控制系统升级改造
- 格式:pdf
- 大小:217.62 KB
- 文档页数:3
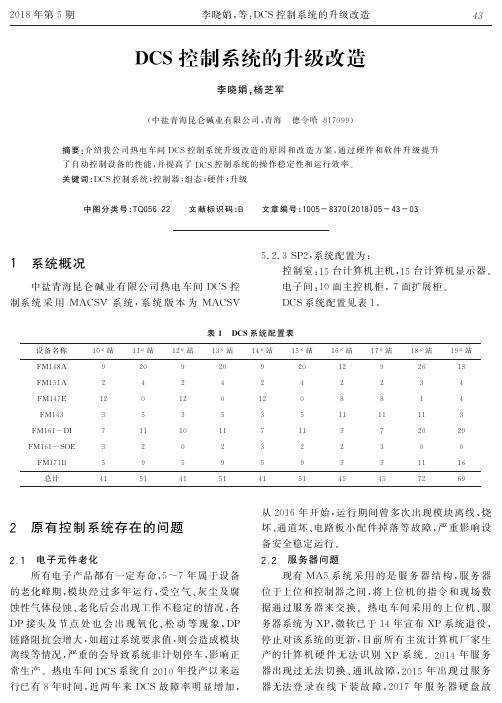
D C S控制系统的升级改造李晓娟,杨芝军(中盐青海昆仑碱业有限公司,青海㊀德令哈817099)摘要:介绍我公司热电车间D C S控制系统升级改造的原因和改造方案,通过硬件和软件升级提升了自动控制设备的性能,并提高了D C S控制系统的操作稳定性和运行效率.关键词:D C S控制系统;控制器;组态;硬件;升级中图分类号:T Q056.22㊀㊀文献标识码:B㊀㊀文章编号:1005-8370(2018)05-43-031㊀系统概况中盐青海昆仑碱业有限公司热电车间D C S控制系统采用MA C S V系统,系统版本为MA C S V 5.2.3S P2,系统配置为:控制室:15台计算机主机,15台计算机显示器.电子间:10面主控机柜,7面扩展柜.D C S系统配置见表1.表1㊀D C S系统配置表设备名称10#站11#站12#站13#站14#站15#站16#站17#站18#站19#站F M148A9209209201292613F M151A2424242234F M147E1201201208814F M1433535351111113F M161-D I7111011711572029F M161-S O E3202322300F M171B595959551116总计415141514151454572692㊀原有控制系统存在的问题2.1㊀电子元件老化所有电子产品都有一定寿命,5~7年属于设备的老化峰期,模块经过多年运行,受空气㊁灰尘及腐蚀性气体侵蚀㊁老化后会出现工作不稳定的情况,各D P接头及节点处也会出现氧化㊁松动等现象,D P 链路阻抗会增大,如超过系统要求值,则会造成模块离线等情况,严重的会导致系统非计划停车,影响正常生产.热电车间D C S系统自2010年投产以来运行已有8年时间,近两年来D C S故障率明显增加,从2016年开始,运行期间曾多次出现模块离线㊁烧坏㊁通道坏㊁电路板小配件掉落等故障,严重影响设备安全稳定运行.2.2㊀服务器问题现有MA5系统采用的是服务器结构,服务器位于上位和控制器之间,将上位机的指令和现场数据通过服务器来交换.热电车间采用的上位机㊁服务器系统为X P,微软已于14年宣布X P系统退役,停止对该系统的更新,目前所有主流计算机厂家生产的计算机硬件无法识别X P系统.2014年服务器出现过无法切换㊁通讯故障,2015年出现过服务器无法登录在线下装故障,2017年服务器硬盘故342018年第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀李晓娟,等:D C S控制系统的升级改造障,D E L L厂家表示此型号已停产,无备件更换,这就意味着一旦服务器出现故障,无法购买备件,导致D C S系统瘫痪,造成非计划停车,存在严重安全隐患,急需解决.2.3㊀网络问题D C S系统中采用交换机构建实时数据网络.以太网最大的风险在于发生网络风暴,导致网络性能下降,甚至网络瘫痪,进而引起D C S系统崩溃导致机组发生跳闸事故.热电车间D C S系统已经连续运行近十年,操作站主机㊁网卡㊁交换机等已经进入不稳定运行阶段,因其质量或性能可能引起数据刷新速度缓慢,甚至演变成网络风暴造成系统崩溃情况发生,为了减少事故发生,防患于未然,需将操作站主机㊁交换机㊁网卡同时更换.2.4㊀控制器问题多年来D C S系统硬件扩展及软件组态的增补修改已经使C P U负荷超过了临界状态(实际平均负荷已达33%,和利时出厂规定正常负荷不能超过30%),不利于系统的稳定运行.D C S控制器负荷过重,容易造成控制器数据处理滞后,甚至造成整个系统的瘫痪.而一旦控制系统瘫痪必须厂家专业技术人员到现场处理,势必给企业造成停产损失.18#站公用系统多次出现主控单元故障,导致A㊁B主控在故障情况下无法进行无扰切换,一旦A 主控有任何故障,将导致整个公用系统瘫痪,无法运行,严重影响设备的安全㊁稳定运行.2.5㊀系统局限性随着自动化水平不断升级,原有MA C S V5.2.3因系统局限性,无法实现在线下装,生产运行中遇到的修改量程㊁修改通道等问题无法及时解决,只能等到全厂大修才能进行修改,造成备件的极大浪费,对生产带来极大不便.3㊀升级方案及优势因公司生产需求无法长时间停车,此次升级面临最大的问题是工作时间紧㊁工作量大,为保证在仅有的4天全厂停车检修时间内完成此次D C S系统升级任务,决定按照以下方案进行改造:3.1㊀软件升级将现有D C S系统软件部分由MA C S V5.2.3S P2升级为MA C SV6.5.3.新的系统软件提供合法㊁专用的软件授权.由和利时公司提供升级后的MA C SV6.5.3系统软件升级资料和全套电子版系统资料.服务器㊁操作员站安装微软正版授权的W i nGd o w s7操作系统.MA C SV6.5.3与原有F M系列模块具有很好的兼容性,所以原有F M系列模块不更换,直接将D C S系统升级改造到MA C S V6.5.3+K主控工作,不更改原有的D C S系统各站的所有功能(操作㊁显示㊁报警㊁趋势显示㊁历史趋势历史数据显示和查询等).3.2㊀硬件升级1)取消服务器I O通讯的功能点对点结构:操作站直接与控制站直接通讯,系统更加稳定,风险更加分散,减轻了网络数据负荷,提高了系统的稳定度.操作员站直接访问控制器真正的点对点结构.2)所有操作员站升级工程师站使用和利时公司验证的工作站主机平台T5810㊁液晶显示器㊁双口网卡.操作员站硬件采用D E L L5050MT维塔式工作站,主要技术参数为:C P U,I n t e l酷睿i57500,3.4G H z;内存,2ˑ4G;硬盘,500G B.3)网络交换机升级将原有的4台交换机更换为最新的GM010-I S W-24L系列,此交换机为和利时有自主研发的防网络风暴交换机,可明显的抑制网络风暴,大大提高或改善网络运行性能,更利于系统的稳定运行.3.3㊀控制器升级D C S控制器的升级主要是将原有的F M801控制器升级为K-C U01控制器.和利时公司K-C U01控制器是K系列硬件的控制器模块,是系统的核心控制部件,支持两路冗余I O-B U S和从站I/O模块进行通讯,支持两路冗余以太网和上位机进行通讯,实时上传过程数据以及诊断数据.可以在线下装和更新工程,且不会影响现场控制.比F M801控制器具有更强大的运算能力,完全兼容F M系列I/O卡件.因为F M801控制器和K-C U01控制器都是MA C S V系列硬件,所以升级时组态只需要用自带软件工具导入就可以,不会改变原有的控制策略.由于F M801控制器和K-C U01控制器安装结构44纯㊀碱㊀工㊀业相同,因此,只需将原F M801控制器机架拆除,在相同位置安装K-C U01控制器即可,原有I/O卡件和端子接线不变,从而能以最短的时间㊁最低的风险实现系统升级.3.4㊀系统升级优势1)MA C SV6安全可靠的控制器软硬件H E R O S操作系统 内置防火墙功能.双网故障不影响控制.优化的控制软件 完善的冗余机制等改进保证控制的可靠性.专业的算法库 符合行业使用需要的算法库,便于使用.100M通信网络 高速以太网保证了系统的高可靠性.2)MA C SV6灵活可靠的网络结构单层单层控制网 结构简洁,操作方便,安全可靠网络结构.可靠的监控功能 操作员与控制器点对点通讯,保证可靠的数据采集和操作.便携的下装过程 增加测点,修改画面或方案页,下装操作站和控制站直接生效.安全的历史站 提供丰富的历史数据.可与控制站通信,提供数据采集的备份功能.网络安全方案 和利时定制交换机预防网络风暴,已申请专利.4㊀升级后D C S系统现状1)MA C S V6系统报警及日志记录数量较MA C SV5增加表2㊀报警及日志记录数量比较名称升级前MA C SV5最大缓冲区容量升级后MA C SV6最大缓冲区容量全日志记录10000条30000条S O E日志记录2000条5000条简化日志记录2000条5000条操作日志记录1000条5000条设备日志记录1000条1000条工艺报警记录无5000条设备报警记录无5000条开关量抖动记录无5000条强制表记录无1000条2)MA C S V6系统C P U负荷较MA C S V5系统大幅下降表3㊀C P U负荷比较站号升级前MA C SV5C P负荷升级后MA C SV6C P负荷1030%7.59%1132%9.09%1230%7.59%1329%9.4%1429%7.59%1533%9.79%1629%7.59%1729%7.09%1834%9.00%1934%9.50%5㊀结㊀语本次D C S控制系统升级改造保留原有D C S系统各站的所有功能,保留原有I/O点数,C P负荷保持在10%以内,保证D C S控制系统升级改造后整个系统的完整性㊁可靠性㊁安全性,系统可用性达到99.99%,升级后的工作站的硬件和软件都具有高可靠性,系统升级后未改变原系统I/O卡件及通道编号,方便升级改造后的维护.通过此次升级改造,提高了D C S控制系统的数据处理速度,优化了软㊁硬件,提升了D C S控制系统的可用率和运行效率,用最小的投入换取最大的经济回报.参考文献[1]㊀邢建春,杨启亮,王平.新技术形势下D C S的发展对策[J].自动化仪表,2003,24(1)[2]㊀王美英.热工仪表及自动装置[M].北京:中国电力出版社,2012收稿日期:2018-06-20作者简介:李晓娟(1987 ),中国矿业大学毕业,热能与动力工程专业,本科,助理工程师,现任中盐青海昆仑碱业有限公司热电车间热工专工.542018年第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀李晓娟,等:D C S控制系统的升级改造。


DCS控制系统升级改造实践黑龙江哈尔滨150000摘要:经济在快速发展,社会在不断进步,DCS控制系统是一种典型的工业控制系统,它的系统原理基本结构是在微处理器的基础上,可以使控制功能实现分散性,使可显示的操作集中在一起,兼顾所有操作的同时还能够分而治之。
DCS控制系统是目前比较流行的分散控制系统,在国内,DCS控制系统称作是集散控制系统。
近些年随着国内、外工业自动化的普及和自动化技术的不断发展、提高,我国很多企业和公司普遍采用DCS控制系统。
随着科技不断进步,DCS控制系统也在不断完善和发展,性能也在迅速提高而且DCS系统的价格在逐渐下降,对DCS控制系统的升级改造也随之增多。
关键词:DCS控制系统;自动化;升级改造引言进入新世纪以来,我国的社会主义市场经济持续发展,为石油炼化企业带来了前所未有的发展机遇和挑战。
一方面,现代技术不断发展,优化了石油炼化企业的控制系统。
另一方面,工作环境日益复杂,增加了机组故障发生频率。
在炼化企业中,DCS系统的应用最为广泛。
就目前来看,大部分炼化企业对DCS系统进行了升级改造,在很大程度上提高了内控水平。
为了进一步促进炼化企业的发展,必须对DCS系统故障进行分析和处理。
1、改造的必要性每套控制系统都是冗余的服务器运行,某催化DCS系统现为HONEYWELL PKS PMIO结构,下层IO卡件均为2008年投用,至2023年将使用18年,超年限服役,经多次扩容改造,系统负荷大,故障率升高,网络不稳定,同时HM、NIM、服务器等关键部件急需改造升级。
单台服务器故障时,备用服务器会立刻切换为主服务器,不会立刻影响生产,但也存在2台服务器同时故障的可能性,服务器故障会切断操作员站与现场设备的实时数据连接,严重影响生产的稳定运行。
2、DCS控制系统升级改造实践2.1数据库和逻辑组态原有的点名以及点信息不变的情况下,按照NT+系统的数据库格式和要求重新生成数据库并下载,控制逻辑以目前机组实际控制逻辑为本,进行逻辑组态,对每个DPU站,重新绘制逻辑图,将原有DCS/DEH系统的LOOP,LADDER以及TEXT算法用更加方便的图形化工具进行绘制,最终生成NT+系统需要的SAMA图。

dcs系统改造施工方案一、项目背景与目标随着企业生产的不断发展和技术升级的需求,当前的DCS(分布式控制系统)已逐渐暴露出性能不足、维护困难等问题,亟需进行改造升级。
本次改造施工旨在通过选用先进、可靠的技术方案,优化系统配置,提升DCS系统的稳定性、可靠性和控制精度,以满足企业生产过程中的自动化控制需求,提高生产效率,降低运营成本。
二、现有系统分析现有DCS系统主要存在以下问题:一是硬件设备老化,性能不稳定;二是软件版本落后,无法兼容新型控制算法和设备;三是系统架构不够灵活,扩展性和可维护性较差;四是安全防护措施不足,存在安全隐患。
三、改造需求分析根据现有系统分析,改造需求主要包括以下几点:一是更新硬件设备,提升系统性能;二是升级软件系统,增加新型控制算法和设备兼容性;三是优化系统架构,提高扩展性和可维护性;四是加强安全防护措施,确保系统安全稳定运行。
四、技术方案选择经过综合评估,本次改造将采用先进的DCS系统技术方案,具体包括:选用高性能的硬件设备,如高性能的控制器、IO模块等;升级软件系统,采用更先进、稳定的操作系统和控制算法;优化系统架构,采用模块化设计,便于后期的扩展和维护;加强安全防护措施,包括网络隔离、数据加密等措施,确保系统安全。
五、设备清单与配置设备清单包括:高性能控制器、IO模块、网络设备、安全设备等。
具体配置将根据实际需求和现场环境进行选择和调整,以确保系统性能和安全。
六、施工步骤与时间安排施工步骤包括:现场勘查、方案设计、设备采购、设备安装调试、系统联调、验收等。
时间安排将根据具体步骤和现场情况进行合理安排,确保施工质量和进度。
七、安全风险与措施在施工过程中,可能面临的风险包括设备损坏、数据丢失、系统瘫痪等。
为此,我们将采取以下措施:一是制定详细的安全施工方案,明确施工流程和注意事项;二是加强施工现场管理,确保施工质量和安全;三是定期对系统进行备份和恢复测试,防止数据丢失;四是建立应急预案,确保在突发情况下能够迅速响应和处理。

集中控制系统改造实施方案一、背景随着科技的不断发展,集中控制系统在工业生产中起着越来越重要的作用。
然而,随着时间的推移,原有的集中控制系统可能已经无法满足当前生产的需求,甚至存在安全隐患和效率低下的问题。
因此,对集中控制系统进行改造已经成为当前许多企业必须面对的问题。
二、目标本次集中控制系统改造的目标是提高生产效率、降低生产成本、增强系统的可靠性和安全性。
通过改造,使得集中控制系统能够更好地适应当前生产的需求,满足企业的发展需求。
三、改造内容1. 系统分析:首先要对原有的集中控制系统进行全面的分析,包括系统的结构、功能、性能等方面。
通过对系统的分析,找出系统存在的问题和不足之处,为后续的改造工作提供依据。
2. 技术更新:根据系统分析的结果,对集中控制系统的硬件和软件进行更新和升级。
包括更换老化的设备、更新过时的软件、提升系统的运行速度和稳定性等方面。
3. 功能扩展:根据企业的实际需求,对集中控制系统的功能进行扩展。
例如增加新的监控点、优化控制算法、增加远程控制功能等,以满足生产的需求。
4. 数据安全:加强数据的备份和恢复能力,提高系统的抗干扰能力,防止系统遭受病毒攻击和数据丢失的风险。
5. 系统集成:将集中控制系统与其他相关系统进行集成,实现信息的共享和互联互通,提高整个生产系统的效率和协同性。
四、实施步骤1. 制定改造计划:根据系统分析的结果和改造目标,制定详细的改造计划,包括改造的内容、时间节点、责任人等。
2. 设计方案:由专业的技术团队设计改造方案,包括硬件更新方案、软件升级方案、功能扩展方案等。
3. 设备采购:根据设计方案,采购所需的硬件设备和软件系统。
4. 系统测试:在改造工作完成后,进行系统的全面测试,确保系统的稳定性和可靠性。
5. 系统上线:在测试通过后,将改造后的集中控制系统投入使用。
五、风险控制在实施改造过程中,可能会面临一些风险和挑战,如系统兼容性、设备更新、系统稳定性等问题。
2021.12科学技术创新1原控制系统概况上海华电电力发展有限公司望亭发电分公司两台GE 公司的S109FA 燃气———蒸汽联合循环发电机组采用了GEMK VI 透平控制系统,与其配套的燃机、汽轮发电机组本体监测和危险气体检测系统采用的是本特利3500控制系统。
该系统共由两个机架、一台监视和组态用的上位机、以及电源模块、交换机等部件组成。
机架1负责对燃机、汽轮发电机组本体振动、轴位移、差胀、偏心、键相等信号进行监测;机架2对燃机及发电机侧甲烷、氢气等危险气体浓度信号进行监测,输出模拟量及开关量控制信号到MK VI 系统进行逻辑运算,作为机组启动允许及联锁跳闸保护条件。
2改造前存在的问题该公司两台燃气轮机自2005年双投后连续运行至今已有十多年时间,作为燃机及汽轮发电机的重要监测保护系统———本特利3500控制系统,其软硬件还是十多年前的产品,设备老化严重,运算速度、安全稳定性已经完全不能适应目前机组运行的要求,存在的具体问题如下:2.1两台监视和组态用的集成一体式上位机老化严重,触摸屏已失效,更换过硬盘、风扇等部件,其主板、内存、显卡等部件也发生出现不同程度的老化,目前市场上已采购不到相同类型的备件,一旦发生故障将直接导致无法对系统进行组态和监视。
2.2两台上位机采用的操作系统还是Windows2000系统,其组态软件、画面监控软件、数据库都是老版本的32位系统下的应用程序,不支持现在Win7以上的64位操作系统,单纯升级硬件将无法使用软件。
而且系统运行日益缓慢,频繁出现卡顿、死机等故障,对于监视、设备校验和系统组态带来很大的影响。
2.3两个机架上的框架接口模块是老型号的3500/20卡件,只支持RS-232/RS-422串行通讯,没有TCP/IP 以太网传输功能,需和3500/92通讯网关卡件配合使用才能实现以太网传输。
该卡件已经故障更换过,备件已使用完,目前工厂早已停产,市场上已采购不到相同型号的备件,一旦再出现故障将直接导致系统瘫痪。
《300MW机组气力除灰控制系统的升级改造》篇一一、引言随着电力工业的快速发展,电力设备的运行效率和环保要求日益提高。
其中,300MW机组作为发电厂的核心设备,其运行效率及环保性能的优化至关重要。
气力除灰系统作为300MW机组的重要组成部分,其控制系统的升级改造对于提高机组运行效率、减少环境污染具有十分重要的意义。
本文将针对300MW机组气力除灰控制系统的升级改造进行详细阐述。
二、气力除灰系统现状分析在现有的300MW机组中,气力除灰系统普遍存在控制精度不高、运行效率低下、故障率较高等问题。
这主要是由于控制系统硬件设备老化、软件系统落后以及控制系统与现场设备的匹配度不高等原因所导致。
因此,对气力除灰控制系统的升级改造势在必行。
三、升级改造目标针对上述问题,气力除灰控制系统的升级改造目标主要包括:提高控制精度和运行效率,降低故障率,增强系统的稳定性和可靠性,同时满足环保要求。
通过升级改造,使气力除灰系统能够更好地适应机组运行的需求,提高整个发电厂的运行效率。
四、升级改造方案1. 硬件设备升级:对老化的硬件设备进行更换,采用先进的传感器、执行器等设备,提高系统的硬件性能。
2. 软件系统升级:对原有的控制系统软件进行升级,采用先进的控制算法和控制系统结构,提高控制精度和运行效率。
3. 系统集成与优化:对控制系统与现场设备的匹配度进行优化,实现系统的高度集成,降低故障率。
4. 智能化改造:引入智能化技术,实现气力除灰系统的自动化、智能化运行,降低人工干预成本。
五、实施步骤1. 前期调研:对现有气力除灰系统进行全面调研,了解系统现状及存在的问题。
2. 制定方案:根据调研结果,制定详细的升级改造方案。
3. 采购设备:根据方案需求,采购所需的硬件设备和软件系统。
4. 施工安装:对硬件设备进行安装,对软件系统进行配置和调试。
5. 系统测试:对升级改造后的气力除灰系统进行全面测试,确保系统性能达到预期目标。
6. 投入运行:将测试合格的气力除灰系统投入运行,并进行后期维护和优化。
自动化控制系统升级改造方案背景自动化控制系统在现代工业中起着至关重要的作用。
然而,随着时间的推移,这些系统可能变得过时,不再满足实际需求,或无法与新技术兼容。
因此,升级改造现有的自动化控制系统变得必要。
目标本方案的主要目标是改进现有自动化控制系统,以提高效率、降低成本和增强系统的可靠性。
通过升级改造,我们将使系统适应新的工艺要求,并利用新的技术和功能优势。
方案以下是一个简化的自动化控制系统升级改造方案:1. 系统评估首先,我们将对现有自动化控制系统进行全面评估,包括硬件设备、软件程序和通信网络等方面。
通过评估,我们可以确定系统中存在的问题和限制,并确定升级改造的重点。
2. 技术更新根据评估结果,我们将选择合适的新技术来替换现有的过时设备和软件。
这些新技术可能包括先进的传感器、控制器、输入/输出设备和通信协议等等。
通过技术更新,我们可以提高系统的性能和功能。
3. 软件改进除了技术更新,我们还将对现有的软件程序进行改进和升级。
这可能包括增加新的功能和算法,改进控制策略和优化程序性能。
软件改进可以提高系统的灵活性、可编程性和响应性。
4. 系统集成在升级改造过程中,我们将确保新的硬件设备和软件程序与现有系统无缝集成。
这包括适配接口、重新编程和重新配置系统。
通过系统集成,我们可以确保升级改造后的系统能够正常运行且与其他系统兼容。
实施计划为了有效地实施升级改造方案,我们建议按照以下步骤进行:1. 制定详细的项目计划,包括时间表、资源需求和责任分工。
2. 进行系统评估,并确定升级改造的重点和优先级。
3. 针对每个升级改造步骤,制定具体的实施方案和措施。
4. 实施升级改造方案,并进行系统测试和调试。
5. 培训现有系统操作人员,使其熟练掌握新的系统功能。
6. 监控升级改造后系统的性能和稳定性,及时处理可能出现的问题。
7. 定期进行系统维护和升级,保持系统的稳定性和可靠性。
通过以上方案和实施计划,我们相信可以成功地升级改造您的自动化控制系统,以满足未来的需求和挑战。
TRICON控制系统升级改造方案摘要:兖州煤业榆林能化有限公司甲醇厂A套空分机组控制系统、B套空分机组控制系统、合成机组控制系统、丙烯机组控制系统用的都是TRICON系统。
目前这两套控制系统均在 windowsXP 平台上运行,由于 XP 系统早已停止服务,系统运行风险增加,同时维护难度也更大,机组的运行对全厂装置运行起着重要作用,因此,这几套系统的稳定运行是全厂稳定生产的保障。
本方案将对控制系统进行安全升级,解决现存问题,并提高系统的可靠性及可持续维护性,以保证系统的高性能长周期安全运行。
关键词:机组控制系统;TRICON;INTOUCH;升级改造引言随着电子技术的进步、计算机软硬件的更新换代、控制技术的发展,各种控制系统的硬件不断地被可靠性更高、性能更高、功能更全面的新版本硬件取代。
软件也不断的被功能更强大、操作更简便的新版本取代,且一些设备在性能和可靠性方面也到了生命周期的退役阶段,为了保证系统可靠、安全、长周期运行及满足可持续维护需求,尽最大可能地延长系统的生命周期,我们将需要对系统进行综合安全升级改造。
新旧备件的版本不一,各时间段的卡件版本不能通用,造成备件管理困难,维护繁琐且增加系统维护风险。
1.此次升级改造原因1.1目前在用的工作站均是 XP 系统,XP 系统已经停用,新型号的工作站出厂预装的都是 Win 10 Pro 系统。
当有工作站故障时,无法及时找到装有 XP 系统的工作站进行替换,维护难度增加。
故需要及时升级工作站,保证系统可维护性;1.2部分 IO 卡件需要更换。
针对 3700A 已经停产,已经没有备件提供。
通讯卡件 4119A 和 4329 卡件已经淘汰,备件采购非常困难而且费用很高。
卡件升级将使系统运行更加稳定。
1.3TRICON v9 版本系统版本太低,维护难度大。
随着科技的发展,TRICON 系统也在不断完善,以更加开放的技术提供更加完善的工厂自动化解决方案,新版本的系统在 WIN10 平台上运行得更加稳定,软件更加人性化,安装方便,操作简单,功能强大,函数库更加丰富,以满足现场机组优化改造条件。