分模块的开发工作,基于其强大的材料物理背景,Calcom在Procast 的晶粒计算模块和反求模块开发上贡献良多。
∙2002年,Procast和Calcom SA先后加入ESI集团,并重新组建为Procast Inc. (美国马里兰州)和Calcom ESI (瑞士洛桑)。
ESI也重新整合了其原有的热物理模拟队伍如PAM-CAST和SYSWELD,这样Procast(有限元铸造仿真),PAM-CAST(有限差分元铸造仿真), Calcosoft(连续铸造仿真)和SYSWELD (热处理与焊接模拟)一起组成ESI完整的热物理综合解决方案。
实验四 铸件缺陷形成的PROCAST 数值模拟一、实验目的1)利用ProCAST 软件,对照模拟同一铸件的不同铸造方案,了解铸件在铸造过程中可能出现的缺陷;2)分析缩松缩孔、裂纹等缺陷可能出现的原因,并尝试更改铸造工艺,以减少缺陷,改善铸件质量。
二、实验原理ProCAST 可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发,并且具有可重复性。
而在实际模拟过程中,常见的铸造缺陷有缩松缩孔、裂纹和气孔等。
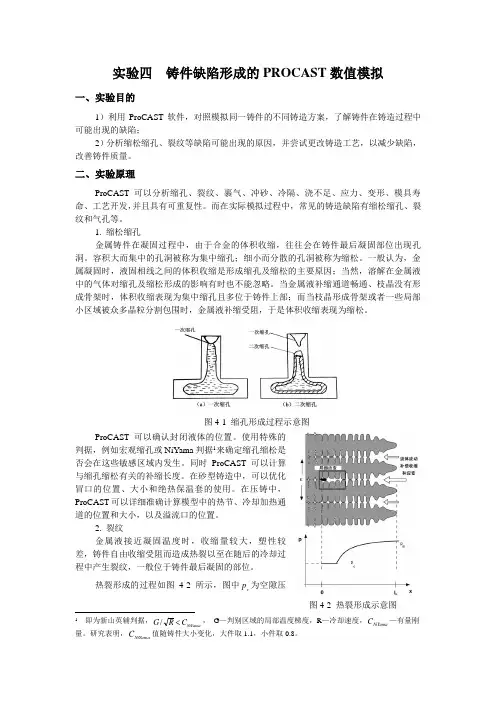
1. 缩松缩孔金属铸件在凝固过程中,由于合金的体积收缩,往往会在铸件最后凝固部位出现孔洞。
容积大而集中的孔洞被称为集中缩孔;细小而分散的孔洞被称为缩松。
一般认为,金属凝固时,液固相线之间的体积收缩是形成缩孔及缩松的主要原因;当然,溶解在金属液中的气体对缩孔及缩松形成的影响有时也不能忽略。
当金属液补缩通道畅通、枝晶没有形成骨架时,体积收缩表现为集中缩孔且多位于铸件上部;而当枝晶形成骨架或者一些局部小区域被众多晶粒分割包围时,金属液补缩受阻,于是体积收缩表现为缩松。
图4-1 缩孔形成过程示意图ProCAST 可以确认封闭液体的位置。
使用特殊的判据,例如宏观缩孔或NiYama 判据1来确定缩孔缩松是否会在这些敏感区域内发生。
同时ProCAST 可以计算与缩孔缩松有关的补缩长度。
在砂型铸造中,可以优化冒口的位置、大小和绝热保温套的使用。
在压铸中,ProCAST 可以详细准确计算模型中的热节、冷却加热通道的位置和大小,以及溢流口的位置。
2. 裂纹金属液接近凝固温度时,收缩量较大,塑性较差,铸件自由收缩受阻而造成热裂以至在随后的冷却过程中产生裂纹,一般位于铸件最后凝固的部位。
热裂形成的过程如图4-2所示,图中c p 为空隙压1即为新山英辅判据,NiYam a C R G /, G —判别区域的局部温度梯度,R —冷却速度,NiYama C —有量刚量。
研究表明,NiYama C 值随铸件大小变化,大件取1.1,小件取0.8。
ProCAST简介ProCAST由法国ESI公司开发的综合的铸造过程软件解决方案,有20多年的历史,提供了很多模块和工程工具来满足铸造工业最富挑战的需求。
基于强大的有限元分析,它能够预测严重畸变和残余应力,并能用于半固态成形,吹芯工艺,离心铸造,消失模铸造、连续铸造等特殊工艺。
下面简单介绍一下它的适用范围,特点及其模拟过程。
适用范围ProCAST适用于砂型铸造、消失模铸造、高压铸造、低压铸造、重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造、触变铸造、触变成形、流变铸造。
由于采用了标准化、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCASTTM进行分析和优化。
实践证明,ProCASTTM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
模拟分析能力ProCAST可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
其结果也可以在网络浏览器中显示,这样对比较复杂的铸造过程能够通过网际网络进行讨论和研究。
[分析模块ProCAST是针对铸造过程进行流动一传热一应力耦合作出分析的系统。
它主要由8个模块组成:有限元网格划分MeshCAST基本模块、传热分析及前后处理(BaseLicense)、流动分析(Fluidflow)、应力分析(Stress)、热辐射分析(Rediation)、显微组织分析(Micromodel)、电磁感应分析(Electromagnetics)、反向求解(Inverse),这些模块既可以一起使用,也可以根据用户需要有选择地使用。
对于普通用户,ProCAST应有基本模块、流动分析模块、应力分析模块和网格划分模块。
ProCAST特点ProCAST采用基于有限元法(FEM)的数值计算方法与有限差分(FDM)相比,有限元法具有较大的灵活性,特别适用于模拟复杂铸件成形过程中的各种物理现象。
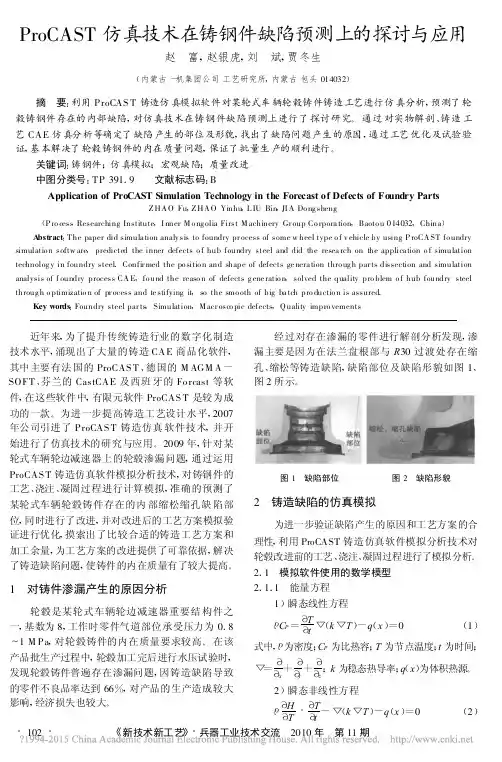
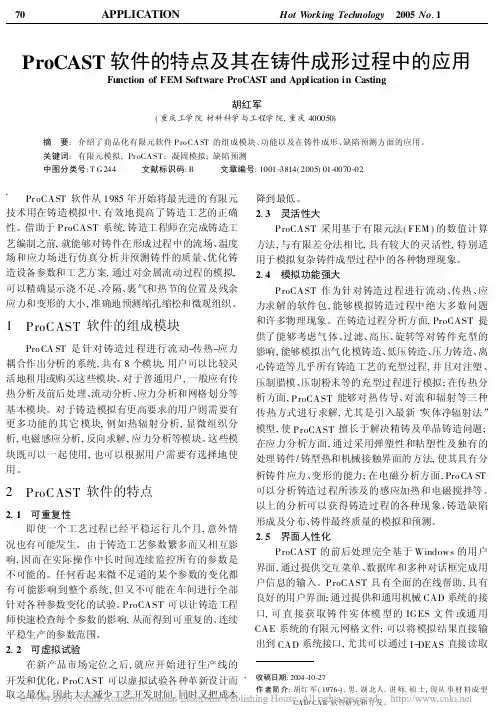
ProCAST仿真技术在铸钢件缺陷预测上的探讨与应用赵 富,赵银虎,刘 斌,贾冬生(内蒙古一机集团公司工艺研究所,内蒙古包头014032)摘 要:利用ProCAS T铸造仿真模拟软件对某轮式车辆轮毂铸件铸造工艺进行仿真分析,预测了轮毂铸钢件存在的内部缺陷,对仿真技术在铸钢件缺陷预测上进行了探讨研究。
通过对实物解剖、铸造工艺CAE仿真分析等确定了缺陷产生的部位及形貌,找出了缺陷问题产生的原因,通过工艺优化及试验验证,基本解决了轮毂铸钢件的内在质量问题,保证了批量生产的顺利进行。
关键词:铸钢件;仿真模拟;宏观缺陷;质量改进中图分类号:TP391.9 文献标志码:BApplication of ProCAST Simulation Technology in the Forecast of Defects of Foundry PartsZ HA O Fu,Z HA O Yinhu,L IU Bin,JI A Do ng sheng(P ro cess Researching Institute,I nner M o ng olia First M achinery Gr oup Co rpora tion,Baoto u014032,China)A bstract:T he paper did simula tion analy sis to foundry pr ocess of some w heel type o f v ehicle by using P roCA ST fo undry simulatio n softw are,predicted the inner defects o f hub foundry steel and did the resea rch on the applica tion o f simulation technolog y in foundry steel.Confir med the po sitio n and shape of defects ge nera tion thro ug h par ts dissection and simulation analysis of f oundry process CA E,fo und the reaso n of defects g ene ratio n,solved the quality pro blem o f hub foundry steel throug h o ptimizatio n of pr ocess and te stifying it,so the smo oth of big ba tch pro ductio n is assured.Key words:Foundry steel par ts,Simulation,M acr osco pic defects,Q uality impro vements 近年来,为了提升传统铸造行业的数字化制造技术水平,涌现出了大量的铸造CAE商品化软件,其中主要有法国的ProCAS T、德国的M AGM A-SOFT、芬兰的CastCAE及西班牙的Fo rcast等软件,在这些软件中,有限元软件ProCAS T是较为成功的一款。
ProCAST软件的特点及其在铸件成形过程中的应用Function of FEM Software ProCAST and Application in Casting胡红军(重庆工学院材料科学与工程学院,重庆400050)摘 要:介绍了商品化有限元软件P ro CA ST的组成模块、功能以及在铸件成形、缺陷预测方面的应用。
关键词:有限元模拟;Pr oCA ST;凝固模拟;缺陷预测中图分类号:T G244 文献标识码:B 文章编号:1001-3814(2005)01-0070-02 Pr oCAST软件从1985年开始将最先进的有限元技术用在铸造模拟中,有效地提高了铸造工艺的正确性。
借助于ProCAST系统,铸造工程师在完成铸造工艺编制之前,就能够对铸件在形成过程中的流场、温度场和应力场进行仿真分析并预测铸件的质量、优化铸造设备参数和工艺方案,通过对金属流动过程的模拟,可以精确显示浇不足、冷隔、裹气和热节的位置及残余应力和变形的大小,准确地预测缩孔缩松和微观组织。
1 ProCAST软件的组成模块Pro CA ST是针对铸造过程进行流动-传热-应力耦合作出分析的系统,共有8个模块,用户可以比较灵活地租用或购买这些模块。
对于普通用户,一般应有传热分析及前后处理、流动分析、应力分析和网格划分等基本模块。
对于铸造模拟有更高要求的用户则需要有更多功能的其它模块,例如热辐射分析,显微组织分析,电磁感应分析,反向求解,应力分析等模块。
这些模块既可以一起使用,也可以根据用户需要有选择地使用。
2 ProCAST软件的特点2.1 可重复性即使一个工艺过程已经平稳运行几个月,意外情况也有可能发生。
由于铸造工艺参数繁多而又相互影响,因而在实际操作中长时间连续监控所有的参数是不可能的。
任何看起来微不足道的某个参数的变化都有可能影响到整个系统,但又不可能在车间进行全部针对各种参数变化的试验。
ProCAST可以让铸造工程师快速检查每个参数的影响,从而得到可重复的、连续平稳生产的参数范围。
实验四 铸件缺陷形成的PROCAST 数值模拟一、实验目的1)利用ProCAST 软件,对照模拟同一铸件的不同铸造方案,了解铸件在铸造过程中可能出现的缺陷;2)分析缩松缩孔、裂纹等缺陷可能出现的原因,并尝试更改铸造工艺,以减少缺陷,改善铸件质量。
二、实验原理ProCAST 可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发,并且具有可重复性。
而在实际模拟过程中,常见的铸造缺陷有缩松缩孔、裂纹和气孔等。
1. 缩松缩孔金属铸件在凝固过程中,由于合金的体积收缩,往往会在铸件最后凝固部位出现孔洞。
容积大而集中的孔洞被称为集中缩孔;细小而分散的孔洞被称为缩松。
一般认为,金属凝固时,液固相线之间的体积收缩是形成缩孔及缩松的主要原因;当然,溶解在金属液中的气体对缩孔及缩松形成的影响有时也不能忽略。
当金属液补缩通道畅通、枝晶没有形成骨架时,体积收缩表现为集中缩孔且多位于铸件上部;而当枝晶形成骨架或者一些局部小区域被众多晶粒分割包围时,金属液补缩受阻,于是体积收缩表现为缩松。
图4-1 缩孔形成过程示意图ProCAST 可以确认封闭液体的位置。
使用特殊的判据,例如宏观缩孔或NiYama 判据1来确定缩孔缩松是否会在这些敏感区域内发生。
同时ProCAST 可以计算与缩孔缩松有关的补缩长度。
在砂型铸造中,可以优化冒口的位置、大小和绝热保温套的使用。
在压铸中,ProCAST 可以详细准确计算模型中的热节、冷却加热通道的位置和大小,以及溢流口的位置。
2. 裂纹金属液接近凝固温度时,收缩量较大,塑性较差,铸件自由收缩受阻而造成热裂以至在随后的冷却过程中产生裂纹,一般位于铸件最后凝固的部位。
热裂形成的过程如图4-2所示,图中c p 为空隙压1即为新山英辅判据,NiYam a C R G /, G —判别区域的局部温度梯度,R —冷却速度,NiYama C —有量刚量。
研究表明,NiYama C 值随铸件大小变化,大件取1.1,小件取0.8。
ProCAST软件在铸造凝固模拟中的应用
胡红军;杨明波;罗静;王春欢;陈康
【期刊名称】《材料科学与工艺》
【年(卷),期】2006(014)003
【摘要】为研究铸造工艺对铸件质量的影响,利用计算机进行了铸件的凝固模拟.介绍了有限元软件Pro-CAST的组成模块、功能以及应用,在应用实例中利用ProCAST软件模拟预测了铸件砂铸工艺中产生的宏观缩孔缺陷.研究表明:铸件中存在模拟预测的宏观缩孔缺陷;对浇注系统和冒口设置参数进行了优化,优化后的工艺提高了铸件产量,降低了成本;模拟结果表明,铸造模拟软件ProCAST能够准确地预测铸件在充型凝固过程中可能产生的缺陷.
【总页数】3页(P293-295)
【作者】胡红军;杨明波;罗静;王春欢;陈康
【作者单位】重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050
【正文语种】中文
【中图分类】TP311.13
【相关文献】
1.ProCAST软件在熔模铸造工艺优化中的应用 [J], 周君华;孙长波;尚伟;李波
2.计算机铸造凝固模拟软件在我厂的应用 [J], 彭松涛
3.凝固模拟技术在轴承座铸造中的应用 [J], 郭林;纪云玲;李宝伟
4.ProCAST软件在铸造模拟中的应用 [J], 孙治国
5.铸造模拟软件ProCAST在课堂中的应用 [J], 李维俊; 黄耀光
因版权原因,仅展示原文概要,查看原文内容请购买。
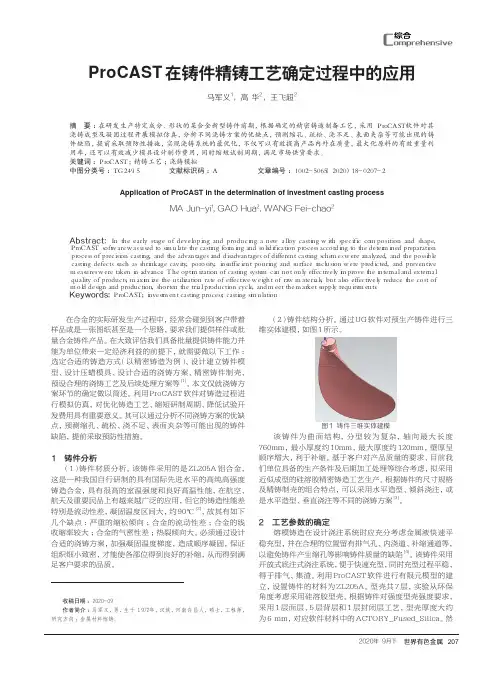
ProCAST在铸件精铸工艺确定过程中的应用马军义1,高 华2,王飞超2(1.中铝郑州有色金属研究院有限公司,河南 郑州 450041;2.郑州轻研合金科技有限公司,河南 郑州 450041)摘 要:在研发生产特定成分、形状的某合金新型铸件前期,根据确定的精密铸造制备工艺,采用 ProCAST软件对其浇铸成型及凝固过程开展模拟仿真,分析不同浇铸方案的优缺点,预测缩孔、疏松、浇不足、表面夹杂等可能出现的铸件缺陷,提前采取预防性措施,实现浇铸系统的最优化,不仅可以有效提高产品内外在质量,最大化原料的有效重量利用率,还可以有效减少模具设计制作费用,同时缩短试制周期,满足市场供货要求。
关键词:ProCAST;精铸工艺;浇铸模拟中图分类号:TG249.5 文献标识码:A 文章编号:1002-5065(2020)18-0207-2Application of ProCAST in the determination of investment casting processMA Jun-yi1, GAO Hua2, WANG Fei-chao2(1.Zhengzhou nonferrous metals Research Institute Ltd of Chalco,Zhengzhou 450041,China; 2. Zhengzhou Light Alloy Institute Co.,Ltd.,Zhengzhou 450041,China)Abstract: In the early stage of developing and producing a new alloy casting with specific composition and shape, ProCAST software was used to simulate the casting forming and solidification process according to the determined preparation process of precision casting, and the advantages and disadvantages of different casting schemes were analyzed, and the possible casting defects such as shrinkage cavity, porosity, insufficient pouring and surface inclusion were predicted, and preventive measures were taken in advance. The optimization of casting system can not only effectively improve the internal and external quality of products, maximize the utilization rate of effective weight of raw materials, but also effectively reduce the cost of mold design and production, shorten the trial production cycle, and meet the market supply requirements.Keywords: ProCAST; investment casting process; casting simulation在合金的实际研发生产过程中,经常会碰到到客户带着样品或是一张图纸甚至是一个思路,要求我们提供样件或批量合金铸件产品。
ProCAST凝固模拟简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
ProCast软件在铝合金轮毂低压铸造中的应用中信戴卡股份有限公司 066000一、低压铸造的概念低压铸造是使液体金属在压力作用下充填型腔,以形成铸件的一种方法。
由于所用的压力较低,所以叫做低压铸造。
一般铸造时压力在20—80kPa范围之内。
其工艺过程如下:在内部装有合金液的密封容器中,通入干燥的压缩空气,作用在保持了一定温度的金属液面上,使密封容器与铸型型腔之间产生压力差,导致金属液在气体压力的作用下,眼这升液管上升,通过浇口平稳的进入到型腔中,适当增大压力并保持密封容器内液面上的气体压力,使型腔内的金属液在较高的压力作用下发生结晶凝固。
之后解除液面上的气体压力,使开液管中没有凝固的金属液凭借自身重力流回密封容器当中,再开型取出铸件。
二、低压铸造的特点优点(1)浇注时的压力和速度可以调节,故可适用于各种不同铸型(如金属型、砂型等),铸造各种合金及各种大小的铸件。
(2)采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷,提高了铸件的合格率。
(3)铸件在压力下结晶,铸件组织致密、轮廓清晰、表面光洁,力学性能较高,对于大薄壁件的铸造尤为有利。
(4)省去补缩冒口,金属利用率提高到90~98%。
(5)劳动强度低,劳动条件好,设备简易,易实现机械化和自动化。
缺点(1)浇口方案的自由度小,因而限制了产品。
(2)铸造周期长,生产性差。
为了维持方向性凝固和熔汤流动性,模温较高,凝固速度慢。
(3)靠近浇口的组织较粗,下型面的机械性能不高。
(4)需要全面的严密的管理(温度、压力等)。
铸造就是将高温液态金属浇注到封闭的型腔中,并获得所需零件的复杂热成形过程。
整个过程很难实时观察,间接测试也很困难,传统材料的工艺设计是建立在“试错”基础上的,难以体现出科学性。
所以,对铸造充型和凝固过程进行计算机模拟是极其有必要的。
通过计算机对铸造过程的模拟,铸造工艺人员可以事先制定较为合理的工艺,省略了传统的“编工艺-制模造型-试浇试铸-解剖铸件-修改工艺”的过程,将质量隐患消灭于浇注之前,再投入生产,大大缩短了工艺试验周期、确保了产品质量、提高了工艺出品率、降低了生产成本和废品的损失,对企业有极高的实用价值。
基于P舯CAST大方坯连铸过程凝固规律模拟葛亮,汪成义,张西超,孙彦辉(北京科技大学冶金与生态工程学院,北京100083)摘要:文章利用PROcAsT软件对60si2Mn的连铸凝固情况进行模拟,模拟结果与现场的射钉实验基本吻合;其中探讨了过热度、比水量和拉速对铸坯凝固过程的影响,结果表明:过热度愈大,铸坯液相穴增大,固液相变小。
拉速越大,液相穴变长,其中大部分是固液相距离的增加:各段水量的减少,液相穴增长,其中固液相、纯液相都有所增加。
拉速增加和水量减少比较相似,但拉速比水量对凝固影响巨大。
关键词:PRoCAsT模拟:60si2Mn;温度分布;连铸工艺;坯壳厚度Solidification regularity of a bloom d u“ng continuous casting with P R o C A S T Numerical SimulationGe Liang,Wang Chengyi,Zhang Xichao,Sun Y拥hu i (school of Metallu唱ical and Ecological Engineering,UniVerS时of Science and Technolo影Beijing,Be.jing l00083,China)ABSTRACT:111this pa p e r'a numerical model waS deVeloped for the si mu la tio n of solidification of60Si2Mn dur in g the continuous caStin g with the help of Proc aS t numerical simula ti on sofhVare.The siInulation results are approximately co.仉sistent with the results of the nail shootillg expe ri lne nt in the plant.Th e resuIts indica te d that the liquid c o r e length is mcreased with theincre aSe of supe rh eat,whi le me solid—liquid zone decreaSed with the increaSe of su perhea t.Tl he liquid core len酉h is also.m crea Sed with the increa se of caSting spee d,but most of this increase is 行om the solid—liquid zone.Meanwhile,the influe nc e ofwater ratio in secondary cooling haLSsimila r but oppOs ite ea’ect t o c aS tin g speed to solidification dur in g continuous casting,while the innuence of the laner on solidification is huge.KEYWoRDS:PROCAST n啪erical s imu la ti on1、emperature field dis仃ibution cont.muo us c2LSting technic s shelI thickn es s the liquid core len舀h凝固过程的控制是连铸坯质量的控制的重要环节,连铸工艺参数的选择,如拉速、过热度、二冷水量等因素对凝固组织有重要影响,而凝固组织的好坏对铸坯的质量,最终材料的性能都有较大影响。
高Nb-TiAl合金重力与离心铸造在低压涡轮叶片上数值模拟及实验验证概述:用Procast软件来模拟低压下涡轮叶片Nb-TiAl合金的重心与离心铸造。
现今的叶片组成是由真空感应熔炼炉在Ar气保护下生产。
实验验证表明模拟的结果与实验结果有很好的一致性。
对比结果告诉我们离心铸件的表面比重力铸造更完整。
在重力铸造过程中,熔融的金属最后填入最薄的尾边,导致滞流的缺陷。
进一步说,在重力铸造下,収缩孔和裂纹缺陷会更多而且还更分散。
相比下,离心铸件的内部与外部质量比重力铸件要好很多。
重力铸造的叶片从边缘到中心的微观结构没有明显的变化。
而离心铸造的叶片的微观结构比重力铸造更为出色,然而大量的树状γ出现在离心铸造中,这是由于离心铸造件表面的快速冷却速率过快导致。
1.介绍为了获得高的强度,出色的高温性能和好的抗氧化性能,TiAl基的金属合金是潜在的高温结构材料在航空航天和汽车应用,例如低压涡轮叶片、涡轮增压器以及排气阀。
高含量的Nb添加提高了服役温度、强度以及抗氧化性能。
然而,高含量Nb 与TiAl合金在室温下延展性很差,导致低的接卸性能,这限制了工业生产。
熔模铸造可以生产优秀的铸件带着一点点机械性能,所以是生产TiAl合金的优先方法。
然而,铸造的Ti-Al合金有危害特性像大的凝固收缩,高的化学活性和低的延展性,导致滞流,孔隙度和裂纹缺陷。
为了得到高质量的铸件,选择合适的铸造流程和技术参数。
考虑到效率和成本,传统的试错法不再适合现今的工业发展,不仅由于高额的成本还有较长实验的时间。
数值模拟技术相比比常规实验和错误的方法,在铸造缺陷例如收缩和裂纹上表现出较好的优越性。
本次工作,用数值模拟方法来研究高Nb-TiAl合金的叶片铸件的熔模铸造,包括重力和离心工艺过程。
真实的实验被用来验证模拟结果和分析铸件中出现的缺陷。
对比与学习这两种过程的微观结构。
2.实验方法2.1铸造模拟的数学模型流动的金属液被假定为不可被压缩的牛顿流体,在浇筑和凝固中的控制方程给定如下:Navier-stokes方程:连续方程:热传递方程:ρ是密度;u、v、w是速度向量;t是时间;μ是液态金属动态粘度;g x、g y、g z是分别在x、y、z重力加速度向量;P是压力;Cp是液态金属的比热;λ是导热系数;L是潜伏热;fs是在凝固阶段的固相比。
ProCAST在大型复杂铸件工艺优化中的运用ProCAST是一种被广泛应用于大型复杂铸件工艺优化的计算机模拟软件。
它通过模拟铸造过程中的各种物理现象和工艺参数,帮助工程师们在设计阶段预测和优化铸件的质量和性能。
首先,ProCAST可以帮助工程师们准确预测铸件的缺陷,如疏松度、气孔、缩孔等。
通过模拟铸造过程中的温度分布、凝固行为等物理现象,ProCAST可以帮助工程师们确定凝固过程中可能发生的缺陷,并通过调整工艺参数来减少或消除这些缺陷的产生。
这样可以显著提高铸件的质量和可靠性。
其次,ProCAST还可以帮助工程师们优化铸造工艺参数,以获得最佳的成型结果。
通过模拟铸造过程中的温度分布、凝固行为、气泡运动等物理现象,ProCAST可以帮助工程师们确定最佳的浇注温度、浇注速度、升降温速度等工艺参数,从而获得最佳的铸造效果。
这样可以提高铸件的强度、成型精度等性能指标,降低成本和能源消耗。
此外,ProCAST还能够提供全面的模拟结果分析和可视化功能。
通过对铸件凝固过程中各种物理现象的模拟,ProCAST 可以生成温度、浓度、应力等各种参数的分布图像,帮助工程师们直观地了解铸件的成型过程和质量状况。
这些分析和可视化结果可以帮助工程师们快速识别问题和优化方案,提高工作效率。
综上所述,ProCAST在大型复杂铸件工艺优化中的运用可以帮助工程师们预测缺陷、优化工艺参数,并提供全面的模拟结果分析和可视化功能。
它为工程师们提供了一个有效的工具,帮助他们设计高质量、高性能的铸件,降低成本,提高竞争力。
随着科技的发展和软件的不断完善,ProCAST将在铸造业中发挥越来越重要的作用。
大型复杂铸件工艺优化一直是一个具有挑战性的任务。
传统的试验和经验方法往往耗时费力,并且在设计阶段无法提供实时的反馈。
这就使得计算机模拟软件的应用变得尤为重要。
ProCAST作为一种可靠且广泛使用的软件,在大型复杂铸件工艺优化中发挥着重要的作用。
基于ProCAST的主轴箱铸造工艺数值模拟及优化主轴箱采用多级齿轮传动,通过一定的传动系统,经主轴箱内各个位置上的传动齿轮和传动轴,最后把动力传到主轴上,使主轴获得规定的转速和方向[1]。
其工作性能的好坏直接影响到机床运行的可靠性和安全性。
因此,对箱体的力学性能有较高要求。
工厂中,箱体与其他部件装配在恒温室进行,可见对其精度有较高要求。
因此在工艺设计中,需保证铸件精度与质量,在此前提之下,考虑成本的降低与工艺中污染的减少。
采用数值模拟软件对铸件的温度场、流场以及凝固过程进行模拟计算,能够有效预测铸造过程中出现缺陷的具体位置以及大小,并可以通过优化工艺参数有效地消除这些缺陷。
与传统的“经验+试制”的方法确定铸造工艺参数相比,数值模拟技术能够大大缩短开发周期,降低开发成本,是目前最具竞争力的铸造工艺研究方法,得到行业的一致认可[2~4]。
合肥工业大学刘继飞等[5]运用ProCAST仿真软件对低合金钢大转轴铸件进行了仿真分析,并结合温度场、凝固场的模拟结果分析缺陷产生的部位以及原因,优化了工艺参数后减少了缺陷,提高了铸件的合格率。
邢甜甜等[6]利用仿真软件对铝合金横梁铸造过程进行了模拟,分析了横梁缺陷产生的原因,并提出了合理有效的解决方法。
笔者运用UG软件对铸件进行三维模型设计并导入到模拟软件ProCAST中,对主轴箱充型和凝固过程进行模拟仿真,通过分析铸件的凝固时间以及固相分数模拟结果,预测铸件缺陷可能产生的位置和原因,最后改进并优化工艺方案,提高铸件质量,满足铸件使用要求。
1 主轴箱结构特征分析笔者所研究主轴箱零件三维实体如图1所示。
零件外形轮廓尺寸为468 mm×360 mm×344 mm,质量95 kg,材质为HT300(具体化学成分和性能见表1和表2),平均厚度为20 mm;内部有个轴孔直径为130 mm,箱体本身存在许多孔,其大小小于铸出孔范围标准,所以决定后期加工。
铸件品质要求不得有疏松、裂纹、气孔、砂眼等铸造缺陷,其余要求符合国家和行业标准。