最新spc品质可靠性测试标准(1)
- 格式:doc
- 大小:159.50 KB
- 文档页数:18
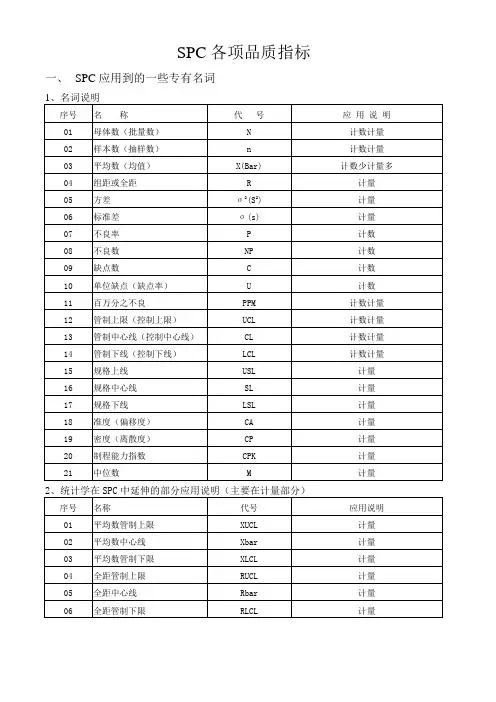
SPC各项品质指标一、SPC应用到的一些专有名词二、品质指标的来源1、产品计量值的规格2、统计学名词(1)组距(R):一组数据中的最大值减最小值。
R=MAX-MIN(2)平均数(Mean,但通常用Xbar或X表示):把一组数据全部相加,再除以该组数据的个数。
X=(X1+X2+……Xn)/n(3)中位数(Median,通常用M表示):把一组数据先按大小顺序排列起来,然后取最中间的一位。
如若该组数据为奇数,则取最中间一位,如若该组数据为偶数,则取中间两位的其中一位。
(4)方差(σ2,有时也用S来表示):有该组数据中每个数据减实际平均数平方的和再除以该数组数据的个数(N)σ 2 = ∑(Xi-Xbar)2n-1(5)标准差(S):可直接由方差开平方得来。
S=σ= [(X1-X )2 +(X2–X)2+…+ (X n-X )2] /(n-1)3管制界限(1)管制中心线(Center line)即实际数据的平均值(即Xbar)(2)管制上限(Upper Control Level, 缩写为UCL)由Xbar加上三倍的标准差(3)管制下限(Low Control Level, 缩写为LCL):由Xbar减去三倍的标准差CL=XbarUCL=Xbar+3σLCL= Xbar-3σ4.品质指标工程能力指數(C Pk),是將工程能力的實力與規格相比較,做為判斷工程是否能制出滿足規格的制品.(1).制程准确度Ca(Capability Of Accuracy)Ca =(實際平均值-規格中心值)/規格公差的一半╳100%(X-μ) ×100%T/2規格公差(T)=規格上限-規格下限=Su-Si(2). 製程精密度Cp(Capability Of Precision)Cp =規格公差/6倍標準差= T / 6單邊規格時:=規格上限-平均值/3倍標準差或= 平均值-規格下限/3倍標準差(3). 製程能力指數C Pk = (1-K)T / 6δ = (1- Ca) ×Cp(δ表示標準差). 单边规格时CPK=CP工程能力有無之評價基準(4).百万分之不良PPM:有的叫DPPM,它是一个概率的概念。
SPC管理规定前言为确保产品的质量以及满足客户的需求,公司制定了SPC管理规定。
SPC是统计过程控制(Statistical Process Control)的缩写,是一种通过使用统计方法监测和控制生产过程的方法,以确保生产出的产品符合所设计的要求。
目的SPC管理规定的目的是在生产过程中实现品质稳定,提高生产效率,减少浪费和缺陷率。
通过SPC管理规定,公司可以预测生产过程的稳定性和一致性,及时检测并解决生产设备和过程中出现的问题。
范围SPC管理规定适用于所有与客户有直接关系的产品生产过程。
该规定涵盖的所有步骤包括但不限于:采购、设计、开发、生产、测试、验收、交付及售后服务。
SPC的实施流程以下是SPC的实施流程:第一步:确定SPC的应用范围SPC的应用范围应该明确定义,选择具体的工序和参数,以确保统计结果具有代表性。
第二步:确定采集数据的时间和方式在SPC实施过程中,数据采集时间和方式是非常重要的。
如果数据采集不准确或不完整,则无法进行有效的SPC分析和控制。
因此,必须制定准确、明确、可靠的数据采集计划和方法。
第三步:采集和分析数据收集到的数据应被录入到SPC数据表中,以便分析和图形化展示。
SPC应用的主要可视化工具是控制图(Control Charts)。
控制图可以根据数据变异性(如方差、标准偏差等)进行分类,以检测工艺是否处于控制状态。
第四步:制定纠正措施如果控制图中数据出现偏离控制界限的情况,应制定并实施纠正措施,以便重新控制并稳定工艺。
第五步:持续优化通过SPC的周期性应用,可以不断地对产品及工艺进行持续优化,以提高产品的品质、可靠性和生产效率。
防止SPC错误的方法下面是一些可用于防范SPC错误的方法:•在数据采集前进行培训和指导,确保员工熟悉所需数据及如何采集。
•确定正确的数据采集方法和设备。
•确保数据可靠性和准确性,确保所有数据都被正确地收集并记录在SPC数据表中。
•对SPC检测方法进行持续监控和纠正。

存储性能理事会(storage performance council,SPC)是一家非营利组织,主要使命是定义存储系统基准测试、实现其标准化并进行推广,为计算机行业及其客户提供客观、可验证的性能数据。
SPC 成员对所有公司、学术机构和个人开放。
根据存储行业的需要和行业所关心的问题,SPC在2001年创建了第一个行业标准性能基准测试,目标是推动存储性能的提高。
目前IBM,HP,Sun,HDS,Dell 等存储业内的巨头都是SPC的重要会员,并且都视自身产品获得更高的SPC标准评分为荣誉。
由于某种原因,存储业内的另一个巨头EMC一直未能参加SPC,这不免让我们有些遗憾。
SPC最为著名的标准是SPC-1和SPC-2。
几乎每个月都会有厂商将自己产品的SPC-1和SPC-2的测试结果公布,可以说这两个标准是目前存储业内公认的最为活跃的测试标准。
SPC-1基准测试体现了存储供应商衡量存储系统处理复杂请求和大量数据的基本性能,其主要衡量存储系统在随机I/O负荷下的吞吐量(IOPS)。
而SPC-2则主要衡量在各种高负荷连续读写应用场合下存储系统的带宽(MB/s)。
SPC-1设计一个专门为测试存储系统在典型业务应用场合下的负载模型,这个负载模型连续不断地对业务系统并发的做查询和更新的工作,因此其主要由随机I/O组成。
这些随机I/O的操作涉及数据库型的OLTP应用以及E-mail系统应用,能够很好地衡量存储系统的吞吐量(IOPS)指标。
SPC-2与SPC-1测量的模式完全不同,它由3个不同负荷模型构成,主要衡量存储系统在连续大规模移动数据时的性能。
这3种负荷模型包括:(1)大文件处理模型。
该模型模拟同时读写多个大容量模型的应用场景,这些场景一般常用在科学计算和大规模金融计算领域中。
(2)大数据量的数据库查询模型。
该模型模拟数据之间的大量连接(join)和全表扫描应用场景,这些场景一般常用在数据挖掘和常务智能领域。
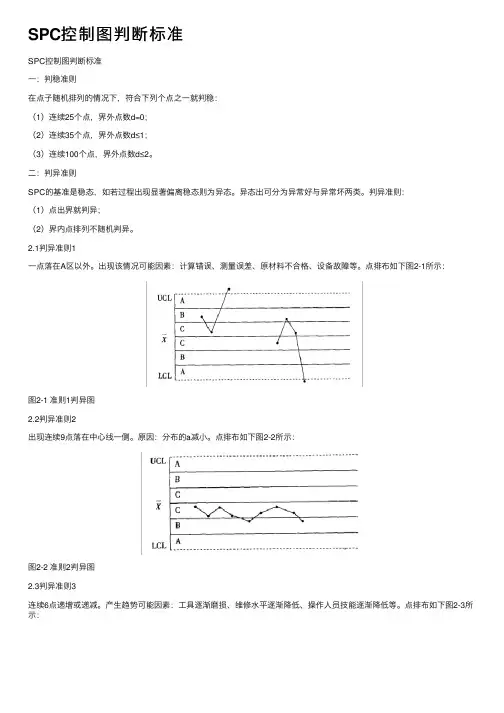
SPC控制图判断标准SPC控制图判断标准⼀:判稳准则在点⼦随机排列的情况下,符合下列个点之⼀就判稳:(1)连续25个点,界外点数d=0;(2)连续35个点,界外点数d≤1;(3)连续100个点,界外点数d≤2。
⼆:判异准则SPC的基准是稳态,如若过程出现显著偏离稳态则为异态。
异态出可分为异常好与异常坏两类。
判异准则:(1)点出界就判异;(2)界内点排列不随机判异。
2.1判异准则1⼀点落在A区以外。
出现该情况可能因素:计算错误、测量误差、原材料不合格、设备故障等。
点排布如下图2-1所⽰:图2-1 准则1判异图2.2判异准则2出现连续9点落在中⼼线⼀侧。
原因:分布的a减⼩。
点排布如下图2-2所⽰:图2-2 准则2判异图2.3判异准则3连续6点递增或递减。
产⽣趋势可能因素:⼯具逐渐磨损、维修⽔平逐渐降低、操作⼈员技能逐渐降低等。
点排布如下图2-3所⽰:图2-3 准则3判异图2.4判异准则4连续14点中相邻点上下交替。
产⽣趋势可能因素:轮流使⽤两台设备、两位⼈员轮流操作。
点排布如下图2-4所⽰:图2-4 准则4判异图2.5判异准则5连续3点落在中⼼线同⼀侧的B区以外。
产⽣趋势可能因素:参数u发⽣了变化。
点排布如下图2-5所⽰:图2-5准则5判异图2.6判异准则6连续5点中有4点落在中⼼线同⼀侧的C区以外。
表明参数u发⽣了变化。
点排布如下图2-6所⽰:图2-6准则6判异图2.7判异准则715点在C区中⼼线上下。
可能原因:①是否应⽤了假数据,弄虚作假;②是否数据分层不够。
点排布如下图2-7所⽰:图2-7准则7判异图2.8判异准则88点在中⼼线两侧,但⽆⼀在C区中。
原因:数据分层不够。
点排布如下图2-8所⽰:图2-8准则8判异图。
spcc材料性能标准SPCC材料性能标准。
SPCC是一种冷轧碳素钢板,其性能标准对于材料的选择和应用具有重要意义。
SPCC材料性能标准主要包括力学性能、化学成分、加工性能等方面,下面将对其进行详细介绍。
首先,SPCC材料的力学性能是其最基本的性能之一。
力学性能包括抗拉强度、屈服强度、延伸率等指标。
抗拉强度是指材料在拉伸过程中抵抗破坏的能力,屈服强度是指材料开始发生塑性变形的抗力,而延伸率则是材料在拉伸断裂前能够发生塑性变形的程度。
这些指标直接影响着材料的使用性能,因此在选择和设计材料时需要充分考虑这些性能指标。
其次,化学成分是影响SPCC材料性能的重要因素之一。
SPCC材料的化学成分主要包括碳含量、硅含量、锰含量、磷含量、硫含量等。
这些元素的含量对材料的强度、塑性、焊接性等性能有着重要影响。
因此,在生产和选材过程中,需要根据具体的使用要求来选择合适的化学成分。
另外,SPCC材料的加工性能也是需要重点关注的性能之一。
加工性能包括冷加工性能、热加工性能、焊接性能等。
冷加工性能是指材料在冷加工过程中的塑性变形能力,热加工性能则是指材料在热加工过程中的塑性变形能力,而焊接性能则是指材料在焊接过程中的可靠性和稳定性。
这些性能直接影响着材料的加工工艺和使用性能,因此在工程设计和生产加工中需要充分考虑这些性能指标。
综上所述,SPCC材料性能标准涉及到力学性能、化学成分、加工性能等多个方面,这些性能指标直接关系着材料的使用性能和适用范围。
因此,在实际应用中,需要根据具体的使用要求和工艺条件来选择合适的SPCC材料,以确保产品的质量和性能达到预期要求。
在材料的选择和应用过程中,需要充分了解和掌握SPCC材料性能标准,结合具体的工程要求和使用条件,进行合理的材料选择和设计,以确保产品具有良好的性能和可靠的使用寿命。
同时,在生产和加工过程中,需要严格控制材料的生产工艺和质量,确保材料性能达到标准要求,为产品的质量和性能提供可靠保障。
1以顾客为关注焦点:组织依存于其顾客。
因此组织应理解顾客当前和未来的需求,满足顾客并争取超越顾客期望。
2领导作用:领导者确立本组织统一的宗旨和方向。
他们应该创造并保持使员工能充分参与实现组织目标的内部环境。
3全员参与:各级人员是组织之本,只有他们的充分参与,才能使他们的才干为组织获益。
4过程方法:将相关的活动和资源作为过程进行管理,可以更高效地得到期望的结果。
5管理的系统方法:识别、理解和管理作为体系的相互关联的过程,有助于组织实现其目标的效率和有效性。
6持续改进:组织总体业绩的持续改进应是组织的一个永恒的目标。
7基于事实的决策方法:有效决策是建立在数据和信息分析基础上。
8互利的供方关系:组织与其供方是相互依存的,互利的关系可增强双方创造价值的能力。
这八项质量管理原则形成了ISO 9000族质量管理体系标准的基础。
一、质量管理八项原则产生的背景随着全球竞争的不断加剧,质量管理越来越成为所有组织管理工作的重点。
一个组织应具有怎样的组织文化,以保证向顾客提供高质量的产品呢?ISO/TC176/SC2/WG15结合ISO9000标准2000年版制订工作的需要,通过广泛的顾客调查制订成了质量管理八项原则。
质量管理八项原则最初以ISO/TC176/SC2/WG/N125号文件《质量管理原则及其应用指南》发布,在ISO/TC176召开的特拉维夫会议前以绝对多数的赞同票得到通过。
为了能对质量管理原则的定义取得高度的一致,又编制了仅包含质量管理八项原则的新文件ISO/TC176/SC2/WG15/N130《质量管理原则》。
在1997年9月27日至29日召开的哥本哈根会议上,36个投票国以32票赞同4票反对通过了该文件,并由ISO/TC176/SC2/N376号文件予以发布。
二、质量管理八项原则及其应用指南原则1—以顾客为中心组织依存于他们的顾客,因而组织应理解顾客当前和未来的需求,满足顾客需求并争取超过顾客的期望。
spcc 检验标准SPCC 检验标准。
SPCC 钢板是冷轧碳素钢板的一种,具有优异的加工性能、成型性能和焊接性能,广泛应用于汽车制造、电器制造、建筑结构等领域。
为了保证 SPCC 钢板的质量,需要进行严格的检验,以确保其符合相关标准和规定。
下面将介绍 SPCC 钢板的检验标准及相关内容。
一、外观质量检验。
1. 表面质量检验。
SPCC 钢板的表面应无明显划伤、凹陷、氧化、锈蚀等缺陷,颜色均匀一致,无色差和色斑。
在检验过程中,应采用裸眼、放大镜等工具进行观察,确保表面质量符合标准要求。
2. 边缘质量检验。
SPCC 钢板的边缘应整齐平直,无毛刺、裂纹和刮伤等缺陷,边缘应具有一定的平整度和直角度。
检验时应采用尺子、直尺等工具进行测量,确保边缘质量符合标准要求。
二、尺寸偏差检验。
1. 厚度偏差检验。
SPCC 钢板的厚度应符合标准要求,检验时应采用厚度测微仪、千分尺等工具进行测量,确保厚度偏差在允许范围内。
2. 宽度偏差检验。
SPCC 钢板的宽度应符合标准要求,检验时应采用宽度尺、卷尺等工具进行测量,确保宽度偏差在允许范围内。
3. 长度偏差检验。
SPCC 钢板的长度应符合标准要求,检验时应采用长度尺、卷尺等工具进行测量,确保长度偏差在允许范围内。
三、化学成分检验。
1. 成分分析。
SPCC 钢板的化学成分应符合标准要求,检验时应采用化学分析仪、光谱仪等设备进行分析,确保各元素含量在允许范围内。
2. 含氧量检验。
SPCC 钢板的含氧量应符合标准要求,检验时应采用氧含量分析仪进行检测,确保含氧量在允许范围内。
四、力学性能检验。
1. 屈服强度检验。
SPCC 钢板的屈服强度应符合标准要求,检验时应采用万能试验机等设备进行拉伸试验,确保屈服强度在允许范围内。
2. 延伸率检验。
SPCC 钢板的延伸率应符合标准要求,检验时应采用冲击试验机等设备进行冲击试验,确保延伸率在允许范围内。
通过以上的检验内容,可以全面了解 SPCC 钢板的质量状况,确保其符合标准要求。
SPC管理制度国标一、总则为规范企业统计过程控制(SPC)管理,提高产品质量,保障生产安全,本制度制定。
二、适用范围本制度适用于所有涉及生产制造的企业。
三、管理要求1.企业应建立完善的统计过程控制(SPC)管理体系,明确管理职责、权限和工作程序。
2.企业应注重员工的SPC培训和教育,提高员工质量意识和操作技能。
3.企业应定期进行SPC管理的内部审核和外部评审,确保管理体系的有效性和合规性。
四、SPC管理体系的建立1.企业应建立SPC管理文件,包括SPC管理手册、SPC培训教材、SPC操作规程等。
2.企业应确定SPC管理的组织结构,明确SPC管理人员的职责和权限。
3.企业应建立SPC管理的工作程序,包括SPC数据采集、分析、纠正和预防措施等流程。
五、SPC管理的要求1.企业应建立SPC数据采集的标准,确定数据采集方法和频率,确保数据的准确性和可靠性。
2.企业应建立SPC数据分析的标准,根据数据分析结果,及时制定相应的纠正和预防措施。
3.企业应建立SPC数据记录和归档的标准,保留SPC数据记录至少5年,确保数据的完整性和可追溯性。
六、SPC管理的考核与改进1.企业应建立SPC管理的考核制度,对SPC管理体系进行定期评估和改进,确保其持续有效性。
2.企业应建立SPC管理的改进机制,及时处理SPC管理过程中的问题和缺陷,避免类似问题的再次发生。
七、SPC管理的监督与审查1.企业应定期进行SPC管理的监督和审查,包括SPC数据的抽样检查、SPC管理的内部审核和外部评审等。
2.企业应配合相关监管部门进行SPC管理的监督和检查,确保企业SPC管理的合规性和规范性。
八、附则1.本制度由企业质量管理部门负责解释和修改。
2.本制度自发布之日起生效,之前的相关管理制度和规定全部废止。
3.本制度解释权归企业质量管理部门所有。
以上即为SPC管理制度国标,企业应严格遵守执行,如有违反,将依据相关规定进行处理。
简介CTQ(Critical-To-Quality)的意思是品质关键点该概念常在six sigma管理中被提到。
企业提供的产品和服务必须满足客户要求的品质特征. 在Six Sigma (六西格玛)中, 通常用Y来表示.很多公司都是把其作为一个输出的衡量性指标(Outcome Indicator)举个例子来说,麦当劳顾客减少,此时的关键指标就是平均每天顾客人数(person/day)不同的项目有不同的指标的。
什么是关键品质特性(CTQ)顾客最在意的产品或服务的特性品质:功能、可用性、可靠性、可维护性…交期:准时价格:比较性、价格、总成本、折扣…售后服务:即时性、便利性、速度…Voc = f ( CTQs )Y = f (X1, X2, X3, …Xn)Y = f (X)输出输入输出是输入的函数为什么要推行六西格玛 Why Six Sigma1.竞争的需要2.数据驱动进步3.客户导向及要求4.建立共同的语言5.掌握通用工具6.解决方法与思路7.降低 FCR,减少失败质量成本英文释义CTQs (Critical to Quality) are the key measurable characteristics of a product or process whose performance standards or specification limits must be met in order to satisfy the customer. They align improvement or design efforts with customer requirements.CTQs represent the product or service characteristics that are defined by the customer (internal or external). They may include the upper and lower specification limits or any other factors related to the product or service.A CTQ usually must be interpreted from a qualitative customer statement to an actionable, quantitative business specification.To put it in layman's terms, CTQs are what the customer expects of a product... the spoken needs of the customer. The customer may often express this in plain English, but it is up to us to convert them to measurable terms using tools such as DFMEA, etc.编辑本段CTQ相关信息六西格玛六西格玛(Six Sigma)又称:6σ,6Sigma,不能使用大写的Σ,西格玛(Σ,σ)是希腊文的字母,在统计学中称为标准差,用来表示数据的分散程度。
SPC八大判异准则/三大判稳原则(一)、控制图八大判异准则提练:①、1界外:1点落在A区以外。
②、2/3A(连续3点中有2点在中心线同一侧的B区外(即A区内)。
③、4/5C(连续5点中有4点在中心线同一侧的C区以外。
④、6连串(连续6点递增或递减,即连成一串。
⑤、8缺C(连续8点在中心线两侧,但没有一点在C区中。
⑥、9单侧(连续9点落在中心线同一侧。
⑦、14交替(连续14点相邻点上下交替。
⑧、15全C:连续15点在C区中心线上下,即全部在C区内。
解说:23456,AC连串串(连增或连减);---2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转---8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。
9单侧,一点在外---9点在同一侧;一点出A区外。
口决:23456,AC连串串;81 514,缺C全C交替转;9单侧,一点在外。
(二)、控制图的判稳原则:①、连续25点在控制线内;②、连续35点最多有一点出界;③、连续100点最多有两点出界。
满足上面任意一点都可以判定为稳态。
工程技术部工艺模块目前主要负责项目如下:1、新品开发过程中样机制作配合,新品试制跟踪总结。
2、新工艺引进验证、效率提升,配合技术部门进行4M变更,提高电机工厂的生产效率。
3、核心工艺人员参与电机工厂设备、模具技改工作。
4、降本项目的推进与跟踪。
5、日常工艺文件编制更新,电机工厂工艺纪律检查及工艺质量的整体把控。
6、员工日常的工艺质量培训工作7、车间提交的工艺难点问题解决。
质量隐患的排查、判定及跟踪。
、车间提交的工艺难点 问题解决。
质量隐患的排查、判定及跟踪。
、变频电机检测失效的攻关8、变频电机检测失效的攻关目前存在的难点:在电机工厂现有规模的情况下,工程技术模块还缺乏1-2名弱电和控制方向的人员。
向的人员。
1-2名设备模具的方向型人才。
在现有电机工厂核心工艺人员逐步成长的情况下,应该在不久的将来久的将来足以承担电机工厂的发展需求。
1.目的
为保证产品/物料的可靠性,降低质量方面的风险,为公司产品质量提供依据,特制订本标准。
2.范围
适用于本公司所有物料/机型实验测试确认。
3.测试试验抽样
原则上按照每个批次来料要进行抽取5pcs进行物料相对应的测试项目进行检验。
4.测试条件
4.1测试人员必须具备操作使用仪器的资格,熟悉测试检验。
4.2检测仪器必须确认是正常良好运行无故障。
4.3测试的物料、机器必须要做好测试前确认并记录。
5.测试试验流程
5.1实验室收到测试物料/机器后第一时间进行登记处理,检查好物料/机器状态,贴好标识。
5.2登记完成后按照需要测试物料、机型进行编号标识,选择相对应的仪器设备进行测试
5.3试验测试过程中,按照测试要求进行操作,如实记录测试数据
5.4测试完成后,输出相应的测试的报告,试验物料、机器与报告相对应并存档保留。
6.测试项目标准
6.表单文件。
普通及机械结构用钢板中常见的日本牌号1、日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具,U—特殊用途,W—线材、丝,C—铸件,F—锻件;第三部分采用数字,表示钢类或钢材的序号或强度值下限。
有的牌号在数字序号后还附加后缀A、B、C等字母,表示不同的质量等级、种类或厚度。
如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPa,整体表示抗拉强度为400 MPa的普通结构钢。
在牌号主体结构(第一、二、三部分)之后,根据需要,可附加钢材形状、制造方法及热处理的后缀符号。
2、主要牌号说明:SPHC——首位S为钢Steel的缩写,P为板Plate的缩写,H为热Heat的缩写,C商业Commercial的缩写,整体表示一般用热轧钢板及钢带。
SPHD——表示冲压用热轧钢板及钢带。
SPHE——表示深冲用热轧钢板及钢带。
SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。
其中第三个字母C为冷Cold的缩写。
需保证抗拉试验时,在牌号末尾加T为SPCCT。
SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。
SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。
需保证非时效性时,在牌号末尾加N为SPCEN。
冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬为8,1/4硬为4,1/2硬为2,硬为1。
表面加工代号:无光泽精轧为D,光亮精轧为B。
如SPCC-SD表示标准调质、无光泽精轧的一般用冷轧碳素薄板。
再如SPCCT-SB表示标准调质、光亮加工,要求保证机械性能的冷轧碳素薄板。
品质可靠性测试标准文件编号: QA-000-111版本/状态: A/00制 定: 品质管理部审 核:批 准:发行日期:会审部门 签字 会审部门 签字 □工程 □研发院目录1 目的........................... ...................................................... .. (2)2 编制依据........................... ............................................. (3)3 执行原则........................... ............................................. (3)4 适用范围........................... ............................................. (3)5 术语、定义........................ ............................................. . (3)6 主要职责........................ ............................................. .. (3)7 可靠性测试程序............... ............................................. (3)7.1 环境测试............... ............................................. . (3)7.2 静电测试 (3)7.3 结构耐久测试...... ............................................. . (3)7.4 表面装饰涂层测试...... ....................................... . (3)7.5 元器件可靠性测试............................................. .. (3)7.6 安全器件测试............................................. .. (3)8 最终检验................................................. (3)9 备注1 目的1.1 在特定的可接受的环境下不断的催化产品的寿命和疲劳度,评估产品的质量和可靠性;1.2 规范可靠性试验作业方法。
目录1 目的 (2)2 执行原则........................... (3)3 适用范围........................... (3)4 主要职责........................ .. (3)5 可靠性测试程序............... (3)5.1 环境测试............... . (3)5.2 静电测试 (3)5.3 结构耐久测试...... . (3)5.4 表面装饰涂层测试...... . (3)5.5元器件可靠性测试 (3)5.6 安全器件测试 (3)1 目的1.1 在特定的可接受的环境下不断的催化产品的寿命和疲劳度,评估产品的质量和可靠性;1.2 规范可靠性试验作业方法。
1.3 作为spc品质对spc产品放行的指导标准2 执行原则Spc产品可靠性试验程序及判断标准,严格遵守此程序。
3 适用范围适用于品质对spc产品的出货标准。
5 可靠性测试程序5.1环境测试样机标准数量:16台试验周期: 10天测试目的:通过连续的施加各种测试条件,加速产品的失效,提前暴露潜在问题。
试验流程:见下图,其中完成环测后和跌落测试的时间间隔应不超过4小时。
精品文档A :产品平均失效寿命测试组合:样机数量: 16台5.1.1功能外观检查测试目的:测试预检查测试方法:OQC 功能外观检验标准进行检查测试标准:符合《成品检验指导书》中所有的指标。
5.1.2射频测量测试目的:测试预检查测试方法:使用 8960/CMU200 测试仪,参照《射频测试记录表》中项目列表,对所有样品进行参数指标预测试并保存测试结果测试标准:《射频指标记录表》中所有参数指标正常。
5.1.3 跌落试验测试条件: 6cm 厚水泥地板,2.4寸及以下LCD 跌落高度为1.2m ;2.6-2.8寸LCD 为1m ;3.0-3.4寸LCD 跌落高度为0.8m.3.5寸及以上LCD 跌0.5m 。
测试目的:跌落冲击试验样机数量: 16台试验方法:将手机处于开机状态进行跌落。
进行6个面的自由跌落实验,每个面的跌落次数为1次,每个面跌落之后进行外观、结构和功能检查。
对于翻盖手机,其中一半样品打开翻盖跌正面和背面(即跌8个面);对于滑盖手机,应将一半样品滑开到上限位置,跌正面和背面(即跌8个面)。
跌落结束后对外观、结构和功能进行检查。
检验标准:手机外观,结构和功能符合要求。
每跌完一个面进行拔号,应无掉网、关机等不良现象;拨打测试完成后,对每个手机进行快速检测包括活动部件,按键功能,显示功能,触摸屏功能及灵敏度,拍照功能,SPK 听筒声音应无异常。
间隙张开,其它部件松脱后不借用其它工具用手可以复原的可接受,受力点有水泥沙大小的凹陷、A 产品平均失效寿命测试组合B 环境测试掉涂层、划伤可接受。
但涂层不允许有片状脱落、龟裂,掉电及掉SIM卡以微跌为准。
掉电池盖不作为不合格项,以手感拆装为准。
5.1.4温度冲击测试测试环境:低温箱:-40℃;高温箱:+80℃样机数量:16台测试目的:通过高低温冲击进行样品应力筛选试验方法:使用高低温冲击箱,手机带电池,设置成关机状态先放置于高温箱内持续30分钟后,在 15 秒内迅速移入低温箱并持续 30 分钟后,再 15 秒内迅速回到高温箱为一个循环,共循环24 次。
实验结束后将样机从温度冲击箱(高温箱)中取出,恢复 2 小时后进行外观、机械和电性能检查。
对于翻盖手机,应将一半样品打开翻盖;对于滑盖手机,应将一半样品滑开到上限位置。
试验标准:手机电性能指标满足要求,活动部件正常,壳件无形变,无龟裂,变色,无氧化,麻点,脱层,缝隙断差变大(断差和间隙在0.1mm以下可接受),装饰片及镜片起翘不均匀。
IML材料高温存储温度为60℃作为允收标准。
5.1.5高温高湿参数测试测试环境:+60℃,93%RH测试目的:高温高湿应用性能测试试验方法:将手机电池充满电,手机处于开机状态,放入温度实验箱内的架子上。
持续48H,在此环境下进行电性能检查。
对于翻盖手机,应将一半样品合上翻盖,一半样品打开翻盖;对于滑盖手机,应将一半样品滑开到上限位置。
检验标准:手机电性能参数指标满足要求,时钟精准,存储信息无丢失,拨打过程中有无掉网、关机等不良现象;拨打测试完成后,对每个手机进行快速检测包括活动部件,按键功能,显示功能,触摸屏功能及灵敏度,拍照功能,SPK听筒声音,镜片和LCD内部、Touch Lens内部无水印,水珠,功能正常,外壳无变形。
B:环境测试样机数量: 10台5.1.6低温参数测试测试环境:-20℃测试目的:高温/低温应用性能测试试验方法:将手机电池充满电,手机处于开机状态,放入温度实验箱内的架子上,调节温度控制器到-20℃持续4个小时,在此环境下进行电性能参数和功能检查。
对于翻盖手机,应将一半样品合上翻盖,一半样品打开翻盖;对于滑盖手机,应将一半样品滑开到上限位置。
检验标准:手机电性能参数指标满足要求,时钟精准,存储信息无丢失,拨打过程中有无掉网、关机等不良现象;拨打测试完成后,对每个手机进行快速检测包括活动部件,按键功能,显示功能,触摸屏功能及灵敏度,拍照功能,SPK听筒声音变小,功能正常,外壳无变形。
5.1.7高温/低温存储测试环境:-40℃ /+80℃测试目的:高温/低温应用性功能测试试验方法:将手机处于关机状态,放入温度实验箱内的架子上。
持续48个小时之后,恢复至常温,然后进行结构,功能和电性能检查。
对于翻盖手机,应将一半样品合上翻盖,一半样品打开翻盖;对于滑盖手机,应将一半样品滑开到上限位置。
检验标准:手机电性能指标满足要求,活动部件正常,壳件无形变,无龟裂,变色,无氧化,麻点,脱层,缝隙断差变大(间隙断差<0.1mm可接受),装饰片及镜片无起翘不均匀。
IML材料高温存储温度为60℃作为允收标准。
5.1.8湿热循环测试测试环境:+40℃,93%RH ;-10℃测试目的:高湿低温循环应用性能测试试验方法:温度控制器设到+40℃,93%RH持续1个小时之后,以1小时的速率变化到-10℃持续1小时后,以1小时的速度变化到+40℃,93%RH。
循环13次。
在此环境下进行电性能参数和功能检查。
对于翻盖手机,应将一半样品合上翻盖,一半样品打开翻盖;对于滑盖手机,应将一半样品滑开到上限位置。
检验标准:手机电性能参数指标满足要求,时钟精准,存储信息无丢失,拨打过程中有无掉网、关机等不良现象;拨打测试完成后,对每个手机进行快速检测包括活动部件,按键功能,显示功能,触摸屏功能及灵敏度,拍照功能,SPK听筒声音,镜片和LCD内部、Touch Lens内部无水印,水珠,功能正常,外壳无变形。
5.1.9灰尘测试测试环境:室温测试目的:测试样机结构密闭性样机数量: 2台试验方法:将手机关机后放入灰尘实验箱内。
其体积综合不得超过试验箱的有效空间的1/3,底面积不超过有效水平面积的 1/2,试验样品与试验箱内壁距离应不小于 100mm。
试验箱内的气流速度应能保证试验用灰尘均匀缓慢降在试验样品上,风速最大不超过 2m/s。
持续 8 个小时之后,将手机从实验箱中取出,用布和离子风枪清洁后进行检查。
对于翻盖手机,应将一半样品合上翻盖,一半样品打开翻盖;对于滑盖手机,应将一半样品滑开到限位置。
试验标准:手机各项功能正常,所有活动元器件运转自如,每个按键按10次不能有INT,声音正常,显示区域没有明显灰尘(距离≥2.5cm,点≤0.15mm,数量≤3个的灰尘数可接)。
5.1.10盐雾测试测试环境:35℃ 5%NaCL测试目的:测试样机抗盐雾腐蚀能力样机数量: 2台试验方法:用氯化钠含量为5±1%的盐溶液,PH值为6.5~7.2。
允许用稀释后的化学纯盐酸或氢氧化钠调整PH值。
试验有效空间温度为35°C;连续喷雾的试验时间为24H;持续期满后在箱内恢复到正常大气条件,稳定后保持2H,检查。
检验标准:外壳表面及装饰件无明显腐蚀,(脱层,氧化<5%可接受,麻点≥2.5cm,点≤0.15mm,数量≤3个可接受)等异常现象。
5.1.11淋雨测试(无仪器暂时可不作要求)测试环境:室温(20~25℃);样机数量: 2台测试目的:整机抗雨淋能力试验方法:手机关机状态下,正面朝上平放在转动平台上,以1分/转的速度通过25mm喷雨矩阵,持续10分钟。
检验标准:用干抹布将雨水擦拭干净后开机,检查手机所有功能应正常。
7.2 静电测试7.2.1 静电测试测试条件:+/-6kV;+/-10kV测试目的:测试样机抗静电干扰性能样机数量: 8台试验方法:将样机设置为开机状态,检查样机内存和功能(内存10条短信息和10个电话号码;使用功能正常)。
将样机放于静电测试台的绝缘垫上,分两种状态:加充电器和不加充电器(样机与绝缘垫边缘距离至少2英寸)。
打开静电模拟器,调节放电方式,分别选择+/-6kV(接触放电),+/-10kV(空气放电),对手机指定部位连续放电10次,并对地放电。
每做完一个部位的测试,检查手机功能,并观察手机在测试过程中有无死机,通信链路中断,LCD显示异常,自动关机及其他异常现象。
样机需在与8960/CMU200测试仪起或10086建立呼叫连接的状态与及其它信号联接(电视,收音),MP3播放状态下进行各个放电方式、级别和极性的测试。
检验标准:不作任何操作可自己恢复的软故障为可接受,不可恢复故障与及用户极容易查觉到的现象不可接受,详见《可靠性测试操作细则》。
备注:静电释放位置的确定要依据中试及PQE发布的测试点。
5.3 结构耐久测试样机标准数量:36试验周期: 3天测试目的:通过连续的施加各种测试条件,加速产品的失效,提前暴露潜在问题。
试验流程:结构耐久测试5.3.1 定向跌落试验测试条件: 6cm 厚水泥地板,2.4寸及以下LCD 跌落高度为1.2m ;2.6-2.8寸LCD 为1m ;3.0-3.4寸LCD 跌落高度为0.8m.3.5寸及以上屏跌0.5m.测试目的:跌落冲击试验 样机数量: 16台试验方法::将手机处于开机状态进行跌落。
进行6个面的自由跌落实验,每个面的跌落次数为2次,每个面跌落之后进行外观、结构和功能检查。
对于翻盖手机,其中一半样品打开翻盖跌正面和背面(即跌8个面);对于滑盖手机,应将一半样品滑开到上限位置,跌正面和背面(即跌8个面)。
跌落结束后对外观、结构和功能进行检查。
检验标准:手机外观,结构和功能符合要求。
每跌完一个面进行拨号,应无掉网、关机等不良现象;拨打测试完成后,对每个手机进行快速检测包括活动部件,按键功能,显示功能,触摸屏功能及灵敏度,拍照功能,SPK ,听筒声音应无异常。
间隙张开,其它部件松脱后不借用其它工具用手可以复原的可接受,受力点有水泥沙大小的凹陷和掉涂层与及划伤可接受。