常见冲压质量问题与解决—产生冲压件质量缺陷的分析报告
- 格式:ppt
- 大小:1.46 MB
- 文档页数:26
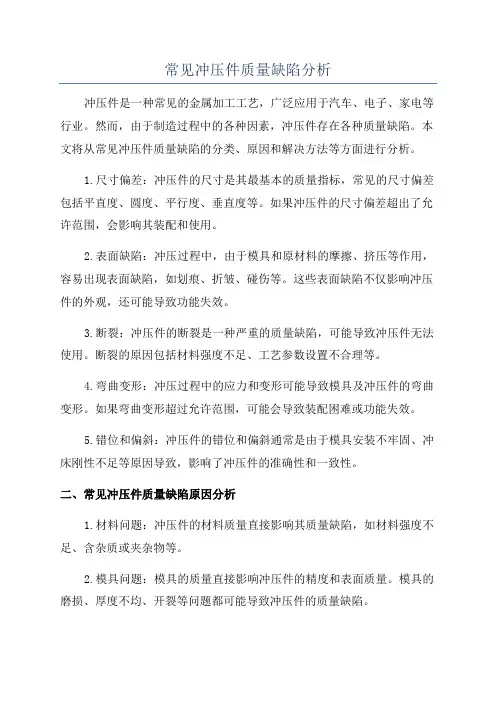
常见冲压件质量缺陷分析冲压件是一种常见的金属加工工艺,广泛应用于汽车、电子、家电等行业。
然而,由于制造过程中的各种因素,冲压件存在各种质量缺陷。
本文将从常见冲压件质量缺陷的分类、原因和解决方法等方面进行分析。
1.尺寸偏差:冲压件的尺寸是其最基本的质量指标,常见的尺寸偏差包括平直度、圆度、平行度、垂直度等。
如果冲压件的尺寸偏差超出了允许范围,会影响其装配和使用。
2.表面缺陷:冲压过程中,由于模具和原材料的摩擦、挤压等作用,容易出现表面缺陷,如划痕、折皱、碰伤等。
这些表面缺陷不仅影响冲压件的外观,还可能导致功能失效。
3.断裂:冲压件的断裂是一种严重的质量缺陷,可能导致冲压件无法使用。
断裂的原因包括材料强度不足、工艺参数设置不合理等。
4.弯曲变形:冲压过程中的应力和变形可能导致模具及冲压件的弯曲变形。
如果弯曲变形超过允许范围,可能会导致装配困难或功能失效。
5.错位和偏斜:冲压件的错位和偏斜通常是由于模具安装不牢固、冲床刚性不足等原因导致,影响了冲压件的准确性和一致性。
二、常见冲压件质量缺陷原因分析1.材料问题:冲压件的材料质量直接影响其质量缺陷,如材料强度不足、含杂质或夹杂物等。
2.模具问题:模具的质量直接影响冲压件的精度和表面质量。
模具的磨损、厚度不均、开裂等问题都可能导致冲压件的质量缺陷。
3.工艺问题:冲压件的质量缺陷往往与冲压工艺参数的设置不合理有关。
例如,冲压速度过快、冲压压力不均匀等都可能导致质量缺陷。
4.设备问题:冲压件质量缺陷还可能与冲压设备的性能和状态有关,如冲床刚性不足、冲压力不稳定等。
三、常见冲压件质量缺陷解决方法1.加强材料的检验和筛选,确保材料质量符合要求。
材料缺陷的种类和级别一般应符合国家相关标准。
2.合理设计和制造模具,确保模具的精度和耐磨性。
及时维护和修复模具,延长其使用寿命。
3.优化冲压工艺参数,确保冲压过程中的力、速度、温度等参数合理。
使用先进的数控冲压设备,提高冲压精度和一致性。
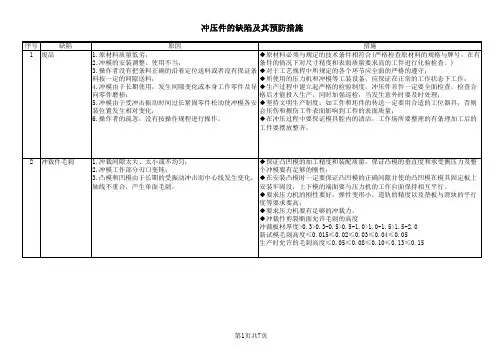
苏州同展电子科技有限公司常见冲压质量问题及解决——产生冲压件质量缺陷的分析主讲人:张星培训内容总括一、冲裁件的常见缺陷及原因分析二、弯曲件的常见缺陷及原因分析三、大型曲面拉深件的常见缺陷及原因分析一、冲裁件的常见缺陷及原因分析冲裁是利用模具使板料分离的冲压工序。
冲裁件常见缺陷有:毛刺、制件表面翘曲、尺寸超差。
1、毛刺在板料冲裁中,产生不同程度的毛刺,一般来讲是很难避免的,但是提高制件的工艺性,改善冲压条件,就能减小毛刺。
产生毛刺的原因主要有以下几方面:1.1 间隙冲裁间隙过大、过小或不均匀均可产生毛刺。
影响间隙过大、过小或不均匀的有如下因素:a 模具制造误差-冲模零件加工不符合图纸、底板平行度不好等;b 模具装配误差-导向部分间隙大、凸凹模装配不同心等;c 压力机精度差—如压力机导轨间隙过大,滑块底面与工作台表面的平行度不好,或是滑块行程与压力机台面的垂直度不好,工作台刚性差,在冲裁时产生挠度,均能引起间隙的变化;d 安装误差—如冲模上下底板表面在安装时未擦干净或对大型冲模上模的紧固方法不当,冲模上下模安装不同心(尤其是无导柱模)而引起工作部分倾斜;e 冲模结构不合理-冲模及工作部分刚度不够,冲裁力不平衡等;d 钢板的瓢曲度大-钢板不平。
1.2 刀口钝刃口磨损变钝或啃伤均能产生毛刺。
影响刃口变钝的因素有:a 模具凸、凹模的材质及其表面处理状态不良,耐磨性差;b 冲模结构不良,刚性差,造成啃伤;c 操作时不及时润滑,磨损快;d 没有及时磨锋刃口。
1.3 冲裁状态不当如毛坯(包括中间制件)与凸模或凹模接触不好,在定位相对高度不当的修边冲孔时,也会由于制件高度低于定位相对高度,在冲裁过程中制件形状与刃口形状不服帖而产生毛刺。
1.4 模具结构不当1.5 材料不符工艺规定材料厚度严重超差或用错料(如钢号不对)引起相对间隙不合理而使制件产生毛刺。
1.6 制件的工艺性差-形状复杂有凸出或凹入的尖角均易因磨损过快而产生毛刺。
常见冲压质量问题及解决——产生冲压件质量缺陷的分析培训内容总括一、冲裁件的常见缺陷及原因分析二、弯曲件的常见缺陷及原因分析三、大型曲面拉深件的常见缺陷及原因分析。
四、冲压件检验工具的使用一、冲裁件的常见缺陷及原因分析冲裁是利用模具使板料分离的冲压工序。
冲裁件常见缺陷有:毛刺、制件表面翘曲、尺寸超差。
1、毛刺在板料冲裁中,产生不同程度的毛刺,一般来讲是很难避免的,但是提高制件的工艺性,改善冲压条件,就能减小毛刺。
产生毛刺的原因主要有以下几方面:1.1 间隙冲裁间隙过大、过小或不均匀均可产生毛刺。
影响间隙过大、过小或不均匀的有如下因素:a 模具制造误差-冲模零件加工不符合图纸、底板平行度不好等;b 模具装配误差-导向部分间隙大、凸凹模装配不同心等;c 压力机精度差—如压力机导轨间隙过大,滑块底面与工作台表面的平行度不好,或是滑块行程与压力机台面的垂直度不好,工作台刚性差,在冲裁时产生挠度,均能引起间隙的变化;d 安装误差—如冲模上下底板表面在安装时未擦干净或对大型冲模上模的紧固方法不当,冲模上下模安装不同心(尤其是无导柱模)而引起工作部分倾斜;e 冲模结构不合理-冲模及工作部分刚度不够,冲裁力不平衡等;d 钢板的瓢曲度大-钢板不平。
1.2 刀口钝刃口磨损变钝或啃伤均能产生毛刺。
影响刃口变钝的因素有:a 模具凸、凹模的材质及其表面处理状态不良,耐磨性差;b 冲模结构不良,刚性差,造成啃伤;c 操作时不及时润滑,磨损快;d 没有及时磨锋刃口。
1.3 冲裁状态不当如毛坯(包括中间制件)与凸模或凹模接触不好,在定位相对高度不当的修边冲孔时,也会由于制件高度低于定位相对高度,在冲裁过程中制件形状与刃口形状不服帖而产生毛刺。
1.4 模具结构不当1.5 材料不符工艺规定材料厚度严重超差或用错料(如钢号不对)引起相对间隙不合理而使制件产生毛刺。
1.6 制件的工艺性差-形状复杂有凸出或凹入的尖角均易因磨损过快而产生毛刺。

常见冲压质量问题及解决之冲裁件的常见缺陷及原因分析冲裁件的常见缺陷及原因分析冲裁是利用模具使板料分离的冲压工序。
冲裁件常见缺陷有:毛刺、制件表面翘曲、尺寸超差。
1、毛刺在板料冲裁中,产生不同程度的毛刺,一般来讲是很难避免的,但是提高制件的工艺性,改善冲压条件,就能减小毛刺。
产生毛刺的原因主要有以下几方面:1.1 间隙冲裁间隙过大、过小或不均匀均可产生毛刺。
影响间隙过大、过小或不均匀的有如下因素:a 模具制造误差-冲模零件加工不符合图纸、底板平行度不好等;b 模具装配误差-导向部分间隙大、凸凹模装配不同心等;c 压力机精度差-如压力机导轨间隙过大,滑块底面与工作台表面的平行度不好,或是滑块行程与压力机台面的垂直度不好,工作台刚性差,在冲裁时产生挠度,均能引起间隙的变化;d 安装误差-如冲模上下底板表面在安装时未擦干净或对大型冲模上模的紧固方法不当,冲模上下模安装不同心(尤其是无导柱模)而引起工作部分倾斜;e 冲模结构不合理-冲模及工作部分刚度不够,冲裁力不平衡等;d 钢板的瓢曲度大-钢板不平。
1。
2 刀口钝刃口磨损变钝或啃伤均能产生毛刺。
影响刃口变钝的因素有:a 模具凸、凹模的材质及其表面处理状态不良,耐磨性差;b 冲模结构不良,刚性差,造成啃伤;c 操作时不及时润滑,磨损快;d 没有及时磨锋刃口。
1.3 冲裁状态不当如毛坯(包括中间制件)与凸模或凹模接触不好,在定位相对高度不当的修边冲孔时,也会由于制件高度低于定位相对高度,在冲裁过程中制件形状与刃口形状不服帖而产生毛刺。
1.4 模具结构不当1.5 材料不符工艺规定材料厚度严重超差或用错料(如钢号不对)引起相对间隙不合理而使制件产生毛刺。
1。
6 制件的工艺性差-形状复杂有凸出或凹入的尖角均易因磨损过快而产生毛刺。
小结:毛刺的产生,不仅使冲裁以后的变形工序由于产生应力集中而容易开裂,同时也给后续工序毛坯的分层带来困难。
大的毛刺容易把手划伤;焊接时两张钢板接合不好,易焊穿,焊不牢;铆接时则易产生铆接间隙或引起铆裂。