TRT系统工艺流程
- 格式:doc
- 大小:19.88 KB
- 文档页数:8

TRT系统工艺流程TRT系统(The Repeated Transient)是一种先进的工艺流程,用于在半导体制造中降低一些不可避免的缺陷,提高产品的质量和可靠性。
TRT系统工艺流程包括多个步骤,每个步骤都有其特定的目标和控制参数。
本文将详细介绍TRT系统的工艺流程。
首先,TRT系统的第一步是表面清洁。
在这个步骤中,使用酒精或其他合适的溶剂将控制片的表面彻底清洁,以去除任何可能造成缺陷的污染物。
这个步骤的关键是保持清洁剂的纯度和使用正确的清洁方法,以确保完全去除表面污染物。
接下来是控制片的光刻。
在这个步骤中,使用光刻胶覆盖整个控制片表面,然后通过曝光和显影来形成所需的图案。
光刻是制造工艺中非常关键的一步,需要高度精确的控制参数和设备。
在TRT系统中,光刻质量和控制是关键的目标之一,以确保所需的图案形成正确且精确。
接下来是控制片的蚀刻。
在这个步骤中,使用酸性或碱性溶液对控制片表面进行蚀刻,以去除不需要的材料。
蚀刻步骤的目标是控制蚀刻速率和均匀性,以确保所需的结构形成正确。
然后是控制片的沉积。
在这个步骤中,通过物理或化学方法在控制片表面沉积所需的材料。
沉积步骤的关键是控制沉积速率和均匀性,以确保沉积层的质量和厚度满足要求。
下一步是控制片的退火。
在这个步骤中,通过加热控制片,并在一定时间内保持恒定温度,以去除应力、改善晶体结构和电子迁移特性。
退火步骤对于提高产品的质量和可靠性非常重要,而且需要严格的温度和时间控制。
最后是控制片的电性测试和封装。
在这个步骤中,对控制片进行电性测试以确保其性能和可靠性。
测试的结果将用于评估产品是否符合规格要求。
之后,对符合要求的产品进行封装,以保护其免受外界环境的影响。
在整个TRT系统的工艺流程中,质量控制是十分重要的一环。
通过严格控制每个步骤的关键参数,包括温度、时间、压力和浓度等,可以确保产品的质量和可靠性,从而提高制造效率和降低成本。
综上所述,TRT系统工艺流程是一种先进的半导体制造工艺,通过多个步骤的精确控制,可降低制造中的缺陷,并提高产品的质量和可靠性。
高炉TRT运行分析能源环保部2010-09高炉TRT运行分析一、工艺流程(煤气流向示意)二、运行情况TRT运行参数今年1-7月份高炉运行统计数据三、对标四、分析从高炉TRT的工艺流程图中分析知,影响TRT发电量的因素主要为①高炉顶压②TRT前部高炉煤气除尘类型③TRT入口高炉煤气流量、温度④高压阀组开启情况(一)1650高炉1650高炉TRT平均发电量在4.3-4.5MW,发电机效率73.3%,主要存在以下问题1、高炉顶压低:1650高炉设备老化严重,目前特护运行,高炉顶压偏低,一般维持在160-170kpa间运行,超过170Kpa会对高炉的安全运行造成较大的隐患(高炉本体炉皮开裂),TRT入口煤气压力为136-139kpa。
2、使用湿法除尘系统,致使TRT发电效率要比干法除尘效率低15-20%。
3、频繁的休风也是造成TRT发电效率低的原因之一。
4、高炉煤气瞬时量超过27万m3/h时,由于TRT的能力限制,部分煤气会从高压阀组通过,正常运行情况下高压阀组及其旁通阀门全部关闭。
(二)1800高炉1800高炉TRT平均发电量在9-10MW。
设计平均值9.69MW,最大值12.95MW,发电机效率83.3%,达到了设计水平。
但也存在以下问题1、TRT入口煤气温度偏低:,正常情况下TRT入口煤气温度为110-120℃,由于高炉增加产量,下料批次快造成煤气温度较低,影响发电量。
2、TRT设计最大煤气流量为35.5万m3/h,经与岗位人员共同对历史数据分析发现,偶尔会有由于煤气量大而受TRT能力限制,造成部分煤气从旁通管道通过的现象,发电量最大没有达到11MW的情况。
(三)4350高炉4350高炉TRT平均发电负荷在24MW,发电机效率已经达到97%,TRT的运行效果很好,但在运行中发现有以下问题1、TRT发电机组配置略小,部分发电量受限:实际生产运行中,煤气发生量时有大于TRT最大煤气过量值70万m3/h运行的情况,致使部分煤气从高压阀组通过,损失了一定的发电量。

TRT工作原理及工艺流程TRT(热气返馈技术,Thermal Recycle Technology)是一种利用高温气体对工艺设备进行加热的技术,通过回收废气热能,实现节能减排的目的。
TRT技术在化工、冶金、电力等领域得到广泛应用。
TRT的工作原理是采用热气返馈的方式,将工艺设备产生的高温废气进行回收再利用。
该技术通过收集产品中的烟气或废气,经过一系列热交换器和加热设备,将废气中的热能回收并转化为有用的热能源,供给其他设备或系统使用。
这样,不仅能降低耗能,还可以减少对环境的污染。
TRT的工艺流程通常包括以下几个步骤:1.废气收集:首先,需要将工艺设备产生的废气进行收集。
这可以通过安装烟筒、通风设备或其他收集系统来实现。
废气的温度和流量大小会影响后续的热能回收效果。
2.热交换:收集到的废气需要通过热交换器进行预处理。
热交换器通常由金属材料制成,具有良好的导热性能和耐高温性能。
通过在热交换器内部将废气流体进行加热和换热,可以将废气的热能转移到其他传热介质上。
3.加热设备:经过热交换器的废气在换热过程中将热能转移到传热介质上后,传热介质需要进一步加热。
这一步通常通过加热设备实现,如燃气热风炉、燃煤锅炉、电加热器等。
加热设备根据需要提供的热能量进行选择。
4.热能利用:加热后的传热介质(如水、油或空气)可以供给其他工艺设备或系统使用。
这样可以起到节能的效果,减少其他设备或系统的能源消耗。
5.排放处理:经过热能回收后,废气的温度和含有污染物的浓度都会有所降低。
但在实际应用中,仍需要对废气进行进一步处理,以达到环保排放标准。
常见的处理方式包括湿式废气处理、干式废气处理、冷凝等。
TRT技术的应用优势在于能够充分回收废气热能,实现能源的节约和环境的保护。
在一些高温工艺中,通过TRT技术可以将废气中的热能回收利用,避免能源的浪费。
而且,TRT技术可根据不同工艺的热量需求进行优化设计,使其具有较高的经济效益。
总之,TRT技术通过废气回收再利用,能够实现工业生产中的节能减排。
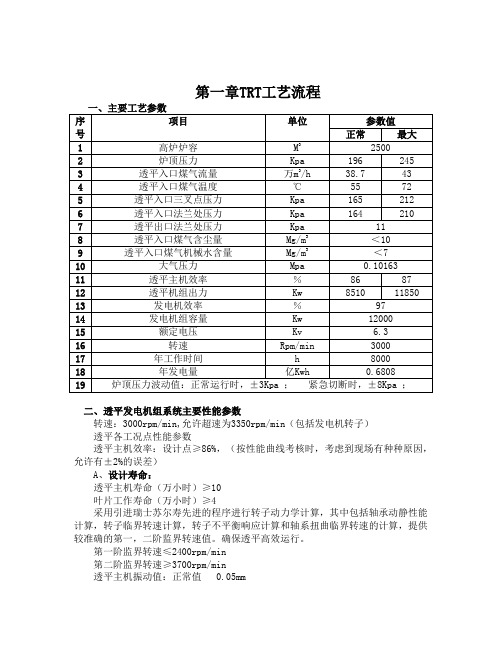
第一章TRT工艺流程二、透平发电机组系统主要性能参数转速:3000rpm/min,允许超速为3350rpm/min(包括发电机转子)透平各工况点性能参数透平主机效率:设计点≥86%,(按性能曲线考核时,考虑到现场有种种原因,允许有±2%的误差)A、设计寿命:透平主机寿命(万小时)≥10叶片工作寿命(万小时)≥4采用引进瑞士苏尔寿先进的程序进行转子动力学计算,其中包括轴承动静性能计算,转子临界转速计算,转子不平衡响应计算和轴系扭曲临界转速的计算,提供较准确的第一,二阶监界转速值。
确保透平高效运行。
第一阶监界转速≤2400rpm/min第二阶监界转速≥3700rpm/min透平主机振动值:正常值 0.05mm报警值 0.08mm停机值 0.16mm透平主机轴位移:报警值±0.3mm停机值±0.5mmB、主要零部件材质机壳 HT250静叶 2Cr13 (表面化学镀Ni--P合金)动叶 0Cr17Ni4Cr4Nb (表面化学镀Ni--P合金)主轴 25Cr2Ni14Mov底座 Q235AC、型式:湿式轴流两级反动式,两级全静叶自动可调。
机壳采用水平剖分,铸造结构,以吸噪减振,增强刚性,稳定性,便于安装维修。
径向下部进,排气方式,轴承箱与机壳分体结构,进出口法兰安装空间>400mm。
透平主轴旋转方向:从进气侧看为顺时针方向。
透平主机具有完善的滑销系统,以疏导热膨胀,防止热变形。
采用两级全静叶可调,以加大变工况范围,在规定的变工况范围内能稳定运行。
第一级静叶可实现全关闭并具有足够的强度在215KPa的差压下打开。
在入口蝶阀及紧急切断阀全开时利用透平静叶可使透平平稳启动,自动调速,自动并网,自动调功率和自动控制炉顶压力。
D、静叶可调:主机采用两级静叶可调,采用研制的最新调节机构,以改善传动机构受力状况,使其传动灵活平稳,延长零部件使用寿命,第一级静叶能实现全关闭。
一级静叶及伺服油缸,能适应快关的需要(快关时间≤1秒)。
一、◆TRT系统工艺流程二、◆TRT透平主机的结构和特点三、◆主要设备四、◆主要系统五、◆TRT系统概述六、我单位七、八、九、进、排气方向垂直向下。
十、TRT透平主机十一、工作转速:3000r/min,允许超速3240r/min(包括发电机转子)。
十二、输出功率:4260kw十三、透平机工作转向:从透平进气端看为顺时针方向。
十四、型式:轴流、反动式透平、两级静叶可调且第一级静叶可实现全关闭。
十五、炉顶压力波动值指标:正常运行±3kPa甩负荷时±5kPa十六、TRT气动特点十七、TRT结构及特点:转子十八、转子由主轴,各级动叶,隔叶块,叶片锁紧装置,密封片等组成,转子为等内径结构转子在设计中进行了横向振动及扭曲振动分析计算。
装配后进行高速动十九、二十、十:快速切断阀原理:采用弹簧液压衡型、双偏心碟阀、工作状态液压油压紧弹簧,阀门打开,在TRT装置异常时(动作信号一路来自系统控制信号,一路来自透平机危机保安器的液压信号)电磁阀动作,快速泄油弹簧松开,阀门紧急关闭,切断时间0.5~1sec可调。
◆轴流式压缩机系统概述◆轴流式压缩机的结构和特点◆轴流式压缩机的零部件一、轴流压缩机:指气体在压缩机中的运动是沿压缩机轴的轴向进行的。
轴流压缩机主要是由机壳、叶片承缸、调节缸、转子、进口圈扩压器、轴承箱、油封、密封、轴承、平衡管道、伺服马达、底座等组成。
轴流压缩机分为A和AV系列,均引进原瑞士苏尔寿公司设计制造技术。
A系列为静叶不可调,AV系列为全静叶可调。
AV AV100、AV112123°,扩4、整体结构采用便于用户安装调试的公共底座;定子组件采用三层缸结构,改善了产品内部零部件的热应力分布,提高了产品的抗振性,降低了机组的噪音,噪音比国外同类产品低5—10分贝。
5、五是调节机构和滑动支撑部件大量运用DU型合金和石墨轴承,这种材料具有良好的无油自润滑特点。
二、轴流压缩机零部件1、机壳:机壳分上机壳和下机壳两部分,为水平剖分型,上、下机壳在中分面处用预应力螺栓联接,机壳是由HT250铸造而成,进、出气法兰均垂直向下,机壳加工完后要进行水压试验,检验机壳的密封性并测量其变形,机壳分四点支承在底座上,四个支撑点设计在接近下机壳中分面处,分布在下机的两侧,而不是分布在机壳的两端,因此机组运行时具有一定的稳定性,减少了由于热胀而引起的机组热变形,23较高的刚性,调节缸分四点支撑在机壳上,安装在机壳与叶片承缸之间,因此有时称为中缸,而机壳为外缸,叶片承缸为内缸。
TRT机组总成工艺设计一概述高炉煤气余压透平发电装置(Blast Furnace Gas Top Pressure Recovery Turbine Unit简称TRT)是国内外公认的冶金企业重大节能装置。
它是利用高炉炉顶煤气的余压和余热,把煤气导入一台透平膨胀机,将压力能转化为机械能,驱动发电机发电的一种能量回收装置。
TRT装置既回收了高炉减压阀组白白浪费的能量,又净化了煤气,降低了噪音,同时大大改善了高炉炉顶压力的控制品质。
装置运行过程中不产生二次污染,发电成本低,回收能源效果显著。
陕鼓集团从1979年开始研制TRT,至今已有23年的历史,积累了丰富的设计制造、成套供货、安装调试、维修服务经验。
TRT按高炉除尘方式不同,可以分为干式TRT、湿式TRT以及干湿两用TRT。
TRT总成工艺共分为八个系统,分别为透平主机系统、煤气管道及大型阀门系统、润滑油系统、液压伺服控制系统、给(排)水系统、氮气密封系统、发配电系统和自动控制系统。
TRT机组典型工艺流程图如下:TRT机组典型布置图如下:如上图所示,TRT机组主要是透平主机通过联轴器和发电机连接在一起,布置在二楼平台上。
二机组工艺系统介绍1 透平主机系统透平主机为轴向反动式,根据煤气量大小可选择两级或者一级静叶可调。
机壳采用水平剖分,铸造结构,以吸噪减振,增强刚性、稳定性,便于安装维修。
采用先进的调节机构,通过液压油带动伺服马达调节静叶,使静叶调节灵活平稳,第一级静叶能实现全关闭。
主机轴承箱上带有机械式危机保安器,在超速状态下能实现机组紧急停机,保证透平发电机转子转速不超过允许范围。
轴端密封装置:透平轴端配有迷宫密封和碳环密封,能有效减少密封N2耗量,消耗量≤60 Nm3/h。
洗涤水喷射装置:对于采用湿式除尘的高炉系统,透平主机设有喷雾水装置,可以清洗流道,减少积灰和堵塞。
根据高炉含尘量大小,可选择连续或者间断喷射。
并且透平级间设有排水孔,以排出级间的机械水。
一、◆TRT系统工艺流程◆TRT透平主机的结构和特点◆主要设备◆主要系统四、◆TRT系统概述五、TRT即高炉煤气余压透平发电装置是利用高炉冶炼的副产品(高炉炉顶煤气)具有的压力能及热能,使煤气通过透平膨胀机做功,将其转化为机械能.我单位配套有陕鼓集团的2台透平机组。
高炉煤气从干法布袋系统除尘后,进入透平机系统,经过透平机入口电动蝶阀、插板阀、紧急切断阀,然后进入透平机主机做功,并带动风机,将煤气的压力能和热能转化为机械能,节约电能,降低生铁成本。
六、TRT结构及特点七、特点;高炉煤气透平主机,通过的煤气压力均不高,但流量颇大,虽然多次除尘,仍含有不少炉灰粒子,并且水蒸汽呈饱和状态。
据此透平设计不能完全衔用燃气轮机方法,而是采用大通流面积,底圆周速度,平直粗壮叶型等新设计方法而特殊设计。
八、结构:机壳、叶片承缸、转子、静叶调节机构、轴封、轴承、导流器、扩压器、喷水装置、盘车装置、主油泵、联轴器、底座等组成。
整机为水平剖分结构,进、排气方向垂直向下。
九、TRT透平主机十、工作转速:3000r/min,允许超速3240r/min(包括发电机转子)。
十一、输出功率:4260kw透平机工作转向:从透平进气端看为顺时针方向。
十二、.十三、型式:轴流、反动式透平、两级静叶可调且第一级静叶可实现全关闭。
十四、炉顶压力波动值指标:正常运行±3 kPa 甩负荷时±5kPa十五、TRT气动特点十六、TRT结构及特点:转子十七、转子由主轴,各级动叶,隔叶块,叶片锁紧装置,密封片等组成,转子为等内径结构转子在设计中进行了横向振动及扭曲振动分析计算。
装配后进行高速动平衡和超速试验,确保机组运行时安全可靠。
十八、TRT结构及特点:机壳十九、水平剖分铸造结构,刚性强,不易变形,吸噪和减振性好,进排气法兰垂直朝下便于二层平台布置中分面螺栓把紧上下机壳联为一个整体,四点支撑,两个为固点,另两个为滑动点,两端沿轴线设有导向键二十、TRT结构及特点:叶片承缸二十一、铸造水平剖分结构,中分面螺栓联接。
装有静叶,静叶轴承,曲柄、滑块。
二十二、叶片承缸两端分别支撑在。
机壳上,进气端为固定支撑,排气端为滑动支撑,利于缸体受热膨胀二十三、TRT结构及特点:静叶调节机构采用一级静叶调节和全静叶可调执行机构:液压。
特点:静叶调节自动、灵活、迅速,调节范围:±15°,调节特性:线性最小可关闭,调节特性最优十:快速切断阀原理:采用弹簧液压衡型、双偏心碟阀、工作状态液压油压紧弹簧,阀门打开,在TRT装置异常时(动作信号一路来自系统控制信号,一路来自透平机危机保安器的液压信号)电磁阀动作,快速泄油弹簧松开,阀门紧急关闭,切断时间0.5~1sec可调。
◆轴流式压缩机系统概述◆轴流式压缩机的结构和特点◆轴流式压缩机的零部件一、轴流压缩机:指气体在压缩机中的运动是沿压缩机轴的轴向进行的。
轴流压缩机主要是由机壳、叶片承缸、调节缸、转子、进口圈扩压器、轴承箱、油封、密封、轴承、平衡管道、伺服马达、底座等组成。
轴流压缩机分为A和A V系列,均引进原瑞士苏尔寿公司设计制造技术。
A系列为静叶不可调,A V系列为全静叶可调。
A V型轴流压缩机完整的系列为:A V40、A V50、A V56、A V63、A V71、A V80、A V90、A V100、A V112、A V125、A V140。
A V50型轴流压缩机是该系列中的一种。
轴流压缩机具有5大技术特点:1、一是轴流压缩机气体动力学设计采用最先进的三元流理论和优化设计方法;采用效率高、压头大的新型叶栅,成功进行了各种反动度叶型组合设计。
在同样参数的条件下,新设计的产品比国外原进口产品级数少1—2级,效率平均提高5%以上,与一般离心压缩机比效率高出10%。
2、二是采用先进的程序进行转子动力学设计,并将产品安放基础和轴承转子作为一个系统进行各种计算与分析,提高了产品运转的平稳性、安全性和可靠性。
°,79°—22°拓展到79°—37将原静叶调节角度从采用全静叶可调机构,、3扩大了工况调节范围;同时进一步研究开发了全静叶可调加变转速调节新技术,工况范围又拓宽了15%以上,有效地避免了运行时放风操作和造成的能源损失。
4、整体结构采用便于用户安装调试的公共底座;定子组件采用三层缸结构,改善了产品内部零部件的热应力分布,提高了产品的抗振性,降低了机组的噪音,噪音比国外同类产品低5—10分贝。
5、五是调节机构和滑动支撑部件大量运用DU型合金和石墨轴承,这种材料具有良好的无油自润滑特点。
二、轴流压缩机零部件1、机壳:机壳分上机壳和下机壳两部分,为水平剖分型,上、下机壳在中分面处用预应力螺栓联接,机壳是由HT250铸造而成,进、出气法兰均垂直向下,机壳加工完后要进行水压试验,检验机壳的密封性并测量其变形,机壳分四点支承在底座上,四个支撑点设计在接近下机壳中分面处,分布在下机的两侧,而不是分布在机壳的两端,因此机组运行时具有一定的稳定性,减少了由于热胀而引起的机组热变形,四个支撑点其中一端(排气端)两点为固定点,另外两点为滑动点。
2、叶片承缸:叶片承缸为水平剖分型,中分面用预应力螺栓联接形成一个内也为很小锥度的筒体,与转子组成轴流压缩机的通道。
叶片承缸的缸体由球墨铸铁QT400铸造而成,通过两端支撑在机壳上,靠进气侧的一端为固定支撑,靠排气侧的一端设计成滑动支撑以满足缸体热胀的要求,承缸的进气侧相配的是进口圈,排气侧相配的是扩压器,分别与机壳、密封套组成一个收缩通道和扩压通道,从而组成了一个完整的轴流压缩机通道,气流从机壳进气室进入,沿流道经过转子叶片逐级压缩做功和动、静叶栅的不断扩压,压力提高,最后经扩压器进一步扩压进入机壳排气室由密道引向工艺流程。
叶片承缸上装有支撑静叶轴承,静叶及其附件全部支撑在静叶轴承上,静叶轴承是石墨轴承,它是无油润滑轴承,有很好的自润滑作用和密封作用,为了防止气体从静叶轴承间隙中向外部泄漏,每个叶片的柄部安装有一个“0”型密封环。
3、调节缸:调节缸由Q235A钢板焊接而成,水平剖分型,中分面用螺栓联接,具有较高的刚性,调节缸分四点支撑在机壳上,安装在机壳与叶片承缸之间,因此有时称为中缸,而机壳为外缸,叶片承缸为内缸。
调节缸的四个支撑是由无油润滑的“DU”金属制成的。
调节缸的内部对应于各级装有各自的导向环,导向环是用35号钢加工而成,分为上下两半,分别安装在上下缸体上。
调节缸的作用在于调节轴流压缩机的各级静叶角度,以满足变工况的要求,安装在机壳两侧的伺服马达在控制系统作用下,通过连接板带动调节缸做轴向往复运动,缸体则又带动各级导向环和嵌在环内的滑块一起运动,滑快通过曲柄带动静叶产生转动,从而达到调节静叶角度的目的,而各级静叶调节的大小,是通过变化各级曲柄的长度来实现的,这些都是在气动计算过程中确定的。
4、转子及动静叶片:轴流压缩机转子是一个主轴、各级动叶、隔叶块、代叶块及叶片锁紧装置组成。
主轴:高合金锻钢锻造而成,材料为25Cr2Ni4MoV,主轴材料的化学成分需经严格的化验分析,性能指标通过试块进行检验,粗加工后进行热运转试验和探伤检验,所有指标合格后,才能投入精加工。
动叶:2Cr13,叶片用坯料精加工而成,原材料进行化学成份、力学性能、裂纹检验,成型叶片要进行湿式喷砂处理,以增加叶片表面的抗疲劳强度;还.要进行测频、确保运行时叶片的安全性。
静叶:2Cr13,叶片用坯料精加工而成,原材料同样要进行化学成份分析及力学性能、裂纹检验等,叶片表面也要进行湿式喷砂处理。
轴流压缩机转子设计中进行了横向振动及扭曲振动分析计算,转子装配后做高速动平衡和超速试验,确保机组运行时安全可靠。
5、轴承箱:轴压缩机的轴承箱由轴承箱体和轴承箱盖组成,轴承箱体与下机壳铸为一体,轴承箱内安装有径向轴承和止推轴承,润滑轴承的润滑油由轴承箱集油回到油箱,轴承箱体底部装有导向装置,和底座配合,使机组对中和沿轴向热胀,轴承箱盖油使封处设有一个充气孔,必要时可供油封充气防止润滑油外泄。
6、油封:轴流缩机的轴承箱内安装有油封,用于防止轴承箱内润滑油的外漏,油封上设计有一个挡风板,防止密封处泄漏的高温气体(特别是排气侧)进入轴承箱内,造成轴承温度升高,润滑油老化。
7、密封:在压缩机的进气侧和排气侧分别设有轴端密封,型式为拉别密封,密封处镶在轴上,密封片的数量是根据计算确定的,密封间隙的大小可通过调整密封套圆周上的调整块来实现。
8、轴承:轴流压缩机的径向轴承为椭圆瓦轴承,止推轴承是金斯泊雷轴承,主付推力面均可100%承受轴向推力。
每个径向轴承附近安装有两个互成90度的轴振动探头,用于检测轴流压缩机运转过程中转子的振动,止推轴承一侧安装一个轴位移探头,用于检测轴压缩机过程中转子的轴向位移。
轴流压缩机的径向和止推轴承已成为一个完整的系列,各种不同大小型号轴承的选用,都是根据转子转速、重量等因素确定轴承的润滑油量、轴承消耗.功率、轴承油温等,并通过计算确定的。
径向轴承和止推轴承结构如下所示9、平衡管道:在压缩机上设有一个高压平衡管道和排空管道,高压平衡管道的作用是将排气侧的高压气体引向进气侧的平衡活塞,用来平衡一部分由于气动引起的指向进气侧的轴向推力,以减轻止推轴承的负载,增加止推轴承的寿命。
排空管道是将排气侧密封后的泄漏气体及机壳与叶片承缸之间的泄漏气体排向大气。
10、伺服马达(静叶调节油缸):在轴流压缩机下机壳的两侧各安装有一个伺服马达,它和调节缸相连接,当120bar的高压油投入运行后,伺服马达活塞作轴向往复移动,同时调节缸也做同步的轴向往复移动。
伺服马达也是设计成为系列的,伺服马达的选用,是由驱动调节缸所需的轴向力来确定的。
.。