7500t-y多功能涤纶短纤维生产装置
- 格式:doc
- 大小:23.00 KB
- 文档页数:4
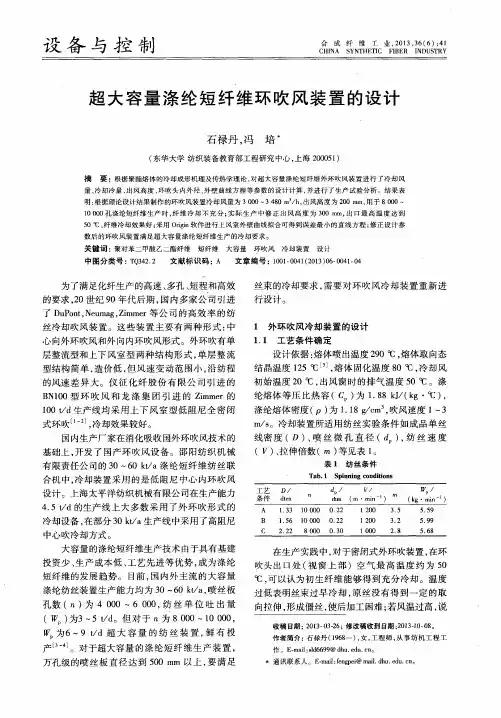
涤纶短纤维环吹风工艺优化王 晴(乌鲁木齐石化公司化纤厂 ,新疆 乌鲁木齐 830019 )摘要 : 介绍了 1. 8 万 t / a 涤纶短纤维装置的“风速测试法 ”。
克服了仪表风量盘控制的某些缺陷 ,选用合理的环吹工艺 ,使之满足纺丝工艺条件 ,提高主风道压力 ,提高了环吹风抵御外界风速变化的能力 ,使风速更加稳定和均匀 ,找到了适合新疆地 区的环吹工艺参数 ,提高了原丝品质 。
关键词 :涤纶短纤维 ; 环吹风 ;工艺 中图分类号 : T Q342. 21文献标识码 : B文章编号 : 1008 28261 ( 2006 ) 05 20030 202中国石油乌鲁木齐分公司化纤厂 1. 8 万 t / a 涤纶短纤维装置采用聚酯直纺 、低阻尼敞开式环吹工 艺 。
环吹风的温度 、湿度和风速对冷却工艺有着很 大的影响 。
装置经过 10 a 连续运行 ,积累了一定的 环吹冷却工艺经验 ,本文着重讨论环吹工艺的优化 调整 。
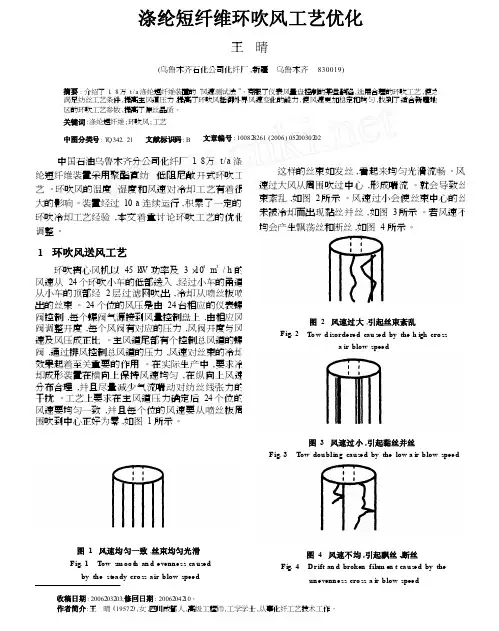
这样的丝束如发丝 ,看起来均匀光滑流畅 。
风 速过大风从周围吹过中心 ,形成喘流 。
就会导致丝束紊乱 ,如图 2 所示 。
风速过小会使丝束中心的丝 未被冷却而出现黏丝并丝 ,如图 3 所示 。
若风速不 均会产生飘荡丝和断丝 ,如图 4所示 。
1 环吹风送风工艺环吹离心风机以 45 k W 功率及 3 ×104m 3/ h 的 风速从 24 个环吹小车的低部送入 ,经过小车的甬道 从小车的顶部经 2 层过滤网吹出 ,冷却从喷丝板喷 出的丝束 。
24个位的风压是由 24 台相应的仪表蝶 阀控制 ,每个蝶阀气源接到风量控制盘上 ,由相应风 阀调整开度 ,每个风阀有对应的压力 ,风阀开度与风 速及风压成正比 。
主风道尾部有个控制总风道的蝶 阀 ,通过排风控制总风道的压力 ,风速对丝束的冷却 效果起着至关重要的作用 。
在实际生产中 ,要求冷 却成形装置在横向上保持风速均匀 ,在纵向上风速 分布合理 ,并且尽量减少气流喘动对纺丝线张力的 干扰 。
1、聚酯生产的工艺路线有哪几种?各有什么优缺点?答:(1)间歇酯交换缩聚法:优:技术成熟,分批酯交换、缩聚、切片熔融纺丝缺:质量不稳定,成本高(2)连续酯交换缩聚法:优:连续化生产,直接纺丝,可取消造粒、干燥工序,避免二次熔融热降解,质量稳定,质量好,成本低(3)直接酯化法:优:原料TPA直接与EG酯化,省去DMT的制造、精制和甲醇的回收工序,工艺过程简化缺:TPA精制困难,难溶于EG中。
(4)环氧乙烷加成酯化法:优:用EO代替EG,直接与TPA加成反应,使TPA酯化,省去了由EO制取EG的工序,聚合体质量较直接酯化法好缺:EO易燃易爆,运输保存困难,反应难以控制,设备结构较为复杂2、熟悉以DMT为原料的聚酯生产流程及其主要工艺参数。
DMT + EG → BHET →PET →直接纺丝法EG 间接纺丝法主要工艺参数:1.缩聚T=200℃以上2.缩聚时间t取决于反应速度(甲醇蒸汽排除速度),又与T和催化剂的用量有关3.单体配比DMT:EG=1:2,实际中EG过量4.催化剂使活化能下降,反应温度下降5.反应压力,一般都是不加压。
3、了解涤纶厂聚合车间的主要设备结构及其作用(酯交换反应釜,真空乙二醇去除槽,子缩聚釜,缩聚釜等)画出流程简图。
4、酯交换反应和缩聚过程中使用哪些催化剂?在生产上它们是怎样加人的?酯交换反应:醋酸盐碱性使酯键断开,180-200℃下进行,使甲醇蒸发掉(Tb=64.7℃)缩聚过程:三氧化二锑(Sn2O3),在加热和真空下进行缩聚,用N2将熔体由釜底压出。
5、影响酯交换反应的因素有哪些?生产中如何控制酯交换率?答:温度,配比,时间,催化剂,压力温度:T>200度,反应速率增加,是甲醇蒸发加快。
配比:DMT:EG=1:2,实际中EG过量。
催化剂:适量催化剂加快反应速率。
压力:适当压力促进反应减少小分子并及时去除小分子,使平衡向右。
6、乙二醇真空去除的作用是什么?生产中如何控制?答:EG量越少,平衡向右,聚合度越大,真空度越小,缩聚效果越好。
![一种涤纶短纤用卷曲装置[实用新型专利]](https://uimg.taocdn.com/afe863cbaaea998fcd220e18.webp)
专利名称:一种涤纶短纤用卷曲装置专利类型:实用新型专利
发明人:姚春林
申请号:CN201921178397.8
申请日:20190725
公开号:CN211036245U
公开日:
20200717
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种涤纶短纤用卷曲装置,涉及涤纶短纤生产技术领域,包括操作箱,操作箱的内部设置有动卷曲轮和定卷曲轮,且定卷曲轮转动连接于动卷曲轮的下方,动卷曲轮的右侧设置有卷曲刀,操作箱的内部设置有调节装置,且动卷曲轮与调节装置相连接,操作箱底面的四个边角处均固定连接有减震装置。
该涤纶短纤用卷曲装置,通过设置第一弹簧,在螺杆和螺环的作用下,能使动卷曲轮可通过第一弹簧的弹力作用使动卷曲轮与定卷曲轮之间的工艺宽度自动调节,解决了传统定卷曲轮与动卷曲轮之间工艺宽度不能自动调节的问题,通过设置第二弹簧,在支撑杆的作用下,能使该装置通过第二弹簧的弹力作用达到抗震吸震的目的,使该装置运行平稳。
申请人:扬州市源联纤维有限公司
地址:225600 江苏省扬州市高邮市八桥镇工业集中区
国籍:CN
代理机构:大连理工大学专利中心
代理人:梅洪玉
更多信息请下载全文后查看。
7500t/y多功能涤纶短纤维生产装置
摘要:对7500t/y多功能涤纶短纤维生产装置第三牵伸机蒸汽回水系统存在的问题进行了分析,详细阐述了第三牵伸机蒸汽回水系统的技术改造方案及取得的成效。
关键词:第三牵伸机;蒸汽回水系统;技术改造;经济效益
1 多功能涤纶短纤维生产装置及第三牵伸机简介
7500t/y多功能涤纶短纤维生产装置与传统的15000t/y涤纶短纤维生产装置的工艺流程及设备配置基本相似,只是产能减少了一半,因为该装置主要用来开发新品,为涤纶短纤维年产量在15000吨以上的大装置提供技术支撑,产能小,转产比较灵活,有利于减少新产品研制开发过程中的排废,降低成本。
第三牵伸机是涤纶短纤维后处理过程中非常关键的设备之一,也是后处理联合机中温度最高、转速最快的设备之一,主要由辊筒部件、移门装置、传动装置、绕辊检测装置、润滑系统等几部分组成。
其中,辊筒部件主要由两大部分组成,即辊筒部分和加热部分,是第三牵伸机最关键的部件之一,尤其是加热温度决定了丝束后处理温度,对生产是否稳定、成品纤维能否符合使用要求起着至关重要的作用。
辊筒采用蒸汽加热,通过回转接头与外部蒸汽管路和回水管路连接,通入的蒸汽压力为2.2mpa。
2 改造的必要性和依据
第三牵伸机蒸汽回水系统原设计采用两套疏水系统,前三辊共用一套疏水系统,采用两只钟型浮子式疏水器集中疏水,后七辊共用
一组疏水系统,采用一只钟型浮子式疏水器疏水,如图1所示。
由于原设计中蒸汽耗量的计算、疏水系统的分组等存在问题,牵伸辊的表面温度经常达不到工艺要求,因此,为满足生产工艺要求,提高产品质量,必须对该系统进行改造。
3 改造前该系统存在的问题
3.1 原系统采用两套疏水系统,因前三辊主要用于丝束的干燥,热交换量大,冷凝水量多,前三辊采用两只国产钟型浮子式疏水器集中疏水排水量不够,经常造成牵伸辊表面温度达不到工艺要求,且国产疏水器可靠性比较差,对生产也造成了一定的影响。
3.2 原系统后七辊采用一组疏水器集中疏水,由于各辊排水量不同,水力不平衡,经常造成部分牵伸辊冷凝水不能及时排出,导致其温度不能满足工艺要求。
3.3 由于原系统存在的缺陷,需经常打开旁通排水以满足生产工艺要求,蒸汽消耗量很大。
3.4 原系统阀门的选型不够合理,所有阀门均采用截止阀,由于该生产线主要用开发研制新品,经常转产,开停车比较频繁,且使用温度较高,故阀门使用寿命比较短。
4 改造的主要内容和方案
4.1 改造后的第三牵伸机蒸汽回水系统管路及附件的布置如图2所示。
4.2 由于第三牵伸机前三辊主要用于丝束的干燥,热交换量大,排水量多,因此,前三辊仍共用一套疏水系统,但疏水器更换成两
只性能更加稳定,疏水量更大的美国进口倒吊桶式疏水器。
4.3 后七辊的疏水系统分为两大部分,中间的4-6#辊主要用于丝束牵伸时的升温,采用前三辊淘汰的两只国产钟型浮子式疏水器进行疏水;后四辊主要用于丝束的定型,温度相对比较恒定,疏水量较小,仍采用原来的一只国产钟型浮子式疏水器进行疏水,这样,既避免了水力不平衡造成的排水干扰,又将改造后淘汰的疏水器再次利用,降低了改造费用。
4.4 因转产频繁,经常开停车,而开车时疏水量较大,为尽快达到工艺温度,需打开旁通协助排水,另外,疏水器检修或更换时,也需打开旁通维持生产,因此,改造后,在每一只疏水器的旁通上均增加了一只限流孔板,这样可避免开车时或疏水器检修时排出大量蒸汽,降低能耗。
同时,为缩短开停车时间,改造后的回水系统增加了直排地沟管路。
4.5 将该系统的截止阀全部更换为耐高温性和密封性更好、开关更为便捷的柱塞阀。
5 改造后达到的效果
5.1 从蒸汽回水系统改造后的统计结果来看,每吨产品消耗的蒸汽量减少了10%以上,降低了能耗,节约了生产成本,由此带来的直接经济效益是比较大的。
5.2 第三牵伸机蒸汽回水系统改造后,无论生产什么品种,各辊表面温度均能满足工艺要求,提高了产品质量,为该生产线正常稳定生产,并进一步研制生产高附加值的涤纶短纤维新品提供了必要
的保证,这对于一条主要用于试制新产品的生产线来说尤为重要,由此带来的间接经济效益也是非常可观的。
综上所述,第三牵伸机蒸汽回水系统的改造,保证了该生产装置的长周期安全稳定运行,提高了产品质量,降低了生产成本,为该生产线的新产品开发创造了良好的条件。
参考文献
[1] 赵彦民.涤纶短纤维生产设备.南京:东南大学出版社,1992.
[2] 第三牵伸机产品说明书.郑州纺织机械厂,2001.。