圆盘剪的剪切原理及剪切缺陷分析
- 格式:pdf
- 大小:321.38 KB
- 文档页数:3
圆盘剪的剪切原理及剪切缺陷分析
发布时间:2021-12-10T07:26:58.021Z 来源:《防护工程》2021年25期 作者: 马斌
[导读] 同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
南京钢铁股份有限公司 江苏南京 210000
摘要:圆盘剪又称切边剪,是带材和板材生产线的关键设备之一。其主要功能是通过精确控制钢板宽度,满足客户对产品宽度的严格要求。同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
关键词:圆盘剪;剪切;缺陷
圆盘剪是生产板材的主要设备,用于剪切带钢边缘缺陷,保证全带钢宽度的一致性,提高带钢宽度精度,广泛应用于推拉酸洗装置、连续
酸洗装置、酸洗-轧机联合装置、精整装置、重卷装置,是生产带材的重要设备。同时,剪切机是轧机最重要的辅助设备之一,也是金属材
料切割的机械设备。圆盘剪近年来已广泛应用于中厚板剪切生产中,具有划痕小、剪切质量好、磨损小等优点,能保证钢板平整度及断面
光滑。
1圆盘剪概述
圆盘剪全称是圆盘式剪切机,当圆盘被剪切时,剪刃和轧件以相同速度运动,并经历连续的圆周运动,形成一对无端点剪切。其一般放置在带材和板材剪切线上,对运动板材或带材两侧边缘进行纵向剪切,使剪后带钢或板材边缘准确、干净、无毛刺。按用途分为切边剪
和分条剪;根据传动形式,有拉剪和动力剪。拉剪是由后拉力辊或卷取机拉动的无传动圆盘剪。动力剪有自己的传动装置,其中一些还配
有离合器。使用拉剪时,离合器可根据情况打开。
2圆盘剪的剪切原理
圆盘剪由上下两片圆形刀片组成,用于剪切钢板边缘,两片刀片垂直排列,有一定形式的错位,使上下刀片形成一定程度的重叠量及侧间隙。钢板边缘进入圆盘剪接触剪刃后,刀片向带钢施加剪切力,刀盘旋转,剪刃刃口间距减小,带钢开始逐渐变形,先弹性变形,再
塑性变形,当变形量累积到一定程度时,剪裂产生并进一步扩展,废边与整个钢板分离,完成整个剪切过程,基本上包括以下四个连续阶
段。
(1)弹性变形阶段。钢板在传输系统的带入下进入圆盘剪,边缘与圆盘剪剪刃接触,根据材料成型原理,此时钢板边部会发生轻微变形,当外力消失时,变形恢复到原始形式,即弹性变形阶段。
(2)塑性变形阶段。圆盘剪剪刃继续作用于钢板边缘,根据材料成形原理,钢板边缘的内应力逐渐增大,当钢板达到屈服点时,其边缘将永久变形,即使在外力消失后,钢板也无法恢复其原始形状,即塑性变形阶段。此时作用力保持不变,钢板和边缘之间的连接被拉
长,然后变细。
(3)剪裂阶段。随着圆盘剪剪刃的不断靠近,剪切力增大,钢板边缘与剪刃边缘交界处出现应力集中,此时会产生一些裂纹和毛刺。
(4)分离阶段。圆盘剪剪刃继续挤压钢板边缘,裂纹将扩展并最终发展为裂缝,最终使钢板边部与钢板彻底分离,此时分离的钢板条沿溜槽进入碎边剪,切割成碎片条状,用输送带运出生产线,完成整个剪切。
3圆盘剪主要技术参数的选择
剪刃间隙量的选择。调整圆盘剪上下剪刃间的合理间隙时,钢板剪切截面应平整无毛刺,圆盘剪所需剪切力应最小。对于需剪切边部的钢板,上下剪刃间隙的调整主要取决于钢板厚度与力学性能。一般来说,对变形抗力小钢板,圆盘剪上下剪刃间隙小于变形抗力大钢
板;薄钢板调整圆盘剪上下剪刃间隙时,间隙应小于厚钢板间隙。
剪刃重叠量的选择。圆盘剪上下剪刃重叠量取决于钢板厚度和力学性能。钢板厚度越大,其重合量越大。实际生产中,剪刃重叠量装配不应太小。若太小,剪刃磨损会增加,特别是当刀片不均匀时,上下剪刃易相互啮伤。若太大,剪切时,毛边往上翘,易造成边丝跑
出,引发事故。
4影响圆盘剪质量的因素
(1)侧间隙(Gap)对断面质量的影响。侧间隙(Gap)是上下圆盘剪刀片水平距离,是控制其剪切过程中的一个重要参数,侧间隙主要撕扯带钢边缘,若控制不正确,钢板边缘会产生毛刺、边浪、二次剪切等缺陷。因此,为了保证切边质量,必须提供合理的侧间隙。剪刃间
隙通常由钢板厚度和性能决定,为钢板厚度的3%~7%。 (2)重叠量(Lap)对断面质量的影响。重叠量(Lap)是圆盘剪上下剪刃刀片垂直距离,规定剪刃重叠时为+Lap,反之为-Lap。重叠量也是控制圆盘剪剪切过程的一个重要参数,它将切割钢板边缘,控制不当会导致钢板边部切不断或刀片磨损加剧等缺陷。为保证良好的剪切
效果,应尽可能保证最小Lap值,钢板越厚,Lap越小,甚至是负值。
5圆盘剪造成的质量缺陷及解决措施
圆盘剪刀缝由2个垂直、水平刀缝组成,其值随钢板厚度增加而增加,与钢板厚度呈线性关系。
(1)双眼皮、锯齿和毛刺现象。当刀缝实际值小于本厚度规范中钢板理论剪切计算值时,钢板纵断面易出现双眼皮;反之,当实际刀缝值大于本厚度规范中钢板理论剪切计算值时,钢板纵断面易出现锯齿与毛刺。因而,需更换剪刃时合理安装,确保四片剪刃刀片平面垂
直于驱动轴,以确保刀片旋转时整个圆周刀缝值相同。更换刀片后,应准确测量及校准刀缝值,以尽量减少人为测量误差。
(2)纵断面颜色不均匀,有明显的接痕。由于操作等原因,剪切钢板温度有时超过200℃,导致剪后钢板颜色较深,甚至接近蓝色;此外,若剪切过程中碎边剪出现故障,导致异常剪切,则钢板温度将迅速下降,剪后钢板颜色将发生变化。因此,圆盘剪切前可安装测温
仪,严格控制剪切温度,减少断面颜色不一致。
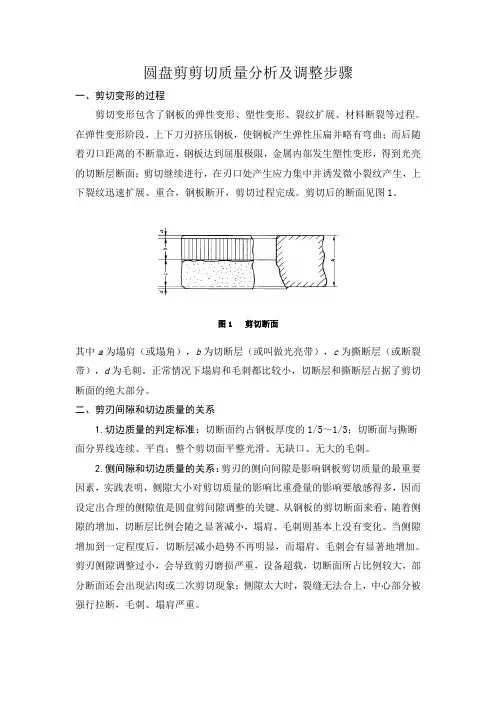
6圆盘剪剪切质量
(1)弹性阶段穹弯问题。当钢板被切断时,穹弯会出现一定程度反弹。当钢板发生塑性变形时,通过刀盘切割滑移获得的断面光滑,且反弹后光滑面与刀盘有二次接触摩擦,因此切断区中存在层层竖状条纹。图1(a)所示的灰白色横向相间沟壑纹路是钢板塑性变形硬化后,
经穹弯与刀盘的反弹接触,二次与刀盘摩擦硬化造成,不利于轧制。轧制钢板的边缘效应由断面条纹及不规则断裂边界形成,如图1(b)所
示,超出边界的轧制钢板边缘成为坑点状裂边。
图1 轧后钢板边部
这是剪刃崩刃的原因之一。为了消除二次加工中硬化问题,剪刃布置呈八字,为剪切后刀片留出反弹空间。八字调整方案单面约为
2mm/1000mm,根据设备安装精度略有偏差。
(2)塑性、断裂阶段的问题。带钢塑性变形过程是导致金属中开动位错的过程,此过程与刀盘侧隙有关。当刀盘侧隙值大时,上下刀盘间有许多金属内部位错,带钢屈服强度也较高,剪刃对带钢材质加工硬化程度高,钢板塑性降低,轧制时更易出现裂边,因此在允许的
侧隙范围内,应选择较小值作为侧隙。
(3)带钢本身软硬度影响。由于原材料带材软硬度不同,致使不同阶段的变形程度也不同。对于硬带材,应适当增加剪刃侧隙;若较软,则必须减小侧隙。较大侧隙能使撕裂层相对较厚,其强度更接近母材本身,减少加工硬化度。
(4)外界条件的影响。除剪切因素外,还存在纠偏系统和板形等外部条件影响。带材本身大浪边及镰刀弯等增加了纠偏机构的偏转,特别是在纠偏中,带钢左右偏转会对剪刃产生交变横向力,使剪刃崩刃。纠偏系统的灵敏度也会影响带钢剪切。在正常情况下,纠偏机构
允许带钢进入盘剪中位进入剪切,当带钢停止运动时,纠偏系统不再具有纠偏动作,且带钢处于中位。此时若系统过于敏感,即使在中
位,纠偏系统也会左右摆动,导致切断裂纹扩展无序,剪刃处交变力更复杂,剪切断面不均匀,有沟壑,甚至剪刃崩刃。
7技术途径与措施
(1)合理调整圆盘剪上下剪刃重叠量水平和碎边剪刃间隙。经分析表明,圆盘剪上下剪刃重叠量与水平间隙和剪切厚度调整有关,通过跟踪比较不同厚度板材调整量,能得到厚度变化后需调整的数据参数。
(2)采用直流机调节碎边剪转速,实现圆碎匹配。切碎后,观察板材弯曲度及长度,确定剪切线速度是否与碎边剪线速度相匹配,及时调整碎边剪直流机速度,有研究表明,碎边剪剪切线速度比圆盘剪线速度高约20%,实现了最佳匹配,有效避免了速度失配引起的卡钢
现象。
(3)圆盘剪剪刃与溜槽间缝隙应合理布置。按补焊溜槽缝隙耗时长及重叠量调整要求分类管理其剪刃,相似直径编为一组。更换时,根据直径由大到小原则对其逐组使用,当缝隙大于3mm时,应补焊溜槽,以确保不会因缝隙过大而卡钢。通过对剪刃的分类管理,合理安排
其使用顺序,可有效减少补焊和调整重叠量次数,大幅提高效率。
(4)实现在线清坑。考虑到清料斗坑所需时间,设计制作吊具,上接天车,下接电源,电磁开关由地面人员控制,提高清坑效率,避免不安全因素,实现在线清坑,以提高作业时间。 (5)采用小规格板在线对中和二次对中。切割小规格板时,第二块钢板头部与第一块钢板尾部重叠约6m,在切割第一块钢板后期,实现了第二块钢板的对中,克服了对中和切割不能同时进行的矛盾,节省了大量对中时间。对于倾斜钢板,停下剪切重新对中剪切标记,
直至横剪断开剪齐,以避免因尾部剪切不净和镰刀弯而重复剪切。
总之,圆盘剪是一种剪切装置,用于沿宽度分条、切边板材或带材,以满足宽度规格和边缘要求,主要用于冷(热)轧机组、酸洗机组、重卷机组、拉弯矫直机组终端工艺配置。另外,圆盘剪是一种用于连续纵向剪切钢带的剪切机,也是螺旋缝焊管机组及纵剪机组钢带工作
宽度定尺装置。其剪刃为圆盘形,可准确确定钢带宽度,消除或减少轧制钢带时形成的月牙形弯作用。
参考文献
[1]吴建强.圆盘剪的剪切质量分析[J].钢管,2015(05).
[2]陈东文.圆盘剪剪切工艺优化研究[J].轧钢,2015(02).