扭力弹簧扭力计算公式
- 格式:doc
- 大小:12.50 KB
- 文档页数:1
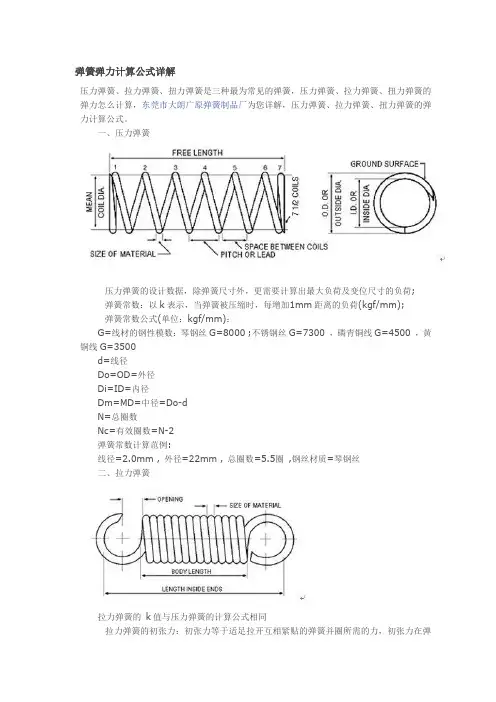
弹簧弹力计算公式详解压力弹簧、拉力弹簧、扭力弹簧是三种最为常见的弹簧,压力弹簧、拉力弹簧、扭力弹簧的弹力怎么计算,东莞市大朗广原弹簧制品厂为您详解,压力弹簧、拉力弹簧、扭力弹簧的弹力计算公式。
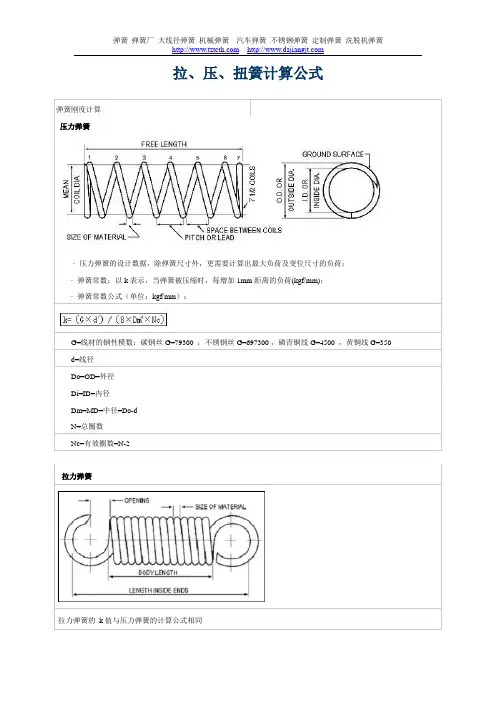
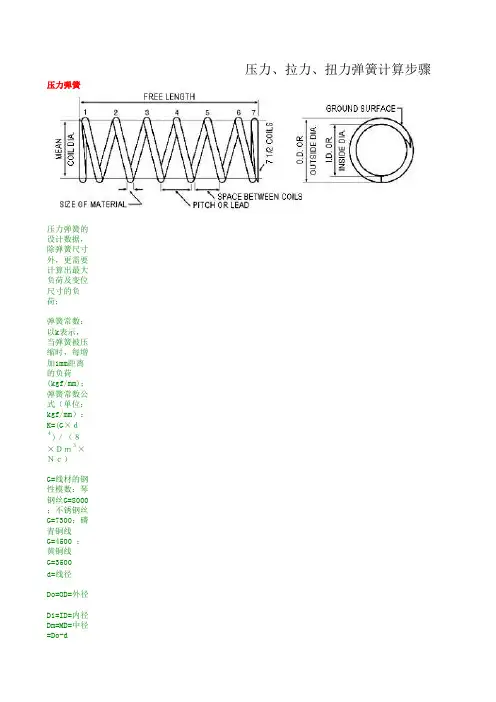
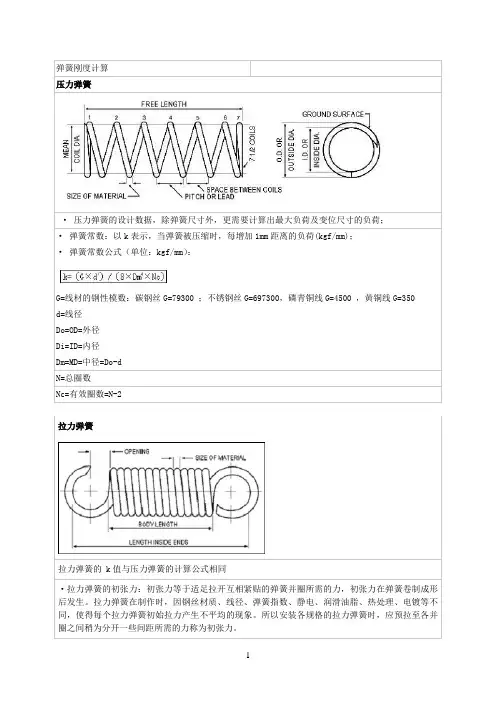
一、压力弹簧·压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;·弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);·弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:琴钢丝G=8000 ;不锈钢丝G=7300 ,磷青铜线G=4500 ,黄铜线G=3500d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2弹簧常数计算范例:线径=2.0mm , 外径=22mm , 总圈数=5.5圈,钢丝材质=琴钢丝二、拉力弹簧拉力弹簧的k值与压力弹簧的计算公式相同·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
·初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)三、扭力弹簧·弹簧常数:以k 表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).·弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200 ,黄铜线E=11200d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数R=负荷作用的力臂p=3.1416。
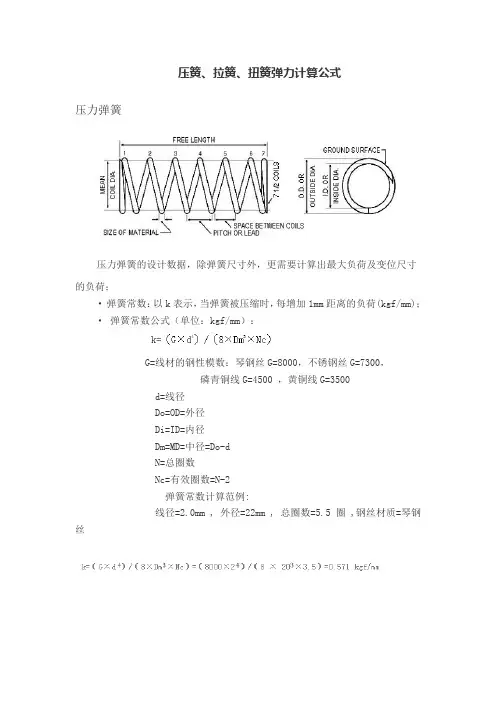
压簧、拉簧、扭簧弹力计算公式压力弹簧压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;·弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);·弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:琴钢丝G=8000,不锈钢丝G=7300,磷青铜线G=4500 ,黄铜线G=3500d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2弹簧常数计算范例:线径=2.0mm , 外径=22mm , 总圈数=5.5圈 ,钢丝材质=琴钢丝拉力弹簧的 k值与压力弹簧的计算公式相同·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
·初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)·弹簧常数:以 k 表示,当弹簧被扭转时,每增加1°扭转角的负荷 (kgf/mm).·弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200 ,黄铜线E=11200d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数R=负荷作用的力臂p=3.1416。
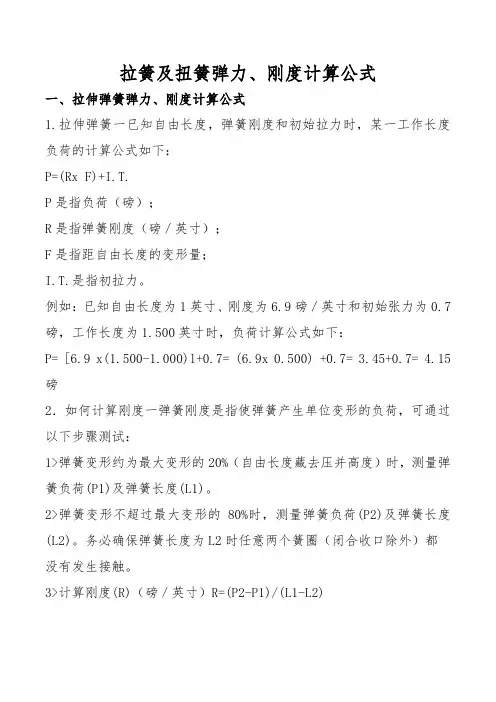
拉簧及扭簧弹力、刚度计算公式一、拉伸弹簧弹力、刚度计算公式1.拉伸弹簧一已知自由长度,弹簧刚度和初始拉力时,某一工作长度负荷的计算公式如下:P=(Rx F)+I.T.P是指负荷(磅);R是指弹簧刚度(磅/英寸);F是指距自由长度的变形量;I.T.是指初拉力。
例如:已知自由长度为1英寸、刚度为6.9磅/英寸和初始张力为0.7磅,工作长度为1.500英寸时,负荷计算公式如下:P= [6.9 x(1.500-1.000)l+0.7= (6.9x 0.500) +0.7= 3.45+0.7= 4.15磅2.如何计算刚度一弹簧刚度是指使弹簧产生单位变形的负荷,可通过以下步骤测试:1>弹簧变形约为最大变形的20%(自由长度藏去压并高度)时,测量弹簧负荷(P1)及弹簧长度(L1)。
2>弹簧变形不超过最大变形的80%时,测量弹簧负荷(P2)及弹簧长度(L2)。
务必确保弹簧长度为L2时任意两个簧圈(闭合收口除外)都没有发生接触。
3>计算刚度(R)(磅/英寸)R=(P2-P1)/(L1-L2)二、扭簧设计需要的技术参数扭簧的工作状态和拉伸弹簧及压缩弹簧有所不同,其更为复杂和多变,其中包括了很多参数指标,下面一一讲解:d (弹簧线径) :该参数描述了弹簧线的直径,也就是我们说的弹簧钢丝的粗细,默认单位mm。
Dd (心轴最大直径):该参数描述的是工业应用中弹簧轴的最大直径,公差±2%。
D1 (内径): 弹簧的内径等于外径减去两倍的线径。
扭簧在工作过程中,内径可以减小到心轴直径,内径公差±2%。
D (中径): 弹簧的中径等于外径减去一个线径。
D2 (外径) : 等于内径加上两倍的线径。
扭簧在工作过程中,外径将变小,公差(±2%±0.1)mm。
L0 (自然长度):注意:在工作过程中自然长度会减小,公差±2%。
Tum (扭转圈数):弹簧绕制的圈数,圈数的不同直接影响扭簧的性能。
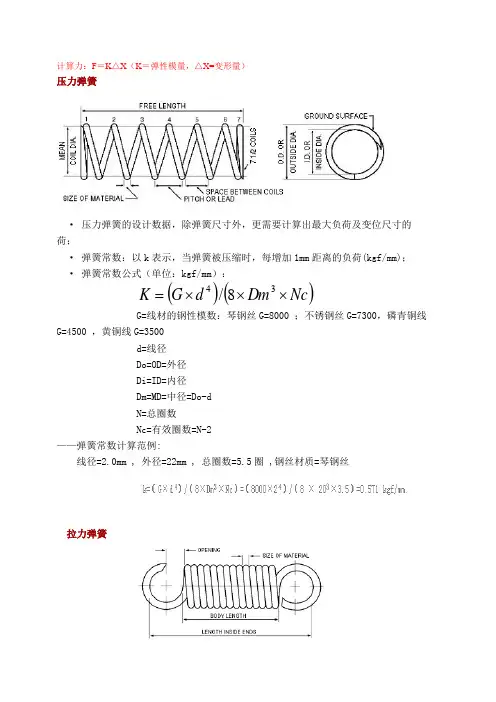
计算力:F =K △X (K =弹性模量,△X=变形量)压力弹簧· 压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的荷;· 弹簧常数:以k 表示,当弹簧被压缩时,每增加1mm 距离的负荷(kgf/mm); · 弹簧常数公式(单位:kgf/mm ):()()Nc Dm d G K ⨯⨯⨯=348/G=线材的钢性模数:琴钢丝G=8000 ;不锈钢丝G=7300,磷青铜线G=4500 ,黄铜线G=3500d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2——弹簧常数计算范例:线径=2.0mm , 外径=22mm , 总圈数=5.5圈 ,钢丝材质=琴钢丝拉力弹簧拉力弹簧的 k值与压力弹簧的计算公式相同·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
· 初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)扭力弹簧· 弹簧常数:以 k 表示,当弹簧被扭转时,每增加1°扭转角的负荷 (kgf/mm).· 弹簧常数公式(单位:kgf/mm):()()R4⨯⨯/=1167⨯K⨯pN⨯DmdEE=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200,黄铜线E=11200d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数R=负荷作用的力臂p=3.1416。
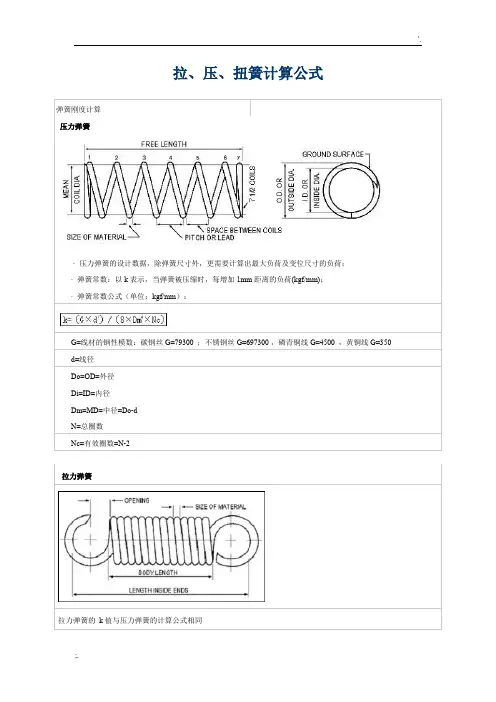
拉、压、扭簧计算公式
拉力弹簧
拉力弹簧的k值与压力弹簧的计算公式相同
·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
·初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)
·拉力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;
·弹簧常数:以k表示,当弹簧被拉伸时,每增加1mm距离的负荷(kgf/mm);
·弹簧常数公式(单位:kgf/mm):
G=线材的钢性模数:碳钢丝G=79300 ;不锈钢丝G=697300 ,磷青铜线G=4500 ,黄铜线G=350
d=线径
Do=OD=外径
Di=ID=内径
Dm=MD=中径=Do-d
N=总圈数
扭力弹簧
·弹簧常数:以k 表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).
·弹簧常数公式(单位:kgf/mm):
E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200,黄铜线E=11200
d=线径
Do=OD=外径
Di=ID=内径
Dm=MD=中径=Do-d N=总圈数
R=负荷作用的力臂 p=3.1416。

弹力计算公式1、压力弹簧·压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;·弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);·弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:琴钢丝G=8000 ;不锈钢丝G=7300 ,磷青铜线G=4500 ,黄铜线G=3500 d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2弹簧常数计算范例:线径=2.0mm , 外径=22mm , 总圈数=5.5圈 ,钢丝材质=琴钢丝2、拉力弹簧拉力弹簧的 k值与压力弹簧的计算公式相同·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
·初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)3、扭力弹簧·弹簧常数:以 k 表示,当弹簧被扭转时,每增加1°扭转角的负荷 (kgf/mm).·弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200 ,黄铜线E=11200d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数R=负荷作用的力臂p=3.1416。
弹簧刚度计算压力弹簧· 压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;· 弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);· 弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:碳钢丝G=79300 ;不锈钢丝G=697300,磷青铜线G=4500 ,黄铜线G=350d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2拉力弹簧拉力弹簧的 k值与压力弹簧的计算公式相同·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
· 初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)· 拉力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;· 弹簧常数:以k表示,当弹簧被拉伸时,每增加1mm距离的负荷(kgf/mm);· 弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:碳钢丝G=79300 ;不锈钢丝G=697300,磷青铜线G=4500 ,黄铜线G=350d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数扭力弹簧· 弹簧常数:以 k 表示,当弹簧被扭转时,每增加1°扭转角的负荷 (kgf/mm).· 弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200,黄铜线E=11200 d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数。
弹簧力值:弹簧力值简单地说就是弹簧的弹力计算。
弹簧力值是指:发生弹性形变的弹簧,会对跟它接触的物体产生力的作用。
这种力叫弹簧弹力。
弹簧力值就是对弹簧弹力的计算。
压缩弹簧力值:它是是承受向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的。
压缩弹簧的形状有:圆柱形、圆锥形、中凸形和中凹形以及少量的非圆形等,压缩弹簧的圈与圈之间有一定的间隙,当受到外载荷时弹簧收缩变形,储存变形能。
弹簧力值压缩弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;1.弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);2.弹簧常数公式(单位:kgf/mm):3.G=线材的钢性模数:琴钢丝G=8000;不锈钢丝G=7300,磷青铜线G=4500,黄铜线G=3500d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2弹簧常数计算范例:比如:线径=2.0mm,外径=22mm,总圈数=5.5圈,钢丝材质=琴钢丝拉伸弹簧力值:拉力弹簧简称拉簧。
拉伸弹簧拉力弹簧的k值与压力弹簧的计算公式相同1.拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
2.初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)扭力弹簧力值:扭力弹簧1.弹簧常数:以k表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).2.弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000,不锈钢丝E=19400,磷青铜线E=11200,黄铜线E=11200 d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数R=负荷作用的力臂p=3.1416。

要想设计扭簧,那么我们必须先了解扭簧参数以及工作中的一些技术要求。
下面我们对照扭簧参数图来解释一下这些基本参数。
d (弹簧线径) :该参数描述了弹簧线的直径,也就是我们说的弹簧钢丝的粗细,默认单位mm。
Dd (心轴最大直径):该参数描述的是工业应用中弹簧轴的最大直径,公差±2%。
D1 (内径):弹簧的内径等于外径减去两倍的线径。
扭簧在工作过程中,内径可以减小到心轴直径,内径公差±2%。
D (中径):弹簧的中径等于外径减去一个线径。
D2 (外径) :等于内径加上两倍的线径。
扭簧在工作过程中,外径将变小,公差(±2%±0.1)mm。
L0 (自然长度):注意:在工作过程中自然长度会减小,公差±2%。
Tum (扭转圈数):弹簧绕制的圈数,圈数的不同直接影响扭簧的性能。
扭簧的圈数越多扭力越小。
deg (原始角度):扭簧的两个扭脚之间的原始角度。
上图的原始角度为180°。
X1 (支承长度):这是从弹簧圈身中轴到弹簧支承的长度,一般工作中是固定不动的,也就是我们所说的固定力臂,公差±2%。
X2 (施力长度):这是从弹簧圈身中轴到弹簧施力点的长度,一般工作中是转动的,也就是我们所说的施力力臂,公差±2%。
A1 (工作扭转角度):扭转弹簧的在工作中扭转的角度。
An (最大扭转角度):扭转弹簧的最大扭转角度。
F1 (工作负荷):扭簧在工作角度A1时作用在扭转弹簧支承上的作用力。
Fn (最大负荷):允许作用在扭转弹簧支承上的最大力,对应的是An最大扭转角度时所需的作用力。
M1 (工作扭矩):扭簧在工作角度A1时允许扭矩(牛顿*毫米)。
Mn (最大扭矩):最大允许扭矩(牛顿*毫米),对应的是An最大扭转角度时的允许扭矩。
K (弹簧刚度):这个参数确定弹簧工作时的阻力。
单位牛顿* 毫米/度,公差±15%。
支承位置:扭转弹簧的支承有四个位置:0°, 90°,180°和270°。
拉、压、扭簧计算公式
拉力弹簧
拉力弹簧的k值与压力弹簧的计算公式相同
·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
·初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)
·拉力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;
·弹簧常数:以k表示,当弹簧被拉伸时,每增加1mm距离的负荷(kgf/mm);
·弹簧常数公式(单位:kgf/mm):
G=线材的钢性模数:碳钢丝G=79300 ;不锈钢丝G=697300 ,磷青铜线G=4500 ,黄铜线G=350
d=线径
Do=OD=外径
Di=ID=内径
Dm=MD=中径=Do-d
N=总圈数
扭力弹簧
·弹簧常数:以k 表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).
·弹簧常数公式(单位:kgf/mm):
E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200,黄铜线E=11200
d=线径
Do=OD=外径
Di=ID=内径
Dm=MD=中径=Do-d N=总圈数
R=负荷作用的力臂 p=3.1416。
弹簧力值:弹簧力值简单地说就是弹簧的弹力计算。
弹簧力值是指:发生弹性形变的弹簧,会对跟它接触的物体产生力的作用。
这种力叫弹簧弹力。
弹簧力值就是对弹簧弹力的计算。
压缩弹簧力值:它是是承受向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的。
弹簧力值压缩弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;1.弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);2.弹簧常数公式(单位:kgf/mm):3.G=线材的钢性模数:琴钢丝G=8000;不锈钢丝G=7300,磷青铜线G=4500,黄铜线G=3500d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2弹簧常数计算范例:比如:线径=2.0mm,外径=22mm,总圈数=5.5圈,钢丝材质=琴钢丝拉伸弹簧力值:拉力弹簧简称拉簧。
拉伸弹簧拉力弹簧的k值与压力弹簧的计算公式相同1.拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
2.初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)扭力弹簧力值:扭力弹簧1.弹簧常数:以k表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).2.弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000,不锈钢丝E=19400,磷青铜线E=11200,黄铜线E=11200d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-d N=总圈数R=负荷作用的力臂p=3.1416。
扭力弹簧扭力计算公式
扭力弹簧是一种用于测量和控制扭转力的装置。
它由弹簧材料制成,通常采用金属材料,如钢制。
要计算扭力弹簧的扭转力,需要考虑弹簧的几何形状、材料性质和加载条件。
以下是一个常用的扭力计算公式:
T=(Gd^4)/(32L)
其中
T是扭转力(Nm)
G是弹簧剪切模量(Nm^-2)
d是弹簧外径(m)
L是弹簧自由长度(m)
这个公式是基于弹簧的线性扭转行为假设的。
它假设弹簧材料在扭转过程中呈线性弹性行为,并且由于这种线性关系,弹簧的变形可以用弹性势能来描述。
公式中的弹簧剪切模量是材料的一种特性,用于衡量材料在扭转时的变形能力。
需要注意的是,这个公式只适用于一些特定的弹簧几何形状,如圆环状弹簧。
对于其他形状的弹簧,公式可能要进行适当的修正。
在实际计算中,可以使用这个公式来确定扭力弹簧的设计参数,如弹簧的外径和自由长度。
首先,需要确定所需的扭转力。
然后,根据弹簧材料的性质,选择合适的剪切模量。
最后,根据公式计算出合适的外径和自由长度。
需要注意的是,这个公式只提供了一种近似的计算方法,实际情况可
能会受到许多其他因素的影响,如材料的非线性特性、温度变化、疲劳等。
因此,在实际使用中,还需要进行实验验证或参考相关文献和标准来确定
最终的设计参数。
总之,扭力弹簧的扭转力计算公式是一个较为简单的近似模型,可以
用来估算弹簧的设计参数。
然而,在实际使用中,还需要综合考虑各种因素,以确保设计的准确性和可靠性。
弹簧刚度计算压力弹簧·压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;·弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);·弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:碳钢丝G=79300 ;不锈钢丝G=697300 ,磷青铜线G=4500 ,黄铜线G=350 d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数Nc=有效圈数=N-2拉力弹簧拉力弹簧的k值与压力弹簧的计算公式相同·拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
·初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)·拉力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;·弹簧常数:以k表示,当弹簧被拉伸时,每增加1mm距离的负荷(kgf/mm);·弹簧常数公式(单位:kgf/mm):G=线材的钢性模数:碳钢丝G=79300 ;不锈钢丝G=697300 ,磷青铜线G=4500 ,黄铜线G=350 d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数扭力弹簧·弹簧常数:以k 表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).·弹簧常数公式(单位:kgf/mm):E=线材之钢性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200,黄铜线E=11200 d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数。
胡克的弹性定律指出:在弹性限度内,弹簧的弹力f和弹簧的长度x成正比,即f=-kx,k是物质的弹性系数,它由材料的性质所决定,负号表示弹簧所产生的弹力与其伸长(或压缩)的方向相反。
压力弹簧的设计数据,除弹簧尺寸外,更需要计算出最大负荷及变位尺寸的负荷;弹簧常数:以k表示,当弹簧被压缩时,每增加1mm距离的负荷(kgf/mm);弹簧常数公式(单位:kgf/mm):K=(G×d4)/(8×Dm3×Nc)G=线材的钢性模数:琴钢丝G=8000;不锈钢丝G=7300;磷青铜线G=4500 ;黄铜线G=3500d=线径Do=OD=外径Di=ID=内径=Do-dN=总圈数Nc=有效圈数=N-2弹簧常数计算范例:线径=2.0mm ,外径=22mm, 总圈数=5.5圈 ,钢丝材质=琴钢丝K=(G×d4)/(8×Dm3×Nc)=(8000×24)/(8×203×3.5)=0.571kgf/mm拉力弹簧拉力弹簧的k值与压力初张力=P-(k×F1)=最大负荷-(弹簧常数×拉伸长度)扭力弹簧弹簧常数:以 k 表示,当弹簧被扭转时,每增加1°扭转角的负荷(kgf/mm).弹簧常数公式(单位:kgf/mm):K=(E×d4)/(1167×Dm×p×N×R)拉力弹簧的初张力:初张力等于适足拉开互相紧贴的弹簧并圈所需的力,初张力在弹簧卷制成形后发生。
拉力弹簧在制作时,因钢丝材质、线径、弹簧指数、静电、润滑油脂、热处理、电镀等不同,使得每个拉力弹簧初始拉力产生不平均的现象。
所以安装各规格的拉力弹簧时,应预拉至各并圈之间稍为分开一些间距所需的力称为初张力。
性模数:琴钢丝E=21000 ,不锈钢丝E=19400 ,磷青铜线E=11200,黄铜线E=11200d=线径Do=OD=外径Di=ID=内径Dm=MD=中径=Do-dN=总圈数R=负荷作用的力臂p=3.1416。