焊接球计算公式
- 格式:xls
- 大小:54.50 KB
- 文档页数:2
焊接变形收缩余量计算公式焊接变形是指焊接过程中由于热输入和冷却引起的零部件形状和尺寸的变化。
焊接变形是焊接过程中不可避免的现象,可能对焊接结构的质量和使用性能产生影响。
焊接变形主要包括热变形和性能变形两种。
热变形是焊接过程中零件受热影响而发生的变形,其主要原因是焊接过程中产生的热输入引起局部热膨胀和相邻零件的热收缩差异。
性能变形是指焊接后零件的结构和力学性能发生的变化,主要包括硬化、脆化和变软等。
为了控制焊接变形,需要对焊接变形进行预测和计算。
焊接变形的计算公式一般根据焊接变形的特点和计算方法来确定,下面是一些常用的焊接变形计算公式:1.热输入计算公式:热输入是指单位长度或单位面积的焊接线能量,计算公式如下:Q=I*V*t其中,Q为焊接热输入量,单位为焦耳/单位长度或单位面积;I为电弧电流,单位为安培;V为电弧电压,单位为伏特;t为焊接时间,单位为秒。
2.热应变计算公式:焊接过程中由于热输入引起的热应变可以通过以下计算公式来计算:ε=α*ΔT*L其中,ε为热应变,单位为无量纲;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
3.残余应力计算公式:焊接过程中由于热膨胀和冷却引起的残余应力可以通过以下计算公式来计算:σ=E*α*ΔT*L其中,σ为焊接零件上的残余应力,单位为帕斯卡;E为材料的弹性模量,单位为帕斯卡;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
4.收缩量计算公式:焊接过程中由于热收缩引起的收缩量可以通过以下计算公式来计算:ΔL=β*ΔT*L其中,ΔL为焊接零件的收缩量,单位为米;β为材料的线性热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L 为焊接长度或宽度,单位为米。
需要注意的是,以上计算公式仅为一般情况下的近似计算公式,实际焊接变形受到多种因素的影响,包括焊接材料的性质、焊接工艺参数、焊接结构形式等,因此在实际应用中需要根据具体情况进行调整和修正。

焊接材料用量计算工具使用说明此计算工具程序采用C++语言编写,在Windons环境下运行。
采用人机对话交互方式,由用户直接输入计算所需的基本参数,计算工具将自动给出计算结果。
从而可减轻劳动强度、提高工作效率、避免计算错误,可以把焊接工艺人员从繁复的计算工作中解放出来。
此计算工具所指的焊接材料主要包括:焊条、实芯焊丝、药芯焊丝和焊剂。
此工具有二个工作界面,分别为焊缝信息界面和焊缝焊接工序参数界面。
焊缝信息界面主要包括,焊缝形式、焊缝尺寸和焊缝数量参数。
焊缝焊接工序参数界面主要包括,焊接工序参数和用量计算参数。
此工具可以对四种形式的焊缝:角焊缝、坡口焊缝、组合焊缝(角焊缝加坡口焊缝)和堆焊焊缝进行焊材用量的计算。
对某一条特定的焊缝不仅可以计算总的焊材用量,而且还可以分焊接工序采用不同的焊接方法和不同种类、不同规格的焊接材料进行工序计算。
焊接材料用量G的基本计算公式:G=G W/η·ΨG W—熔敷金属重量(㎏)η—焊接材料熔敷效率Ψ —焊材余量系数角焊缝、坡口焊缝、组合焊缝:G W=F·L·ρ/103F—焊缝横截面面积(㎜2)L—焊缝长度(m)ρ—熔敷金属比重(g/㎝3)堆焊焊缝:G W=F·δ·ρ/106F—堆焊面面积(㎜2)δ—堆焊厚度(㎜)ρ—熔敷金属比重(g/㎝3)下面分三部分:一、焊缝信息;二、焊缝焊接工序信息;三、用量计算参数,详细说明。
一、焊缝信息打开压力容器NET-WCAPP系统,用鼠标右键点击工具栏中“焊材用量计算工具”即可进入焊缝信息界面。
如图1所示图1焊缝信息是焊缝体积计算的数据来源,焊缝信息有焊缝形式、焊缝尺寸(包括坡口焊缝的坡口尺寸)、焊缝长度三部分组成。
1、焊缝形式压力容器的焊缝主要形式有四种,即角焊缝(图2 a)、开坡口的对接焊缝(图2 b)、堆焊焊缝(图2 c)和开坡口的对接焊缝与角焊缝相组合的焊缝,称为组合焊缝(图2 d)。

1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(C叶Mo+V)/5+(Ni+Cu)/15 <0.4 淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn /6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢,焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa, Ceq=0.52 预热75o C Rb=700MPa, Ceq=0.52 预热75 o CRb=800MPa, Ceq=0.62 预热150 o C新日铁:CE= C+ A(C){Si/ 24+ Mil/ 16+ Cu/15 +Ni/ 2 0+ (Cr+ Mo+ V+ Nb)/5+ 5B} (%)A(C)= 0 75+ 0. 25tgh[20(C- 0. 12)]CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(M n+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B=C +男+勢+芻十黑+富+寧+焉+ 23B-使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,M n=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600 或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
焊缝受力计算公式讲解焊接是一种常见的连接工艺,它在工程结构中起着至关重要的作用。
在焊接过程中,焊缝是承受最大受力的部分,因此对焊缝受力的计算是非常重要的。
本文将介绍焊缝受力计算的公式及其相关知识。
1. 焊缝受力的类型。
在工程结构中,焊缝通常承受拉力、剪切力和弯曲力等不同类型的受力。
因此,在进行焊缝受力计算时,需要考虑这些不同类型的受力对焊缝的影响。
2. 焊缝受力计算的基本原理。
焊缝受力计算的基本原理是根据焊缝所承受的受力类型和受力大小,通过相应的公式计算出焊缝的受力情况,从而确定焊缝的受力状态和安全性。
3. 焊缝受力计算的公式。
3.1 拉力的计算公式。
在焊接结构中,焊缝通常承受拉力的作用。
拉力的计算公式如下:F = σ A。
其中,F为焊缝承受的拉力,σ为焊缝的应力,A为焊缝的截面积。
3.2 剪切力的计算公式。
焊缝还可能承受剪切力的作用。
剪切力的计算公式如下:F = τ A。
其中,F为焊缝承受的剪切力,τ为焊缝的剪应力,A为焊缝的截面积。
3.3 弯曲力的计算公式。
在一些情况下,焊缝还可能承受弯曲力的作用。
弯曲力的计算公式如下:M = σ W。
其中,M为焊缝承受的弯矩,σ为焊缝的应力,W为焊缝的截面模量。
4. 焊缝受力计算的实例。
为了更好地理解焊缝受力计算的公式,我们举一个实例来进行说明。
假设有一根直径为10mm的焊缝,在受到拉力作用时,焊缝的应力为200MPa,求焊缝承受的拉力大小。
根据拉力的计算公式 F = σ A,其中σ为焊缝的应力,A为焊缝的截面积。
焊缝的截面积A可以通过计算得到,即 A = π r^2,其中r为焊缝的半径。
代入数据计算得到 A = 3.14 (5mm)^2 = 78.5mm^2。
将A代入拉力的计算公式中,即 F = 200MPa 78.5mm^2 = 15700N。
因此,焊缝承受的拉力大小为15700N。
5. 焊缝受力计算的注意事项。
在进行焊缝受力计算时,需要注意以下几点:5.1 焊缝的材料特性。
焊接球重量计算公式焊接球是一种在建筑结构、机械制造等领域常用的连接件,计算它的重量可是个重要的活儿。
要计算焊接球的重量,咱们得先搞清楚几个关键的东西。
焊接球一般是个球体,那球体的体积公式您得先知道,就是V = 4/3πr³ ,这里的“r”是球体的半径。
而焊接球的重量呢,就得看它用的啥材料啦。
不同材料的密度不一样,比如说常见的钢材,密度大概是 7850 千克/立方米。
那焊接球的重量计算公式就出来啦,就是:重量= 4/3πr³ × 密度。
我给您举个例子吧,有一次我在工厂里,师傅让我计算一个焊接球的重量。
这个球的半径是 10 厘米,材料是钢材。
我就按照公式,先把半径换算成米,也就是 0.1 米。
然后算出体积:4/3 × 3.14 × 0.1³ ≈0.0042 立方米。
再乘以钢材的密度 7850 千克/立方米,最后得出这个焊接球的重量约是 33.18 千克。
可别小看这计算过程,一个小错误可能就会导致大问题。
就像那次,我一开始把半径的单位搞错了,算出来的重量差了好多,师傅一看就指出了我的错误,让我重新算,还跟我说:“这计算可得仔细,不然用错了焊接球,整个工程都可能出问题!”在实际工作中,我们还得考虑焊接球的加工余量、表面处理等因素对重量的影响。
有时候,为了更精确,还得用专门的测量工具去测量实际的尺寸。
总之啊,焊接球重量的计算虽然有公式可循,但实际操作中要细心再细心,这样才能保证我们的工作质量,让焊接球在该发挥作用的地方稳稳当当,不出差错!您要是在计算焊接球重量的时候,可得记住这些要点哟。
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接相关计算地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接的有关计算第一章基本概念的有关计算一、焊条药皮质量系数概念:焊条药皮质量系数即焊条与药芯(不包括无药皮的夹持端)的质量比。
式中:Kb——药皮质量系数(%);mo——药皮质量(Kg);ml——焊芯质量(Kg)。
二、焊条药皮厚度分类(1)薄药皮焊条(2)厚药皮焊条(3)特厚药皮焊条三、熔敷系数熔敷系数指熔焊过程中,单位电流、单位时间内,焊芯(或焊丝)熔敷在焊件上的金属量。
式中:——熔敷系数(g/Ah);m——熔敷焊缝金属质量(g);I——焊接电流(A);t——焊接时间(h)。
四、熔化系数熔化系数指熔焊过程中,单位电流,单位时间内,焊芯(或焊丝)的熔化量。
式中:——熔化系数(g/Ah);——焊芯原质量(g);——焊后剩下焊芯质量(g);五、熔化速度熔化速度指熔焊过程中,熔化电极在单位时间内熔化的长度或质量。
式中——熔化速度(mm/min);——焊条原长(mm);L——余下焊条头长度(mm);T——焊接时间(min)。
例:某焊条长320mm,经过5min的焊接,剩下40mm的焊条头,求该焊条的熔化速度。
解:=(320mm-40mm)/5min=56mm/min答:该焊条的熔化速度为56mm/min。
六、熔敷速度熔敷速度指熔焊过程中,单位时间内熔敷在焊件上的金属量。
式中:——熔敷速度(kg/h);M——焊后焊件的质量(kg);——焊前焊件的质量(kg);t——焊接时间(h)。
七、热输入热输入指熔焊时,由焊接能源输入给单位长度焊缝上的热能。
式中:q——热输入(J/mm);U——电弧电压(V);I——焊接电流(A);V——焊接速度(mm/s);η——热效率(焊条电弧焊η=0.7~0.8;埋弧焊η=0.8~0.95;TIG焊η=0.5)。
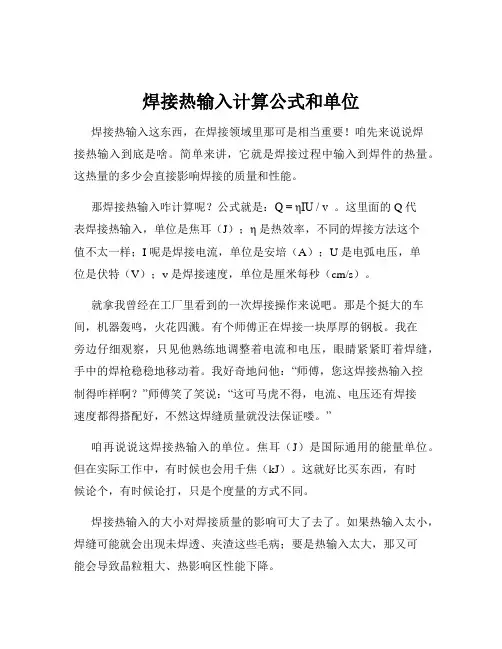
焊接热输入计算公式和单位焊接热输入这东西,在焊接领域里那可是相当重要!咱先来说说焊接热输入到底是啥。
简单来讲,它就是焊接过程中输入到焊件的热量。
这热量的多少会直接影响焊接的质量和性能。
那焊接热输入咋计算呢?公式就是:Q = ηIU / v 。
这里面的 Q 代表焊接热输入,单位是焦耳(J);η 是热效率,不同的焊接方法这个值不太一样;I 呢是焊接电流,单位是安培(A);U 是电弧电压,单位是伏特(V);v 是焊接速度,单位是厘米每秒(cm/s)。
就拿我曾经在工厂里看到的一次焊接操作来说吧。
那是个挺大的车间,机器轰鸣,火花四溅。
有个师傅正在焊接一块厚厚的钢板。
我在旁边仔细观察,只见他熟练地调整着电流和电压,眼睛紧紧盯着焊缝,手中的焊枪稳稳地移动着。
我好奇地问他:“师傅,您这焊接热输入控制得咋样啊?”师傅笑了笑说:“这可马虎不得,电流、电压还有焊接速度都得搭配好,不然这焊缝质量就没法保证喽。
”咱再说说这焊接热输入的单位。
焦耳(J)是国际通用的能量单位。
但在实际工作中,有时候也会用千焦(kJ)。
这就好比买东西,有时候论个,有时候论打,只是个度量的方式不同。
焊接热输入的大小对焊接质量的影响可大了去了。
如果热输入太小,焊缝可能就会出现未焊透、夹渣这些毛病;要是热输入太大,那又可能会导致晶粒粗大、热影响区性能下降。
比如说有一次,一个新手焊工在操作的时候,没算好焊接热输入,结果焊缝看着就不结实,一检查,果然有问题。
后来在老师傅的指导下,重新计算调整,这才把焊缝弄好了。
所以啊,搞焊接的朋友们,一定要把这个焊接热输入的计算公式和单位弄清楚,这可是保证焊接质量的关键之一。
不然,出了问题,那可就麻烦啦!总之,焊接热输入的计算公式和单位虽然看起来有点复杂,但只要咱多实践、多琢磨,肯定能掌握好,焊出漂亮结实的焊缝!。
△L横≈0.1δ,δ=板厚。
(间隙和线能量最小化)焊接变形收缩余量计算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式1、单V对接焊缝横向收缩近似值及公式:y = 1.01*e^(0.0464x)y=收缩近似值e=2.718282x=板厚第 1 页第 2 页2、双V对接焊缝横向收缩近似值及公式:y = 0.908*e^(0.0467x )y=收缩近似值e=2.718282x=板厚第 3 页第 4 页4、第 5 页5、6、第 6 页1 试述焊接残余变形的种类。
第 7 页焊接过程中焊件产生的变形称为焊接变形。
焊后,焊件残留的变形称为焊接残余变形。
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图1,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形。
2 焊件在什么情况下会产生纵向收缩变形?焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形。
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表1。
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表2。
表2 焊缝纵向收缩变形量的近似值(mm/m)对接焊缝连续角焊缝间断角焊缝0.15~0.3 0.2~0.4 0~0.1注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板。
3 试述焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
焊接工艺参数焊接工艺参数是指焊接时,为保证焊接质量而选定的诸物理量例如:焊接电流、电弧电压、焊接速度、热输入等的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压、焊接速度和预热温度等。
1.4.1 焊条直径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择的。
厚度较大的焊件,搭接和 T形接头的焊缝应选用直径较大的焊条。
对于小坡口焊件,为了保证底层的熔透,宜采用较细直径的焊条,如打底焊时一般选用 Φ2.5mm 或 Φ3.2mm焊条。
不同的焊接位置,选用的焊条直径也不同,通常平焊时选用较粗的Φ4.0~6.0mm 的焊条,立焊和仰焊时选用 Φ3.2~4.0mm 的焊条;横焊时选用Φ3.2~5.0mm的焊条。
对于特殊钢材,需要小工艺参数焊接时可选用小直径焊条。
根据工件厚度选择时,可参考表 3-20。
对于重要结构应根据规定的焊接电流范围根据热输入确定参照表 3—21焊接电流与焊条直径的关系来决定焊条直径。
1.4.2 焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。
焊接电流的选择直接影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条熔化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易产生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此,选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置及焊接层数来综合考虑。
首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。
板厚较的,T形接头和搭接头,在施焊环境温度低时,由于导热较快,所以焊接电流要大一些。
但主要考虑焊条直径、焊接位置和焊道层次等因素。