圆盘剪
- 格式:ppt
- 大小:745.50 KB
- 文档页数:18

圆盘剪
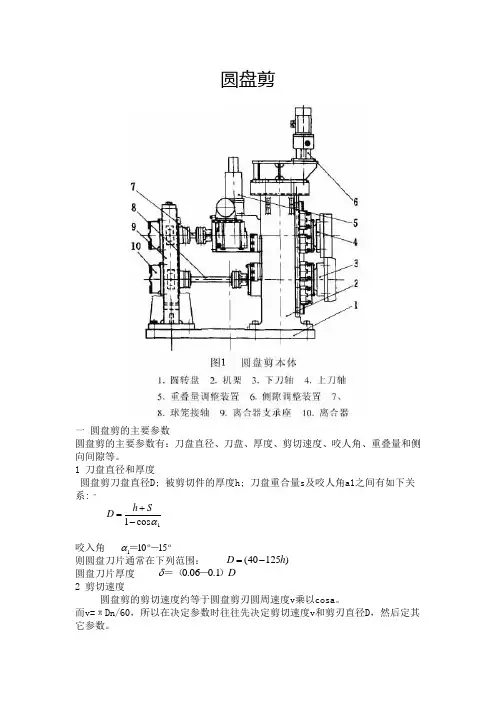
一 圆盘剪的主要参数
圆盘剪的主要参数有:刀盘直径、刀盘、厚度、剪切速度、咬人角、重叠量和侧向间隙等。
1 刀盘直径和厚度
圆盘剪刀盘直径D; 被剪切件的厚度h; 刀盘重合量s及咬人角a1之间有如下关系: ”
咬入角
则圆盘刀片通常在下列范围:
圆盘刀片厚度
2 剪切速度
圆盘剪的剪切速度约等于圆盘剪刃圆周速度v乘以cosa。
而v=πDn/60,所以在决定参数时往往先决定剪切速度v和剪刃直径D,然后定其它参数。 1cos1ShD15101-=)12540(hDD)-=(1.006.03 刀盘的重合量和侧向间隙
①重合量 重合量与板带厚度有关,在剪切操作中要加以调节。若剪刃的重合量不够,在剪切时会引起机械超负荷和带材局部弯曲。剪刃重合量太大,则引起带材的“翘起”上下刀片重叠量。一般根据被剪切钢板厚度选取,当剪切薄板, h<2mm时;采用正的重叠量。
②刀盘侧向间隙的大小与板厚有关。当h〈3mm 时,S=(0.03~0.05)h。h为板厚
二 剪刃间隙调整和切边质量的关系
1 侧隙和切边质量的关系
剪刃的侧向间隙是影响带钢剪切质量的最重要因素,实践表明,侧隙大小对剪切质量的影响比重叠量的影响要敏感得多,因而设定出合理的侧隙值是
圆盘剪间隙调整的关键。
从带钢的剪切断面来看,在刚开始调整时,随着侧隙的增加,切断层比例会随之显著减小,塌肩、毛刺则基本上没有变化。当侧隙增加到一定程度后,切
断层减小趋势不再明显,而塌肩、毛刺会有显著地增加。剪刃侧隙调整过小,会导致剪刃磨损严重,设备超载,切断面所占比例较大,部分断面还会出现二次
剪断现象;侧隙太大时,裂缝无法合上,中心部分被强行拉断,剪切面不平整,毛刺、塌肩严重。
2 重叠量和切边质量的关系
剪刃重叠量应根据带钢厚度及剪切情况进行调整,一般来说重叠量太小时,会造成剪切力太大,边部弯曲产生扣头现象,严重者会造成剪切下的带边在溜槽内卡钢;重叠量过大时则可能会造成带钢无法剪切或板边从溜槽上方窜出。

圆盘剪的剪切原理及剪切缺陷分析
发布时间:2021-12-10T07:26:58.021Z 来源:《防护工程》2021年25期 作者: 马斌
[导读] 同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
南京钢铁股份有限公司 江苏南京 210000
摘要:圆盘剪又称切边剪,是带材和板材生产线的关键设备之一。其主要功能是通过精确控制钢板宽度,满足客户对产品宽度的严格要求。同时,消除了上游原材料的边缘缺陷,避免了产品质量下降,为下游生产线提供了安全保障。
关键词:圆盘剪;剪切;缺陷
圆盘剪是生产板材的主要设备,用于剪切带钢边缘缺陷,保证全带钢宽度的一致性,提高带钢宽度精度,广泛应用于推拉酸洗装置、连续
酸洗装置、酸洗-轧机联合装置、精整装置、重卷装置,是生产带材的重要设备。同时,剪切机是轧机最重要的辅助设备之一,也是金属材
料切割的机械设备。圆盘剪近年来已广泛应用于中厚板剪切生产中,具有划痕小、剪切质量好、磨损小等优点,能保证钢板平整度及断面
光滑。
1圆盘剪概述
圆盘剪全称是圆盘式剪切机,当圆盘被剪切时,剪刃和轧件以相同速度运动,并经历连续的圆周运动,形成一对无端点剪切。其一般放置在带材和板材剪切线上,对运动板材或带材两侧边缘进行纵向剪切,使剪后带钢或板材边缘准确、干净、无毛刺。按用途分为切边剪
和分条剪;根据传动形式,有拉剪和动力剪。拉剪是由后拉力辊或卷取机拉动的无传动圆盘剪。动力剪有自己的传动装置,其中一些还配
有离合器。使用拉剪时,离合器可根据情况打开。
2圆盘剪的剪切原理
圆盘剪由上下两片圆形刀片组成,用于剪切钢板边缘,两片刀片垂直排列,有一定形式的错位,使上下刀片形成一定程度的重叠量及侧间隙。钢板边缘进入圆盘剪接触剪刃后,刀片向带钢施加剪切力,刀盘旋转,剪刃刃口间距减小,带钢开始逐渐变形,先弹性变形,再
塑性变形,当变形量累积到一定程度时,剪裂产生并进一步扩展,废边与整个钢板分离,完成整个剪切过程,基本上包括以下四个连续阶
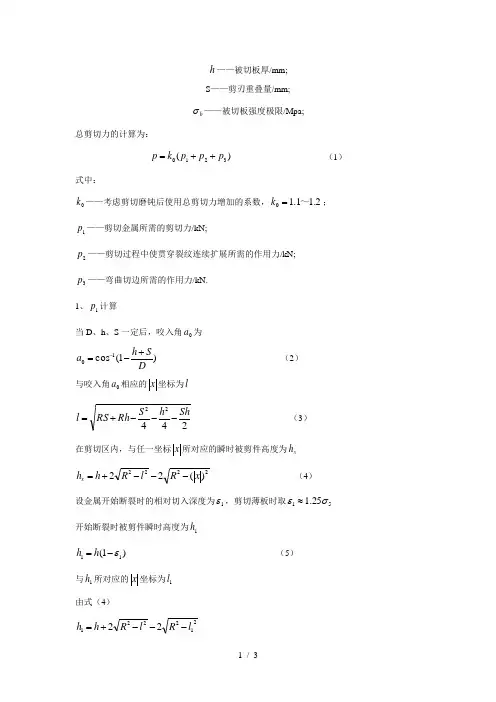
1 / 3 h——被切板厚/mm;
S——剪刃重叠量/mm;
b——被切板强度极限/Mpa;
总剪切力的计算为:
)(3210pppkp (1)
式中:
0k——考虑剪切磨钝后使用总剪切力增加的系数,.211.10~k;
1p——剪切金属所需的剪切力/kN;
2p——剪切过程中使贯穿裂纹连续扩展所需的作用力/kN;
3p——弯曲切边所需的作用力/kN.
1、1p计算
当D、h、S一定后,咬入角0a为
)1(cos10DSha (2)
与咬入角0a相应的x坐标为l
24422ShhSRhRSl (3)
在剪切区内,与任一坐标x所对应的瞬时被剪件高度为xh
2222)(22xRlRhhx (4)
设金属开始断裂时的相对切入深度为1,剪切薄板时取5125.1
开始断裂时被剪件瞬时高度为1h
)1(11hh (5)
与1h所对应的x坐标为1l
由式(4)
21222122lRlRhh 2 / 3 得:
21221212214lRhhll
hdxdxqdpx1
式中:xq——作用在接触弧上水平投影单位长度上的剪切力
由相对切入深度知:
hxtan2
微分后得知:
dhdxtan2
所以纯剪切力为:
ahdhhdxptan2tan2221
式中的a值可利用平行剪单位功数据。
在圆盘剪上冷剪时,a值可按下面公式计算:
bbkka21
式中取121kk,为材料延伸率,查手册取
所以:
ahptan221
查文献总剪切力的计算公式:
)tan1(1zpp

圆盘剪更换剪刃的要求
圆盘剪更换剪刃的要求
圆盘剪是一种常用于修剪草坪和花园植物的工具,其使用寿命与剪刃的质量和使用频率有关。当剪刃变钝或损坏时,需要更换新的剪刃。以下是圆盘剪更换剪刃的要求:
一、选择适合的剪刃
1. 剪刃尺寸:圆盘剪有不同尺寸的剪刃,选择适合自己工具型号的尺寸。
2. 剪刃材质:圆盘剪的常见材质包括钢铁、碳钢、不锈钢等,其中不锈钢耐腐蚀性好,但价格较高。
3. 削切角度:不同类型的圆盘剪有不同的角度,如平面、斜面和凹面等,选择适合自己使用习惯和需要的角度。
二、准备工具
更换圆盘剪的剪刃需要用到以下工具:
1. 扳手或扭力扳手:用于拧下和安装螺丝。
2. 螺丝起子:用于拧下和安装小型螺丝。
3. 钳子:用于夹住螺丝或剪刃。
4. 砂纸:用于打磨剪刃和圆盘。
5. 润滑油:用于润滑剪刃和圆盘。
三、操作步骤
1. 拆卸旧剪刃:使用扳手或扭力扳手拧下固定在圆盘上的螺丝,取下旧剪刃。
2. 清洁圆盘和剪刃:用砂纸打磨圆盘和新的剪刃,去除表面的锈迹和污垢。
3. 安装新剪刃:将新的剪刃放在圆盘上,使用钳子夹住螺丝,拧紧螺丝。注意不要过紧或过松,以免影响使用效果。
4. 润滑和测试:在安装好新的剪刃后,涂抹适量的润滑油,在空气中试运转几次,确保工具正常运转。
四、注意事项
1. 更换时需要注意安全,避免伤害自己。
2. 选择适合自己工具型号的剪刃尺寸。
3. 更换前需要确认是否购买了合适的材质和角度的剪刃。
4. 更换剪刃时需要使用适当的工具,并注意不要过紧或过松。
5. 更换后需要润滑和测试,确保工具正常运转。
总结
更换圆盘剪的剪刃是一项简单但重要的任务,正确选择适合自己工具型号、材质和角度的剪刃,并注意安全和正确操作步骤,可以延长圆盘剪的使用寿命,提高工作效率。