冲裁间隙对冲压件质量影响的研究
- 格式:docx
- 大小:862.96 KB
- 文档页数:6
实验四冲裁间隙对冲裁件质量的影响规律一、实验目的冲裁工艺应用广泛,冲裁间隙是冲裁工序一个很重要的工艺参数,间隙值的大小直接影响之间的尺寸精度、断面质量、模具寿命和冲裁力大小。
本实验主要测定不同冲裁间隙下之间尺寸精度,断面质量的主要参数(毛刺、光亮带、断面斜度);观察不同冲裁间隙下之间塌角、翘曲程度。
了解冲裁间隙对制件尺寸精度和断面质量的基本影响规律。
二、实验原理对于一个给定的材料(即牌号、厚度、供货状态已知),使用冲压设备和冲压模具加工成制件,要获得满足工艺目的要求的冲裁件质量,必须有一个由凸、凹模刃口尺寸加以保证的合理间隙。
本实验所用材料为软铝板,其厚度实际测量,实验模具由一个凹模和多个刃口尺寸大小不同且能快速更换的凸模构成多组不同的冲裁间隙值,在每个间隙值下冲裁一个试件,以此方法来了解冲裁间隙对制件尺寸精度和断面质量的基本影响规律。
三、实验工具及设备1.设备:J23-100T曲柄压力机2.检测量具:游标卡尺,千分尺等。
3.实验模具。
四、实验方法与步骤1.将实验模具安装在实验设备上。
2.测量实验用板料厚度t;凸、凹模刃口尺寸;计算出各个凸模与凹模构成的冲裁间隙值并记录在附表中。
3.按凸模编号依次更换凸模,每个凸模冲裁1~2件试件,并对冲出的试件编号,以免混淆。
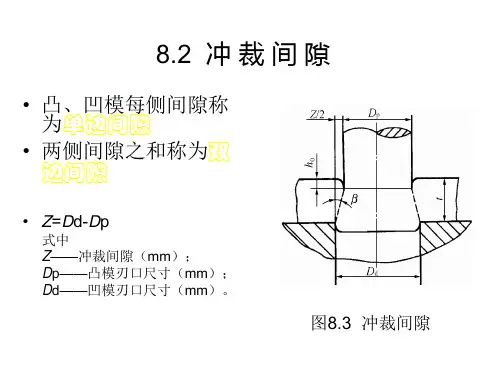
4.试件测量内容(见下图)与方法:① 尺寸精度:用游标卡尺测量光亮带一端的D 和断裂带一端的d ,并记入附表中。
② 光亮带:由于间隙不均,光亮带在整个断面的宽度是不一致的,目测整个断面,选择3~5个位置,用游标卡尺测量其宽度,计算出平均值a 并记入附表中。
③ 断面斜度β:用一直的D 、d 、a 、t 按公式:)(5.0d D at arcctg --=β计算后记入附表中。
④ 毛刺:由于间隙不均,毛刺在整个边缘的宽高度也是不一致的,目测整个毛刺,选择3~5个位置,用游标卡尺测量其料厚与毛刺的总高度,减去料厚就是该点的毛刺高度,计算出平均值h ,并记入附表中。
冲裁间隙对冲裁件质量的影响E ffect of Blanking Clearance on Quality of Blanked Parts陈为国(南昌航空工业学院)摘 要:叙述了冲裁间隙和合理冲裁间隙。
分析了冲裁间隙与冲裁件质量的关系。
讨论了冲裁间隙对冲裁件质量的影响,并提出了解决冲裁件缺陷的措施。
关键词:冲裁 冲裁间隙 冲裁件质量1 冲裁过程及其冲裁间隙111 冲裁加工过程简述冲裁是一个瞬间完成的过程。
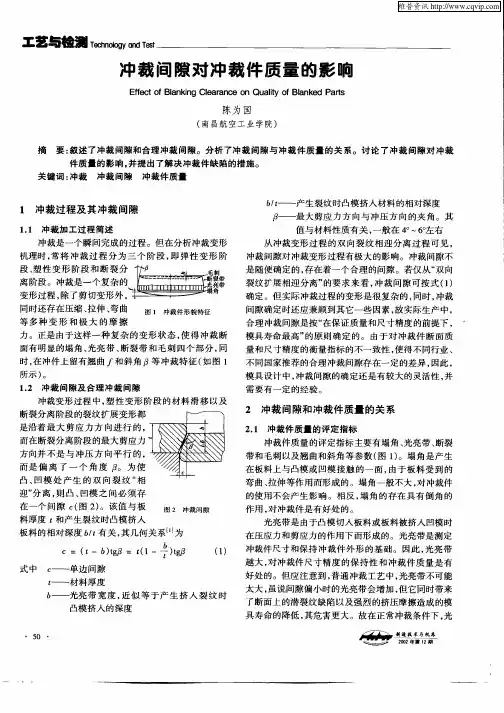
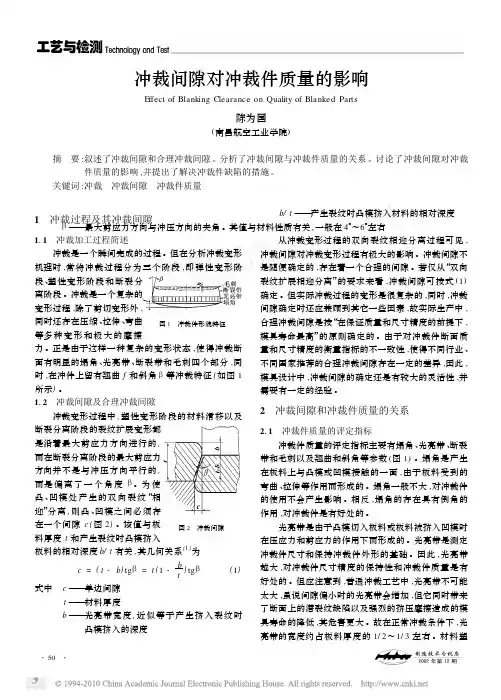
但在分析冲裁变形机理时,常将冲裁过程分为三个阶段,即弹性变形阶图1 冲裁件形貌特征段、塑性变形阶段和断裂分离阶段。
冲裁是一个复杂的变形过程,除了剪切变形外,同时还存在压缩、拉伸、弯曲等多种变形和极大的摩擦力。
正是由于这样一种复杂的变形状态,使得冲裁断面有明显的塌角、光亮带、断裂带和毛刺四个部分,同时,在冲件上留有翘曲f 和斜角β等冲裁特征(如图1所示)。
112 冲裁间隙及合理冲裁间隙冲裁变形过程中,塑性变形阶段的材料滑移以及图2 冲裁间隙断裂分离阶段的裂纹扩展变形都是沿着最大剪应力方向进行的,而在断裂分离阶段的最大剪应力方向并不是与冲压方向平行的,而是偏离了一个角度β。
为使凸、凹模处产生的双向裂纹“相迎”分离,则凸、凹模之间必须存在一个间隙c (图2)。
该值与板料厚度t 和产生裂纹时凸模挤入板料的相对深度b/t 有关,其几何关系[1]为c =(t -b )tgβ=t (1-bt)tg β(1)式中 c ———单边间隙t ———材料厚度b ———光亮带宽度,近似等于产生挤入裂纹时凸模挤入的深度b/t ———产生裂纹时凸模挤入材料的相对深度β———最大剪应力方向与冲压方向的夹角。
其值与材料性质有关,一般在4°~6°左右从冲裁变形过程的双向裂纹相迎分离过程可见,冲裁间隙对冲裁变形过程有极大的影响。
冲裁间隙不是随便确定的,存在着一个合理的间隙。
若仅从“双向裂纹扩展相迎分离”的要求来看,冲裁间隙可按式(1)确定。
冲裁间隙对冲裁件质量的影响及其选择方法冲裁是一种金属加工工艺,常用于冲压、冲剪、冲孔等生产工艺中。
在冲裁过程中,冲裁间隙是一个至关重要的因素,它直接影响着冲裁件的质量。
合适的冲裁间隙可以保证产品的精度和质量,而不恰当的冲裁间隙则会导致产品质量不佳甚至无法使用。
冲裁间隙的选择对于冲裁件的质量至关重要。
本文将从冲裁间隙对冲裁件质量的影响以及冲裁间隙的选择方法两个方面展开讨论。
一、冲裁间隙对冲裁件质量的影响1. 冲裁间隙对尺寸精度的影响冲裁间隙的大小会直接影响到冲裁件的尺寸精度。
如果冲裁间隙过大,会导致冲裁件的尺寸偏大,影响产品的装配和使用;如果冲裁间隙过小,会导致冲裁件的尺寸偏小,甚至会出现毛刺和变形现象,降低产品的使用价值。
2. 冲裁间隙对表面质量的影响合适的冲裁间隙可以保证冲裁件的表面质量,而不适当的冲裁间隙则会导致冲裁件的表面出现划痕、毛刺等表面缺陷,降低产品的外观质量。
3. 冲裁间隙对材料利用率的影响冲裁间隙的大小直接关系到材料的利用率。
如果冲裁间隙设置过大,会导致材料的浪费;而如果冲裁间隙设置过小,则会导致材料利用率低,增加生产成本。
4. 冲裁间隙对冲模寿命的影响冲裁间隙的选择也会对冲模的寿命产生影响。
合适的冲裁间隙可以减小模具的磨损,延长模具的使用寿命;而不合适的冲裁间隙则会加大模具的磨损,降低模具的使用寿命。
二、冲裁间隙的选择方法1. 根据冲裁件的材料和厚度选择冲裁间隙不同的冲裁材料和厚度需要采用不同的冲裁间隙。
一般而言,对于薄板冲裁,应该选择较小的冲裁间隙;而对于厚板冲裁,则需要选择较大的冲裁间隙。
2. 根据冲裁件的形状和要求选择冲裁间隙不同形状的冲裁件可能需要采用不同的冲裁间隙。
对于边缘光滑度要求较高的冲裁件,应该选择较小的冲裁间隙;而对于需要快速冲裁的冲裁件,则可以选择较大的冲裁间隙。
3. 根据冲裁件的使用要求选择冲裁间隙冲裁件的使用要求也会对冲裁间隙的选择产生影响。
对于需要高精度的冲裁件,应该选择较小的冲裁间隙;而对于一般要求的冲裁件,则可以选择较大的冲裁间隙。

冲压件缺陷分析摘要:汽车冲压件产品种类丰富、形状复杂,在冲压生产时,经常会发生一些不良现象。
本文结合笔者工作实际,对如何避免在冲压生产时出现不良现象。
关键词:冲压件;缺陷;质量冲压加工在国民经济各个领域应用范围相当广泛,关系我们生活的方方面面,在工业生产过程中,也得到普遍的运用。
在我国汽车生产过程,如汽车车身、车架及车圈等零部件都是冲压加工出来的,而且汽车冲压件产品种类日趋丰富、形状日趋复杂,在冲压生产时,经常会发生一些不良质量现象,如何避免问题的产生,本文结合自身工作实际,对此做进一步探索。
1 冲压件质量缺陷1.1 凸凹模间隙引起的冲裁断面质量缺陷影响冲裁断面而引起质量缺陷的主要原因是冲裁间隙。
在冲压件加工过程中,冲裁间隙主要是由材料厚度、材料材质、初冲截材料的供应状态、润滑方式等等因素影响。
由于生产过程中,冲压件设计精度要求、生产条件不同,在实际加工时,无法确定一个统一的间隙值。
冲裁间隙对冲压件冲裁断面的质量、模具使用状况、冲压精度、力能消耗等多个工艺参数有较大的影响,因此,需要我们根据冲压件毛刺大小、冲压断面残余应力大小、模具使用时间的长短,来确定一个最佳间隙值,作为生产的一个指导值,从而保证冲裁断面质量。
1.2 凸凹模质量缺陷引起的冲裁断面质量缺陷在冲裁断面时,若其所用刃口磨损,往往导致冲裁断面周边有二次剪切出现,因为裂纹产生的滞后的原因,有较高且薄的毛刺产生。
再者因为在使用过程中,局部刃口塌边的出现,使局部出现超差间隙,从而冲压件出现高度不均、毛刺根部R增大。
而导到局部刃口塌边出现,往往是因为局部刃口磨损或者是刃口热处理效果不良所到,需要对刃口做修复处理后,再开始生产作业。
当全锥度凹模研磨超差或凹模垂直度降低时,也都会导到冲裁断面出现质量问题,一般表现为斜度变大、出现塌角等。
当凸凹模硬度过高或定心严重超差时,容易出现卷刃和引起凸凹模局部缺口,这些,都直接导致冲裁面凸凹形线条出现。
凹模孔表面精度是否达到设计要求,避免因粗糙面的存在,导致冲压件质量缺陷。
随着现代工业的发展,冲裁加工在制造业中扮演着非常重要的角色。
在冲裁加工中,裁剪间隙是一个非常关键的参数,它直接影响着冲裁件的质量。
正确的裁剪间隙选择对于冲裁件的成形和尺寸精度有着重要的影响。
本文将就冲裁间隙对冲裁件质量的影响以及其选择方法进行讨论。
一、冲裁间隙对冲裁件质量的影响1. 影响冲裁件的表面质量冲裁间隙大小直接决定了冲裁件的表面质量。
如果冲裁间隙过小,会导致冲裁件的表面出现拉伤或者起皱;如果冲裁间隙过大,会导致冲裁件的表面边缘出现毛刺,并且容易产生裂缝。
正确的冲裁间隙选择对于保证冲裁件的表面质量具有重要意义。
2. 影响冲裁件的尺寸精度冲裁间隙的大小也会对冲裁件的尺寸精度造成影响。
如果冲裁间隙选择不当,会导致冲裁件的尺寸偏差过大,甚至无法满足设计要求。
在实际生产中,必须根据具体材料和板厚选择合适的冲裁间隙,以保证冲裁件的尺寸精度。
二、冲裁间隙的选择方法1. 经验法选择经验法选择是根据工艺工人的经验和生产实践积累出来的一种冲裁间隙选择方法。
这种方法简单易行,但是依赖于工艺工人的经验水平,对操作人员的技术要求较高。
在实际生产中,可以结合经验法选择和其他方法进行冲裁间隙的选择。
2. 计算法选择计算法选择是根据材料的性能参数和板厚等因素进行计算,然后得出合适的冲裁间隙。
这种方法比较客观,可以根据具体材料和工艺要求来选择合适的冲裁间隙。
在实际生产中,可以采用计算法选择和经验法选择相结合的方式,以保证冲裁件的质量。
3. 实验法选择实验法选择是通过试验和实验数据分析来确定合适的冲裁间隙。
这种方法相对客观,而且可以获得比较准确的数据。
在实际生产中,可以结合实验法选择和其他方法进行冲裁间隙的选择,以保证冲裁件的质量。
三、冲裁间隙的调整方法1. 调整冲裁模具间隙冲裁间隙的调整可以通过调整冲裁模具间隙来实现。
根据具体的冲裁件尺寸和要求,可以通过调整冲裁模具间隙来达到合适的冲裁间隙,从而保证冲裁件的质量。
2. 调整冲裁机床参数冲裁间隙的调整也可以通过调整冲裁机床的参数来实现。
冲裁间隙对冲压件质量影响探讨引言冲裁是一种常见的工艺,用于加工金属材料,特别是薄板材料。
在冲裁过程中,冲裁间隙是一个重要的因素,它会直接影响冲裁件的质量。
本文将探讨冲裁间隙对冲压件质量的影响,并提供一些建议来优化冲裁间隙,以提高冲压件的质量。
冲裁间隙的定义和作用冲裁间隙是冲裁模和冲裁板之间的距离。
它的大小直接影响到冲裁后的件的尺寸和形状。
适宜的冲裁间隙能够确保冲裁件的尺寸精确,并防止材料的变形和开裂。
冲裁间隙的影响1. 尺寸偏差冲裁间隙的大小会直接影响冲裁件的尺寸。
如果冲裁间隙过大,冲裁后的件将比设计尺寸要大。
相反,如果冲裁间隙过小,冲裁后的件将比设计尺寸要小。
因此,适宜的冲裁间隙能够确保冲裁件的尺寸与设计尺寸一致。
2. 外表质量冲裁间隙的大小还会影响冲裁件的外表质量。
如果冲裁间隙过大,冲裁后的件外表可能会出现较大的划痕和刺痕。
相反,如果冲裁间隙过小,冲裁后的件外表可能会有明显的毛刺和变形。
因此,恰当的冲裁间隙能够保证冲裁件的外表质量。
3. 材料变形和开裂冲裁间隙的大小还与材料的变形和开裂有关。
如果冲裁间隙过大,冲裁件在冲裁过程中容易出现材料的变形和开裂。
相反,如果冲裁间隙过小,冲裁件可能会遭受过大的应力,导致材料的开裂。
因此,适当的冲裁间隙可以防止材料的变形和开裂。
冲裁间隙的优化建议1. 恰当的冲裁间隙选择根据冲裁材料的性质和厚度选择恰当的冲裁间隙。
一般来说,冲裁间隙的选择要根据冲裁材料的硬度、强度和厚度来决定。
对于不同的材料和厚度,应该使用不同的冲裁间隙。
2. 冲裁间隙的控制在实际冲裁过程中,要严格控制冲裁间隙的大小。
可以使用适宜的工具和设备来测量和调整冲裁间隙。
3. 冲裁模和冲裁板的磨损修复冲裁模和冲裁板在长时间的使用过程中会发生磨损,磨损会使冲裁间隙变大,影响冲压件的质量。
因此,定期进行冲裁模和冲裁板的磨损修复,以确保冲裁间隙的稳定性。
结论冲裁间隙是冲裁过程中一个重要的因素,它会直接影响冲压件的质量。
间隙对厚板小孔冲裁质量的影响作者:暂无来源:《智能制造》 2015年第7期撰文/ 重庆科创职业学院机电工程学院魏良庆蔡友莉重庆理工大学材料科学与工程学院彭成允一、引言冲裁间隙是厚板小孔冲裁(t > 4,d/t ≤ 1)过程中影响孔断面质量、尺寸精度、模具寿命和力能消耗等的重要工艺参数之一。
冲裁间隙的大小对光亮带、断裂带、毛刺、翘曲和斜角等都会产生不同的影响。
冲裁过程的变形力、最终得到的孔的质量及模具的寿命等都与间隙有很大的关系。
间隙过小时,塑性剪切区中的拉应力小,静水压应力大,而压应力大使板料塑性好,裂纹的产生受到抑制,从而使光亮带增大,塌角和翘曲等较小,但所需剪切力和冲裁力也较大,导致凸、凹模刃口应力增大。
同时,板料对凸、凹模的侧压力和侧向摩擦力也随间隙减小而增大,导致凸、凹模侧壁磨损加剧。
因而适当增加间隙,可减轻不利影响。
但当间隙过大时,材料中的拉应力就将增大,模具的刃磨寿命反而降低。
本文采用仿真模拟和现场实验相结合的方法,分析了厚板小孔冲裁间隙对冲裁力、孔径和废料等的影响,得到最佳相对冲裁间隙。
二、仿真模拟模拟参数:材料为LF2,冲孔直径为d=φ 4mm,板料厚度为t=5mm,采用平底凸模,模拟温度为20℃、凸模速度为10mm/s,摩擦系数为0.12,步距为0.02mm。
1. 间隙对冲裁力的影响凸、凹模相对间隙值分别取2% t、6%t、11% t 三种情况,不同间隙条件下的冲裁力-行程曲线如图1 所示。
由图1可以看出,不同间隙下的冲裁力- 行程曲线的变化趋势基本相同。
相对间隙不同时,所需的冲裁力不一样。
随着间隙的增大,最大冲裁力逐渐减小,且发生断裂时的凸模行程逐渐增大。
这是因为当间隙增大时,虽然增大了变形区域,但也增加了其他变形成分,不利于剪切过程的进行,所需冲裁力增大。
但同时也使变形区拉应力增大,有利于裂纹的扩展,另一方面又可能使冲裁力减小,关系非常复杂。
因此,在此基础上又取了2%~ 12% t 的相对间隙分别进行模拟,结合图1 得到了最大冲裁力与相对间隙之间的关系曲线,如图2 所示。
间隙对厚板小孔冲裁质量的影响背景介绍冲裁工艺是现代制造领域中非常重要的一项工艺。
传统的冲裁加工主要针对薄板材料,而对于厚板材料的冲裁加工则存在很多技术和工艺挑战。
在厚板冲裁加工中,小孔冲裁是一个常见的加工方式。
在小孔冲裁过程中,参数设置和工艺方式会对加工质量产生重要影响。
其中,间隙是一个至关重要的参数,其中的精确控制将对小孔冲裁质量产生显著影响。
间隙的定义在冲裁加工中,间隙是指冲裁模具和工件之间的距离或者是冲模间的距离。
间隙大小一般是制造商根据经验和工艺调试实验得出的结果。
间隙对小孔冲裁质量的影响在小孔冲裁加工中,间隙对冲裁质量有直接影响。
一般来讲,小孔冲裁加工中间隙的大小精度比较重要,需要在合适的范围内保持稳定。
如果间隙过大或过小,都会对小孔冲裁的尺寸、表面质量和位置精度产生影响。
不同的小孔冲裁应该根据工件的材料厚度和形状来选择恰当的间隙大小。
间隙过大对小孔冲裁的影响间隙过大会对小孔冲裁加工的位置和尺寸产生影响。
当间隙过大时,会使得冲模相对于工件位置不稳定。
如果冲模的位置不稳定,则会导致冲裁孔位置偏离标准位置。
此外,当间隙过大时,冲孔边缘会因为撞击瞬间气压反弹而产生毛刺。
这些毛刺会导致工件表面的质量下降,甚至会在机械装配时导致误差。
间隙过小对小孔冲裁的影响间隙过小会导致毛刺或剪切开裂的产生。
当间隙过小时,冲模和工件发生紧密接触,当冲头与工件材料接触之后,工件材料会受到强烈的挤压和拉伸。
这种挤压和拉伸作用会导致工件材料的剪切模式改变。
如果间隙继续减小,冲头与工件将紧紧接触,导致工件材料无法向外应变,此时将会发生开裂现象。
开裂会严重影响工件的使用寿命,并会导致回收利用成本的不断上升。
如何准确控制间隙间隙的准确控制是小孔冲裁质量保证的基石。
为了准确控制间隙,需要制定详细的工艺方案。
不同的材料和不同的小孔直径需要不同的间隙大小。
此外,要考虑冲裁的形式、孔径和间隙等参数,制定相应的冲裁工艺方案。
在实际工艺过程中,可以采用数控设备进行精密控制,保证间隙的准确性和稳定性。
试论关于冲压模具冲裁过程间隙问题发表时间:2020-07-09T07:29:03.341Z 来源:《科技新时代》2020年4期作者:刘再华陈巨[导读] 冲裁间隙,属于冲压模具具体制作加工期间一项重要参数,直接关系着制件加工的精度及质量,更会对模具的使用寿命产生直接影响。
鉴于此,本文主要针对围绕着冲压模具在冲裁过程中的间隙问题开展深入的研究和探讨,望能够为相关专家及学者对这一课题的深入研究提供有价值的参考或者依据。
刘再华陈巨祥鑫科技股份有限公司广东东莞 523000[摘要]冲裁间隙,属于冲压模具具体制作加工期间一项重要参数,直接关系着制件加工的精度及质量,更会对模具的使用寿命产生直接影响。
鉴于此,本文主要针对围绕着冲压模具在冲裁过程中的间隙问题开展深入的研究和探讨,望能够为相关专家及学者对这一课题的深入研究提供有价值的参考或者依据。
[关键词]冲压模具;冲裁;间隙问题;前言:冲裁模,主要是借助模具,让板材能够有效分离的一种冲压工序,而把握好冲压模具在冲裁过程中的间隙问题,对于保证模具实际使用寿命和制件质量来说,往往有着一定积极作用。
因而,深入研究冲压模具在冲裁过程中的间隙问题,有着一定的的现实意义和价值。
1、简述冲压模具的冲裁过程冲压模具的冲裁过程,属于一种分离工序,即为工件受力从弹塑性的变形开始,并以断裂为止。
凸模下降后与板料接触,板料受凹凸模压力影响而有弹性变形现象产生,这冲件的塑性变形起点为刃口,伴随切刃持续深入,该变形区域会向着板料深度的方向逐渐延伸,以至于到板料整个的厚度方向有塑性变形为止,板料一部分则相对另外部分处于移动状态[1]。
2、综合分析冲裁过程的间隙问题 2.1 分析冲压件断面区域特征冲裁期间,板料处于垂直方向上的压力拉力、弯矩、摩擦力、横向的挤压力等作用之下,会有如挤压、剪切、拉伸、弯曲等各种复杂的形变产生,这一过程以弹性和塑性变形、剪切性断裂分离为主。
而所产生最终结果则为冲压件所处断面上会有一些区域特征被呈现出来,以毛刺、断裂带、塑剪带、圆角带为主。
冲压工艺与模具设计冲裁模具间隙及其对冲裁工艺的影响2.2 冲裁模具的间隙模具间隙:指凹模与凸模刃口横向尺寸的差值,即 是设计模具的重要工艺参数。
间隙的大小影响冲裁件断面质量、尺寸精度、冲裁力、模具寿命。
2T D d c-=A2.2.1间隙对冲裁件尺寸精度的影响间隙较大时,拉伸作用增大,落料件尺寸小于凹模尺寸,冲孔孔径大于凸模直径;间隙较小时,挤压力大,落料件尺寸增大,冲孔孔径变小。
(a)15钢,t=3.5mm (b)45钢,t=2mm2.2.2间隙对模具寿命的影响间隙过小→模具与材料的摩擦增大,磨损大,降低模具寿命。
间隙过大→模具与材料的摩擦减小,磨损小,提高模具寿命。
2.2.3间隙对冲裁工艺力的影响间隙大→材料所受拉应力增大→材料易断裂→冲裁力减小间隙大→卸料力、推件力减小间隙过大→毛刺增大→卸料力、推件力增大2.2.4间隙值的确定考虑到模具制造的偏差和磨损,给出合理间隙范:c min <c<c max 由于磨损的原因,一般采用最小合理间隙值c min 。
1.理论确定法 由上图中ΔABC 的关系得:c t h t h t =-⨯=-⨯00()tan (1/)tan ββ有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)2.经验确定法 经验公式法 , 或是实用间隙表选用。
表2-1 汽车拖拉机行业用冲裁模始用间隙 表2-2 电器仪表行业用冲裁模始用间隙 c kt 软材料:t <1㎜, c=(3% ~ 4%)t t = 1 ~ 3㎜, c =(5% ~8%) t t = 3 ~ 5㎜, c =(8% ~10%)t 硬材料:t <1㎜, c = ( 4% ~5% )t t = 1 ~ 3mm, c = ( 6% ~8% )t t = 3 ~ 8mm, c = ( 8% ~ 13%)t 有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)谢谢观看。
五金模具冲裁间隙对冲压件质量有什么影响五金模具冲裁间隙对冲压件质量有什么影响间隙对模具寿命的影响由于工件与凸、凹模侧壁之间有磨擦的存在,间隙小,磨擦大,模具寿命短。
冲裁过程中,凸模与被冲孔之闻,凹模与落料件之阀均有摩擦,而且闻隙越小,摩擦越严重。
所以过小的间隙对模具寿命极为不利,而较大的间隙可使凸模与凹模的侧面与材料间的摩擦减小,井能减缓间隙不均匀的影响,从而提高模具的寿命。
合理间隙值的确定间隙的选取要使冲裁达到较好的断面质量、较高的尺寸精度,较小的`冲裁力,较高的模具寿命。
合理间隙指一个范围值,最大合理间隙,最小合理间隙。
间隙的确定是综合考虑上述各个因素的影响,选择一个适当的问隙范围作为合理间隙。
其上限为最大合理闻隙,下限为最小合理间隙?即合理间隙指的是一个范围值。
在其体设计模具时,根据工件和生产上的具体要求可按下列原则进行选取:(l)当工件的断面质量没有严格要求时,为了提高模具寿命和减小冲裁力,可以选择较大间隙值。
(2)当工件断面质量及制造公差要求较高时应选择较小间隙值。
(3)计算冲裁模刃日尺寸时,考虑到模具在使用过程中的磨损会使刃日间隙增大,应当按Zmin值来计算。
间隙对断面质量的影响正常:上下裂纹重合,光亮带大,塌角、毛刺、锥度小,表面平整;过大:上下裂纹不重合,撕裂拉断,断面粗、光亮带小、塌角、刺锥度大;过小:上下裂纹不重合,发生二次剪切,形成第二光亮带,毛刺大;不均:间隙小的一边出现小质量断面特征,间隙大的一边出现大间隙断面质量特征。
间隙对尺寸精度的影响由于弹性变形的存在,冲裁结束后出现弹性恢复,使尺寸与凸凹模刃口尺寸产生尺寸偏差,而弹性变形大小与冲裁间隙有直接的关系。
间隙变化冲孔落料间隙增大金属受向内拉程度增大弹性回复使工件尺寸增大(孔尺寸)金属的拉伸度增大,弹性回复工件尺寸减小(下工件尺寸)。
间隙变小金属受压程度增大,孔尺寸减小金属受内压程度增大,工件尺寸增大。
间隙对冲裁力的影响冲裁间隙对冲裁力的影晌规律是间隙越小,变形区内压应力成分趟大,拉应力成分越小,材料变形抗力增加,冲裁力就越大。
冲裁间隙对冲压件质量影响的实验研究吕建强,王玲(1. 淮阴工学院 , 机械工程学院 江苏 淮安 223003)摘要:本文通过一套刚性卸料冲模,以一组十个不同尺寸的冲头,形成不同的冲裁间隙,研究了在自由冲裁状态时,冲裁间隙的取值对冲裁件尺寸精度、冲裁面质量、平面度的影响。
关键词:冲裁件;间隙;断面质量中图分类号:TG386.41 文献标识码:A 文章编号:前言冲裁是利用模具使板料分离的冲压工序,在自由冲裁时(即在没有压板和顶出器的情况下),板料冲裁变形区的受力状态如图1所示。
冲裁时板料最大的塑性变形集中在以凸模与凹模刃口连线为中线的纺锤形区域内(图1-b )所示),纺锤形内以剪切变形为主。
当凸模与凹模的间隙(以下称冲裁间隙)较小时,纺锤形区域的宽度将减小,冲裁变形将更接近剪切。
由于冲裁间隙的存在,使得板料在受到凸、凹模正压力作用的同时还受到弯矩M 的作用。
由于弯矩M 的影响,材料的变形及受力情况变的非常复杂,且随冲裁间隙的变化及冲裁过程的进行而发生相应的变化。
a )b )图1 刃口处的受力情况由冲裁变形过程的分析可知,冲裁过程的变形是很复杂的,所有这些冲裁间隙值是主要的影响因素。
本文从冲裁间隙值的变化对冲裁件的质量影响作一次探讨。
研究条件及试验数据材料为厚2.5mm 的08F 钢板,正装下出料刚性卸料冲模一副,凹模刃口尺寸:mm D d 82.34Φ=,为了得到不同的冲裁间隙,采用表一所示凸模刃口不同尺寸的一组十个冲头,进行冲裁比较。
表一 凸模刃口参数 组号 凸模参考尺寸(mm)相对间隙(Z/t ×100%)保证间隙Z 值1 77.341Φ=p D2.5% 0.05 2 72.342Φ=p D 5% 0.1 3 67.343Φ=p D 7.5% 0.15 4 62.344Φ=p D 10% 0.2 557.345Φ=p D12.5%0.256 52.346Φ=p D 15% 0.37 42.347Φ=p D 20% 0.48 32.348Φ=p D 25% 0.59 22.349Φ=p D 30% 0.6 1012.3410Φ=p D35%0.7我们对每组冲裁出的零件进行了零件尺寸、光亮带宽度、圆角带宽度、内斜角和平面度的测量,数据列于表二。
断面的光亮带、圆角带情况如图2所示,端面的圆角带情况如图3所示。
表二 冲裁件的质量情况 (mm)组号 零件直径(mm ) 光亮带宽度(平均) 塌角 内斜角(°) 平面度h/t(%)断面形态 1 34.8261 — 10.3% — 均匀双光亮带 2 34.8127 53.0% 13.1% 3.757连续岛形双光亮带 3 34.8240 50.4% 13.7% 3.782 连续岛形双光亮带 4 34.8126 44.4% 14.5% 4.568 断续岛形双光亮带 5 34.8174 40.0% 15.9% 5.494 点状岛形双光亮带 6 34.8018 37.0% 16.4% 6.252 点状岛形双光亮带7 34.8097 35.5% 17.7% 7.132 单光亮带 8 34.8091 34.6% 20.1% 9.462 单光亮带 9 34.8071 32.0% 20.9% 10.22 单光亮带 1034.778131.4%25.5%13.42单光亮带图2 光亮带、断面圆角带图3 端面圆角冲裁间隙对冲裁件尺寸精度的影响尺寸精度是指制件的实际尺寸与图样上标注的基本尺寸的差值δ所能达到的公差等级。
冲裁件的外形尺寸精度主要受凸、凹模刃口尺寸制造精度和冲裁间隙的影响。
若忽略材料的弹塑性共存规律的影响,则理论上落料件的尺寸与凹模孔尺寸一致,但是,由于材料塑性变形时具有弹塑性共存规律,冲裁结束后制件从模具中脱离出来,原来在冲裁时所承受的力及产生的变形将发生一定程度的弹性回复,这使得冲裁件与凹模的刃口尺寸及形状产生了偏差。
图4所示,当冲裁间隙(Z/t 值)较小时,凸、凹模刃口周围的材料,所受弯矩较小,此时拉应力较小,挤压应力较大,凸、凹模刃口周围材料的径向呈弹性压缩变形,落料后因板料的弹性恢复使落料件尺寸将大于凹模孔尺寸,产生正偏差。
随冲裁间隙(Z/t 值)的增大,弯矩逐渐变大,拉应力增大,凸、凹模刃口周围材料的径向呈弹性拉伸变形,落料后因板料的弹性恢复使冲裁件向实体方向收缩,则产生负偏差。
由图4变化趋势分析,理论上当冲裁间隙值为一特定值时,偏差可能为零(但这在实际中是不可能的)。
冲裁间隙 Z/t(%)零件尺寸 D (m m)图4 零件尺寸精度冲裁间隙对冲裁件光亮带、圆角带的影响由变形区应力特征点的分析可知,凹模侧壁靠近刃口处的静水压力最低,材料呈现的塑性较差。
当凸模切入板料一定深度时,由于加工硬化和组织缺陷的增多,促使材料塑性进一步降低。
随着材料内部的应力达到强度极限,裂纹首先在凹模侧壁刃口处出现。
图5-a)所示,当凸模与凹模的间隙正常时,裂纹的发展可能有两种方式:一是如A 曲线所示,凹模侧壁产生的裂纹在向凸模刃口方向发展的过程中,因为进入压应力区比较困难,此时在凸模刃口侧壁也将产生裂纹,上、下裂纹对向发展,贯通后便使冲裁件断裂分离开来,形成粗糙的断裂面(又称为断裂带);第二种如B 曲线所示,凹模刃口侧壁产生的裂纹选择静水压力较低的路径发展,且直接到达凸模刃口侧壁而贯通。
一般第一种情况比较多见。
a) b) c) d)图5 冲裁间隙对冲裁件断面质量的影响当冲裁间隙值较小时,由于弯曲作用的减小,冲裁变形区的静水压力明显增大。
从凹模刃口侧壁产生的裂纹在向凸模刃口方向发展的过程中将进入强压应力区,使裂纹无法继续扩展而隐没在材料内部,成为潜伏裂纹。
当凸模继续下压时,将发生二次剪切现象,冲裁结束时将形成明显的第二光亮带。
在第一与第二光亮带之间有区域较小的断裂带,圆角的高度也很小(如图画5-b)所示)。
图5-c)所示,随冲裁间隙增大时,因为静水压力作用有所减弱,下裂纹可能向材料深处发展,形成较深的潜伏裂纹。
由图2、图6可见随冲裁间隙增大(Z/t约为5%—15%),第一光亮带逐渐减小,同时第二光亮带呈块状分布,并形成逐渐强度较小的尖舌状的断面,称为舌片(或舌翘)。
在冲裁中一些舌片的脱落,而粘附在凸、凹模刃口,加大了凸、凹模间的磨料磨损,加剧了凸、凹模的磨损。
目前多数观念认为,大间隙可以提高模具使用寿命,这也是采用大间隙以离开产生岛形光亮带的刃口间隙区,减小磨料磨损的影响。
当冲裁间隙过大时,由于弯矩的增大,凹模刃口侧壁处的材料所受的拉应力将明显增大,材料的塑性变得较差。
如图5-d)所示,在凸模切入板料深度不大时,凹模刃口侧壁处的裂纹提前产生,这时凸模刃口侧壁往往不产生裂纹。
凹模刃口侧壁处的裂纹一般发展不大就停止了,当凸模下压达到一定程度时,裂纹至凸模刃口侧壁处的材料才逐渐缩颈直至断裂。
所得的冲裁件的圆角高度、断裂带高度及斜角β明显增大,光亮带宽度大大减小(如图6所示)。
5101520253035h/t(%)10203050冲裁间隙Z/t(%)光亮带图6 圆角带、光亮带与冲裁间隙的变化关系冲裁间隙对冲裁件平面度的影响图1-a)所示,由于凸、凹模之间存在间隙,板料在受到凸、凹模正压力作用的同时还受到冲裁力与间隙形成的弯矩M的作用。
弯矩M使板料产生了弯曲变形,造成凹模口外的板料上翘,凸模端面下的板料下凹,影响冲裁件的平面度。
图7为凸模与零件接触变形情况,由图可见凸模仅在刃口处很小的一般范围内与零件有接触痕迹,这也验证了图1-a)所述冲裁时凸、凹模与板料仅在刃口附近的狭小区域内保持接触。
因此凸、凹模作用于上、下板面的正压力的分布是不均匀的,越靠近刃口压力越大,这也是凸、凹模的磨损主要集中于刃口处及崩刃产生的主要原因。
图7 凸模与零件接触痕迹由于板料的弯曲变形,对凸、凹模刃口的侧壁产生了挤压作用,同时刃口侧壁也对材料产生了反挤压。
反挤压形成了弯矩M´,其方向与弯矩M相反,阻止了板料的进一步弯曲变形。
因此自由冲裁时冲压制件虽有一定的不平整度,但程度有限。
冲裁间隙过大时,对制件的平整度也有较大的影响。
这是由于间隙越大,弯曲作用就越大,从而引起的板料翘曲变形就越严重。
如图8所示,当冲裁间隙不超过20%时,制件平整度基本能满足一般性的使用要求。
冲裁间隙Z/t(%)图8 零件平面度结束语冲模间隙较小时,落料件的尺寸接近于凹模,甚至大于凹模尺寸,且零件光亮带尺寸大、零件也较平整,零件精度高,但此时零件和模口的接触面积和接触应力增加,将使凸、凹模的磨损急剧增加,影响模具的使用寿命。
一般在满足零件质量要求的前提下应尽量取较大的冲裁间隙,以提高模具的使用寿命。
当零件的质量要求较高时,可设置压料装置,以减小刃口处的弯矩,减小零件的不平度,增加光亮带宽度,确需取较小冲裁间隙时,凸、凹模应选用特殊的模具材料,同时要提高凸、凹模刃口处的硬度和降低粗糙度。
在剪切变形时,由于凸、凹模与材料接触面的相对运动而产生了摩擦力,刃口侧壁的摩擦力对板料断裂分离过程的影响要比端面的摩擦力大得多,但其影响机制尚需进一步研究。
另外,摩擦力对凸、凹模刃口造成的磨损是影响模具寿命的重要因素之一。
由冲裁件的断裂特点,冲裁中凸模不必进入凹模,这样不仅可以防止发生啃刃现象,同时可以减少凸模刃口侧面的磨损,提高凸模修磨的质量。