数控机床的位置检测装置
- 格式:ppt
- 大小:381.50 KB
- 文档页数:15



数控机床对检测装置的主要要求和分类
位置检测装置的组成:位置检测装置由检测元件(传感器)和信号处理装置组成。
位置检测装置的作用:实时测量执行部件的位移和速度信号,并变换成位置掌握单元所要求的信号形式。
是闭环、半闭环进给伺服系统的重要组成部分。
闭环和半闭环数控机床的加工精度在很大程度上由位置检测装置的精度打算,在设计数控机床进给伺服系统,尤其是高精度进给伺服系统时,必需细心选择位置检测装置。
位置检测装置的精度:系统精度和辨别率。
1、数控机床对检测装置的主要要求
(1)受温、湿度影响小,工作牢靠,抗干扰力量强;
(2)在机床移动范围内满意精度和速度要求;
(3)使用维护便利,适合机床运行环境;
(4)成本低;
(5)易于实现高速的动态测量。
2、位置检测装置分类
数控系统中的检测装置分为位移、速度和电流三种类型。
(1)安装的位置及耦合方式——直接测量和间接测量;
(2)测量方法——增量型和肯定型;
(3)检测信号的类型——模拟式和数字式;
(4)运动型式——回转型和直线型;
(5)信号转换的原理——光电效应、光栅效应、电磁感应原理、压电效应、压阻效应和磁阻效应等。
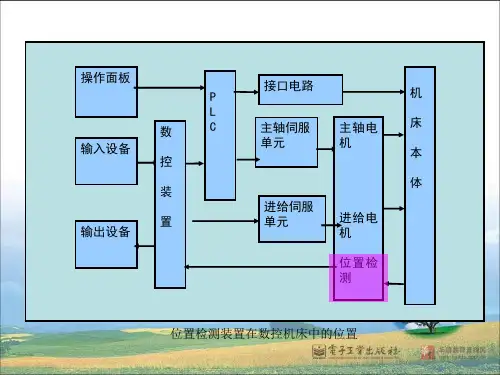
1.开环控制数控机床没有位置检测装置,闭环控制数控机床的位置检测装置安装在机床刀架或工作台等执行部件上。
2.闭环和半闭环控制数控机床都有位置检测装置,半闭环控制机床的位置检测装置安装在伺服电机或丝杠的端部。
3.点位控制数控机床的特点是机床的运动部件只能够实现从一个位置到另一个位置的精确定位,从一个位置到另一个位置的移动轨迹则无严格要求。
4.直线控制数控机床的特点是机床的运动部件不仅要实现从一个位置到另一个位置的精确定位,而且要求机床工作台或刀具以给定的进给速度,沿平行于坐标轴的方向或与坐标轴成45度的方向进行直线移动和切削加工。
5.轮廓控制数控机床的特点是机床的运动部件能够实现两个或两个以上坐标轴的联动控制,使刀具与工件间的相对运动符合工件轮廓要求。
6.两轴半联动除了控制两个坐标轴联动外,还同时控制第三坐标轴做周期性进给运动,可以实现简单曲面的轨迹控制。
7.数控机床采的有是右手笛卡儿坐标系,大拇指指向X轴的正方向,食指指向Y轴的正方向,中指指向Z轴的正方向,刀具远离工件的方向作为坐标轴的正方向。
8.在确定数控机床坐标轴时,一般先确定Z轴,后确定其他轴。
通常将平行于机床主轴的方向定为Z坐标轴,刀具远离工件的方向作为Z轴的正方向。
9.对于工件旋转类机床(如数控车床、外圆磨床)等,X轴方向是在工件的径向上,且平行于横滑座。
10.在数控铣床上加工零件时,为了减少加工面上接刀的痕迹,提高轮廓表面的质量,应避免法向切入、切出,最好沿零件轮廓延长线从切向切入和切出工件。
11.对于刀具旋转类机床,如果Z轴是垂直的,则面对刀具主轴向立柱方向看,X轴的正方向为向右方向,如果Z轴是水平的,则从刀具主轴后端向工件方向看,X轴的正方向为向右方向。
12.选择铣刀类型应与工件表面形状与尺寸等相适应,加工较大的平面应选择面铣刀;加工凹槽、较小的台阶面及平面轮廓应选择立铣刀;加工空间曲面、模具型腔或凸模成形表面等多选用模具铣刀;加工各种直的或圆弧形的凹槽、斜角面、特殊孔等应选用成形铣刀。