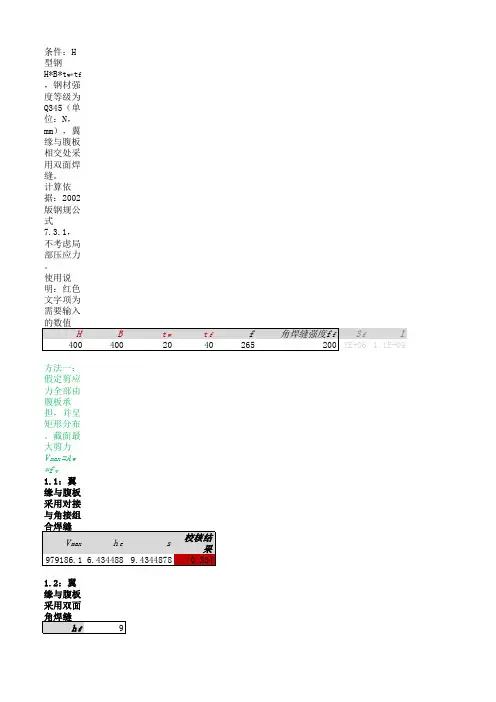
焊接H型钢计算公式
- 格式:doc
- 大小:47.00 KB
- 文档页数:1
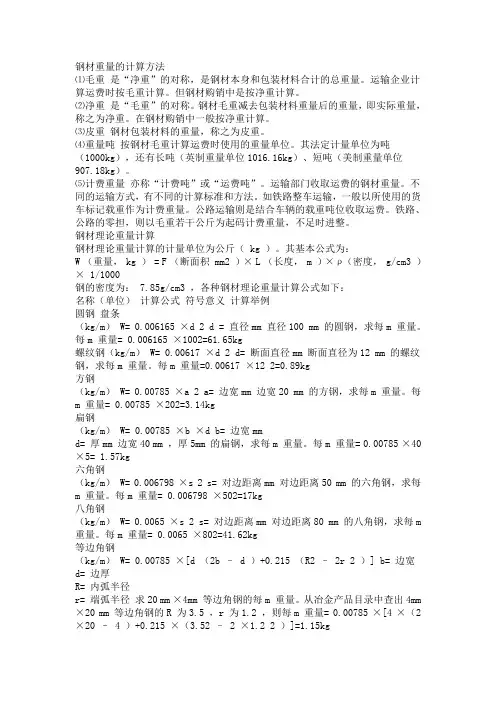
钢材重量计算方法建筑类2010-05-15 19:40:35 阅读15 评论0 字号:大中小订阅钢的密度为: 7.85g/cm3钢材理论重量计算钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:W(重量,kg )=F(断面积 mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0. ×d×dd = 直径mm直径100 mm 的圆钢,求每m 重量。
每m 重量= 0. ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d×dd= 断面直径mm断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a ×aa= 边宽mm边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×db= 边宽mmd= 厚mm边宽40 mm ,厚5mm 的扁钢,求每m 重量。
每m 重量= 0.00785 ×40 ×5= 1.57kg六角钢(kg/m)W= 0. ×s×ss= 对边距离mm对边距离50 mm 的六角钢,求每m 重量。
每m 重量= 0. ×502=17kg八角钢(kg/m)W= 0.0065 ×s ×ss= 对边距离mm对边距离80 mm 的八角钢,求每m 重量。
每m 重量= 0.0065 ×802=41.62kg等边角钢(kg/m)= 0.00785 ×[d (2b – d )+0.215 (R2 – 2r 2 )]b= 边宽d= 边厚R= 内弧半径r= 端弧半径求20 mm ×4mm 等边角钢的每m 重量。
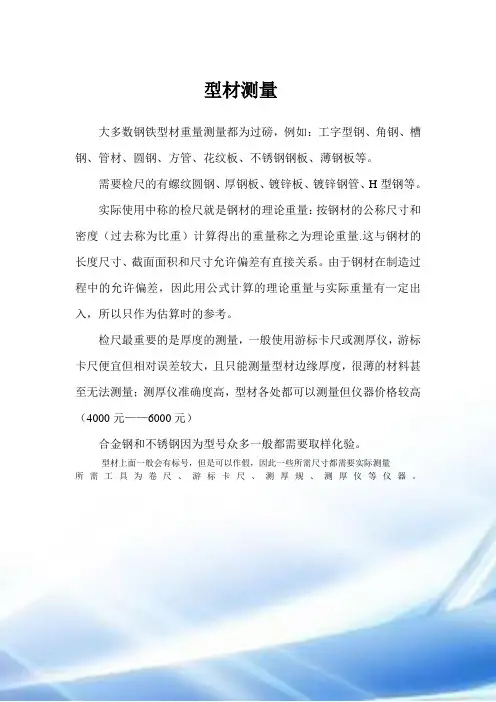
型材测量大多数钢铁型材重量测量都为过磅,例如:工字型钢、角钢、槽钢、管材、圆钢、方管、花纹板、不锈钢钢板、薄钢板等。
需要检尺的有螺纹圆钢、厚钢板、镀锌板、镀锌钢管、H型钢等。
实际使用中称的检尺就是钢材的理论重量:按钢材的公称尺寸和密度(过去称为比重)计算得出的重量称之为理论重量.这与钢材的长度尺寸、截面面积和尺寸允许偏差有直接关系。
由于钢材在制造过程中的允许偏差,因此用公式计算的理论重量与实际重量有一定出入,所以只作为估算时的参考。
检尺最重要的是厚度的测量,一般使用游标卡尺或测厚仪,游标卡尺便宜但相对误差较大,且只能测量型材边缘厚度,很薄的材料甚至无法测量;测厚仪准确度高,型材各处都可以测量但仪器价格较高(4000元——6000元)合金钢和不锈钢因为型号众多一般都需要取样化验。
型材上面一般会有标号,但是可以作假,因此一些所需尺寸都需要实际测量所需工具为卷尺、游标卡尺、测厚规、测厚仪等仪器。
游标卡尺数显游标卡尺数显测厚规测厚仪材料理论重量计算公式下面是碳钢(20号钢)的理论重量计算公式无缝钢管重量=0.02466*壁厚*(外径—壁厚)=kg 4500—6500元/吨岩棉管立方数= (内径+壁厚)*壁厚*3.14=m3角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相等) 扁钢:每米重量=0.00785*厚度*边宽镀锌扁钢相同管材:每米重量=0.02466*壁厚*(外径-壁厚)镀锌管、螺旋焊管相同不锈钢管:每米重量=0.02491*壁厚*(外径-壁厚)板材:每米重量=7.85*厚度黄铜管:每米重量=0.02670*壁厚*(外径-壁厚)紫铜管:每米重量=0.02796*壁厚*(外径-壁厚)铝花纹板:每平方米重量=2.96*厚度有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37有色金属板材的计算公式为:每平方米重量=比重*厚度方管镀锌钢管螺纹圆钢圆钢不锈钢管钢管螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
目录1.钢材理论重量计算 (2)2.不等边角钢速算表 (3)3.美标不等边角钢 (5)4.欧标不等边角钢 (7)5.钢板每平方米重量表 (8)6.花纹钢板每平方米重量表 (9)7.热轧圆钢每米重量表 (10)8.冷拉圆钢每米重量表 (11)9.热轧扁钢每米重量表 (12)10.热轧等边角钢每米重量表 (18)11.热轧不等边角钢每米重量表 (23)12.型材(工字钢、槽钢和等边角钢)理论重量) (28)13.热轧8#轻型工字钢尺寸及重量(据YB(T)65-87) (29)14.热轧普通工字钢尺寸及理论重量 (29)15.热轧轻型槽钢尺寸及理论重量 (31)16.热轧普通槽钢尺寸及理论重量 (32)17.热轧等边角钢尺寸及理论重量 (34)18.H型钢理论重量表 (36)19.工字钢公式与质量表 (37)20.热轧普通工字钢每米重量表 (38)21.热轧轻热轧普通槽钢每米重量表 (40)22.型工字钢每米重量表 (41)23.热轧轻型槽钢每米重量表 (42)24.钢轨每米重量表 (43)25.鱼尾板每块重量表 (43)26.圆钢直径和方钢边长及理论重量 (44)27.六角钢和八角钢的截面尺寸、理论重量 (45)钢材理论重量计算不等边角钢速算表日标不等边角钢美标不等边角钢欧标不等边角钢钢板每平方米重量表花纹钢板每平方米重量表热轧圆钢每米重量表冷拉圆钢每米重量表热轧扁钢每米重量表热轧等边角钢每米重量表热轧不等边角钢每米重量表型材(工字钢、槽钢和等边角钢)理论重量热轧8#轻型工字钢尺寸及重量(据YB(T)65-87)W(kg/m)=0.00785*腰厚*[高+f*(腿宽-腰厚)]热轧普通工字钢尺寸及理论重量计算公式:W(kg/m)=0.00785*腰厚*[高+f*(腿宽-腰厚)]热轧轻型槽钢尺寸及理论重量计算公式w(kg/m)=0.00785*腰厚*[高+e*(腿宽-腰厚)]热轧普通槽钢尺寸及理论重量热轧等边角钢尺寸及理论重量计算公式:W(kg/m)=0.00785*边厚*(2边宽-边厚)H型钢理论重量表H 型钢工字钢公式与质量表热轧普通工字钢每米重量表热轧轻型工字钢每米重量表热轧普通槽钢每米重量表热轧轻型槽钢每米重量表钢轨每米重量表鱼尾板每块重量表圆钢直径和方钢边长及理论重量六角钢和八角钢的截面尺寸、理论重量重量计算公式:六角钢W(kg/m)=0.0068*S2八角钢W(kg/m)=0.0065*S2注:表中的理论重量按密度7.85g/cm3计算。
常用钢材理论重量计算公式
1.无缝钢管:每米重量=(外径-臂厚)×臂厚×0.02466
2.螺旋焊管计算方法与无缝钢管相同,双面焊每米另加0.5kg
3.钢板(或扁钢):钢板重量(kg) =长(m)×宽(m)×厚(mm)×7.85
4.花纹板:花纹板重量(kg) =长(m)×宽(m)×每平米理重
5.圆钢、螺纹钢:每米重量(kg)=直径(cm)×直径(cm)×0.617
6.矩形管公式是:(长+宽)×2×0.00785×厚度×米数
7.方管的计算公式是:边长×4×0.00785×厚度×米数
8.热镀锌角钢理论重量的计算公式是:角钢理论重量×1.06
9.热镀锌槽钢理论重量的计算公式是:槽钢理论重量×1.06
10.热镀锌工字钢理论重量的计算公式是:工字钢理论重量×1.06
11.热镀锌方管理论重量的计算公式是:方管理论重量×1.06
不锈钢板重量计算公式:
公式厚度(毫米)*宽(米)*长度(米)*比重(7.93)=公斤数
201 , 202 ,206 ,301 ,302 ,304 ,304L ,305 ,321 这些规格的密度都是7.93 309S ,310S ,316 ,347 这些规格的密度都是7.98
405 ,410 ,420 ,409 ,430 ,434 这些规格的密度都是7.75
H型钢 (GB/T11263-1998) 理论重量
高频焊接H型钢与热轧型钢的技术参数对比。
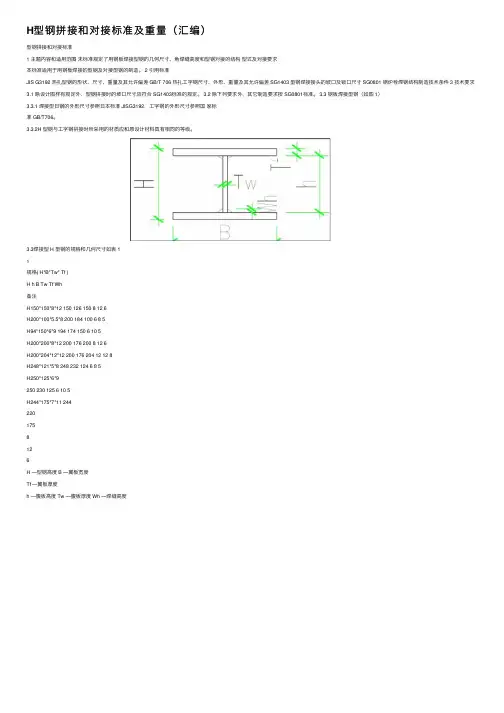
H型钢拼接和对接标准及重量(汇编)型钢拼接和对接标准1 主题内容和适⽤范围未标准规定了⽤钢板焊接型钢的⼏何尺⼨、⾓焊缝⾼度和型钢对接的结构型式及对接要求本标准适⽤于⽤钢板焊接的型钢及对接型钢的制造。
2 引⽤标准JIS G3192 热扎型钢的形状、尺⼨、重量及其允许偏差 GB/T 706 热扎⼯字钢尺⼨、外形、重量及其允许偏差 SG1403 型钢焊接接头的坡⼝及锁⼝尺⼨ SG0801 锅炉栓焊钢结构制造技术条件 3 技术要求3.1 除设计图样有规定外,型钢拼接时的坡⼝尺⼨应符合 SG1403标准的规定。
3.2 除下列要求外,其它制造要求按 SG0801标准。
3.3 钢板焊接型钢(如图 1)3.3.1 焊接型⽇钢的外形尺⼨参照⽇本标准 JISG3192,⼯字钢的外形尺⼨参照国家标准 GB/T706。
3.3.2H 型钢与⼯字钢拼接时所采⽤的材质应和原设计材料具有相同的等级。
3.3焊接型 H 型钢的规格和⼏何尺⼨如表 11规格( H*B*Tw* Tf )H h B Tw Tf Wh备注H150*150*8*12 150 126 150 8 12 6H200*100*5.5*8 200 184 100 6 8 5H94*150*6*9 194 174 150 6 10 5H200*200*8*12 200 176 200 8 12 6H200*204*12*12 200 176 204 12 12 8H248*121*5*8 248 232 124 6 8 5H250*125*6*9250 230 125 6 10 5H244*175*7*11 2442201758126H —型钢⾼度 B —翼板宽度Tf —翼板厚度h —腹板⾼度 Tw —腹板厚度 Wh —焊缝⾼度3 型钢的对接3.4.1 型钢的对接优先采⽤有加强板的对接型式,当产品因为结构原因⽽不允许采⽤加强板时,允许采⽤插⼊的对接型式,如图2b 所⽰。
钢结构受弯构件计算4.1 梁的类型和应用钢梁在建筑结构中应用广泛,主要用于承受横向荷载。
在工业和民用建筑中,最常见的是楼盖梁、墙架梁、工作平台梁、起重机梁、檩条等。
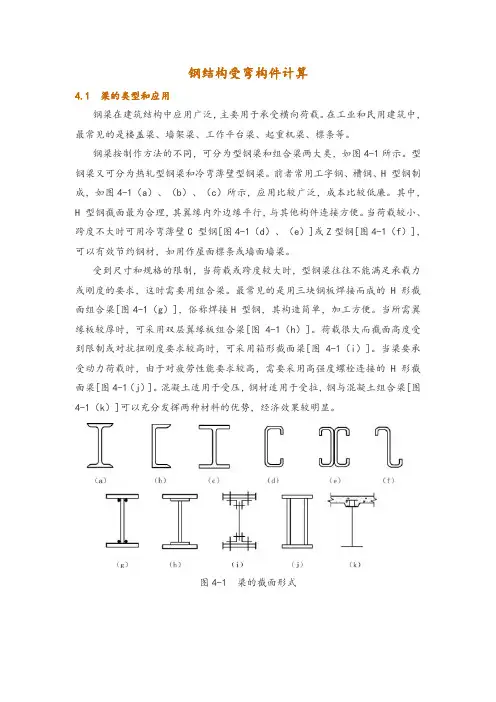
钢梁按制作方法的不同,可分为型钢梁和组合梁两大类,如图4-1所示。
型钢梁又可分为热轧型钢梁和冷弯薄壁型钢梁。
前者常用工字钢、槽钢、H 型钢制成,如图4-1(a)、(b)、(c)所示,应用比较广泛,成本比较低廉。
其中,H 型钢截面最为合理,其翼缘内外边缘平行,与其他构件连接方便。
当荷载较小、跨度不大时可用冷弯薄壁C 型钢[图4-1(d)、(e)]或Z型钢[图4-1(f)],可以有效节约钢材,如用作屋面檩条或墙面墙梁。
受到尺寸和规格的限制,当荷载或跨度较大时,型钢梁往往不能满足承载力或刚度的要求,这时需要用组合梁。
最常见的是用三块钢板焊接而成的H 形截面组合梁[图4-1(g)],俗称焊接H 型钢,其构造简单,加工方便。
当所需翼缘板较厚时,可采用双层翼缘板组合梁[图4-1(h)]。
荷载很大而截面高度受到限制或对抗扭刚度要求较高时,可采用箱形截面梁[图4-1(i)]。
当梁要承受动力荷载时,由于对疲劳性能要求较高,需要采用高强度螺栓连接的H 形截面梁[图4-1(j)]。
混凝土适用于受压,钢材适用于受拉,钢与混凝土组合梁[图4-1(k)]可以充分发挥两种材料的优势,经济效果较明显。
图4-1 梁的截面形式(a)工字钢;(b)槽钢;(c)H 型钢;(d),(e)C型钢;(f)Z型钢;(g)H 形截面组合梁;(h)双层翼缘板组合梁;(i)箱形截面梁;(j)高强度螺栓连接的H 形截面梁;(k)钢与混凝土组合梁为了更好地发挥材料的性能,钢材可以做成截面沿梁长度方向变化的变截面梁。
常用的有楔形梁,这种梁仅改变腹板高度,而翼缘的厚度、宽度及腹板的厚度均不改变。
因其加工方便,经济性能较好,目前已经广泛用于轻型门式刚架房屋中。
简支梁可以在支座附近降低截面高度,除节约材料外,还可以节省净空,已广泛应用于大跨度起重机梁中,另外,还可以做成改变翼缘板的宽度或厚度的变截面梁。
Q235BH型钢-现货供应Q235BH型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“H”相同而得名。
由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。
H型钢是一种新型经济建筑用钢。
H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。
常用于要求承截能力大,截面稳定性好的大型建筑(如厂房、高层建筑等),以及桥梁、船舶、起重运输机械、设备基础、支架、基础桩等。
Q235BH型钢是由工字型钢优化发展而成的一种断面力学性能更为优良的经济型断面钢材,尤其断面与英文字母“H”相同而得名。
其特点如下:◆翼缘宽,侧向刚度大。
◆计算公式:零陆*叁伍-捌贰壹=捌肆捌伍◆抗弯能力强,比工字钢大约5%-10%。
◆翼缘两表面相互平行使得连接、加工、安装简便。
◆与焊接工字钢相比,成本低,精度高,残余应力小,无需昂贵的焊接材料和焊缝检测,节约钢结构制作成本30%左右。
◆相同截面负荷下.热轧H钢结构比传统钢结构重量减轻15%-20%。
◆与砼结构相比,热轧H钢结构可增大6%的使用面积,而结构自重减轻20%一30%,减少结构设计内力。
◆Q235BH型钢可加工成T型钢,蜂窝梁可经组合形成各种截面形式,极大满足工程设计与制作需求。
介绍编辑Q235BH型钢分为热轧Q235BH型钢和焊接Q235BH型钢两种,热轧Q235BH型钢又分为宽翼缘Q235BH型钢(HW)中翼缘Q235BH型钢(HM)和窄翼缘Q235BH型钢(HN)三种。
HW 是H型钢高度和翼缘宽度基本相等;主要用于钢筋砼框架结构柱中钢芯柱,也称劲性钢柱;在钢结构中主要用于柱HM 是H型钢高度和翼缘宽度比例大致为1.33~~1.75 主要在钢结构中:用做钢框架柱在承受动力荷载的框架结构中用做框架梁;例如:设备平台HN 是H型钢高度和翼缘宽度比例大于等于2,主要用于梁;工字钢的用途相当于HN型钢; H型钢的主要材质有Q235B、SM490、SS400、Q345 、Q345B等。
钢材重量的计算方法⑴毛重是“净重”的对称,是钢材本身和包装材料合计的总重量。
运输企业计算运费时按毛重计算。
但钢材购销中是按净重计算。
⑵净重是“毛重”的对称。
钢材毛重减去包装材料重量后的重量,即实际重量,称之为净重。
在钢材购销中一般按净重计算。
⑶皮重钢材包装材料的重量,称之为皮重。
⑷重量吨按钢材毛重计算运费时使用的重量单位。
其法定计量单位为吨(1000kg),还有长吨(英制重量单位1016.16kg)、短吨(美制重量单位907.18kg)。
⑸计费重量亦称“计费吨”或“运费吨”。
运输部门收取运费的钢材重量。
不同的运输方式,有不同的计算标准和方法。
如铁路整车运输,一般以所使用的货车标记载重作为计费重量。
公路运输则是结合车辆的载重吨位收取运费。
铁路、公路的零担,则以毛重若干公斤为起码计费重量,不足时进整。
钢材理论重量计算钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:W (重量, kg ) = F (断面积 mm2 )× L (长度, m )×ρ(密度, g/cm3 )× 1/1000钢的密度为: 7.85g/cm3 ,各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0.006165 ×d 2 d = 直径mm 直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d 2 d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a 2 a= 边宽mm 边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×d b= 边宽mmd= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。
钢材重量的计算方法⑴毛重是“净重”的对称,是钢材本身和包装材料合计的总重量。
运输企业计算运费时按毛重计算。
但钢材购销中是按净重计算。
⑵净重是“毛重”的对称。
钢材毛重减去包装材料重量后的重量,即实际重量,称之为净重。
在钢材购销中一般按净重计算。
⑶皮重钢材包装材料的重量,称之为皮重。
⑷重量吨按钢材毛重计算运费时使用的重量单位。
其法定计量单位为吨(1000kg),还有长吨(英制重量单位1016.16kg)、短吨(美制重量单位907.18kg)。
⑸计费重量亦称“计费吨”或“运费吨”。
运输部门收取运费的钢材重量。
不同的运输方式,有不同的计算标准和方法。
如铁路整车运输,一般以所使用的货车标记载重作为计费重量。
公路运输则是结合车辆的载重吨位收取运费。
铁路、公路的零担,则以毛重若干公斤为起码计费重量,不足时进整。
钢材理论重量计算钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:W (重量, kg ) = F (断面积 mm2 )× L (长度, m )×ρ(密度, g/cm3 )× 1/1000钢的密度为: 7.85g/cm3 ,各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0.006165 ×d 2 d = 直径mm 直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d 2 d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a 2 a= 边宽mm 边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×d b= 边宽mmd= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。
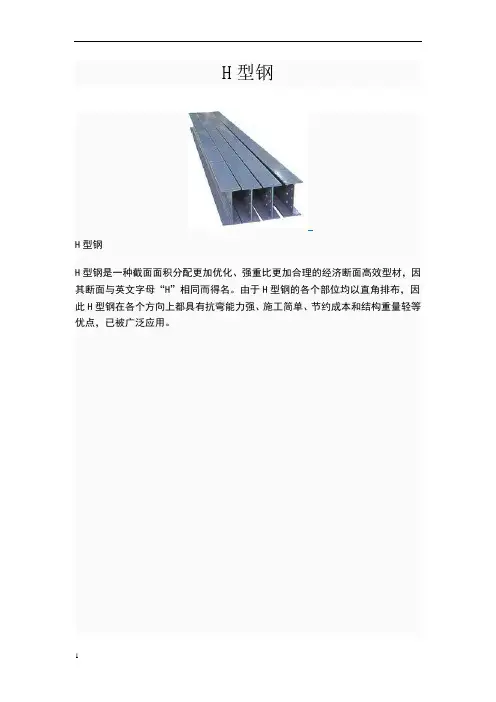
v1.0 可编辑可修改H型钢H型钢H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“H”相同而得名。
由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。
目录H型钢分为宽翼缘H型钢(HW)中翼缘H型钢(HM)窄翼缘H型钢(HN)薄壁H型钢(HT)H型钢桩(HU)高度H×宽度B×腹板厚度t1×翼板厚度t2,如H型钢Q235、SS400 200×200×8×12表示为高200mm宽200mm腹板厚度8mm,翼板厚度12mm型钢Q235B、SS400 200×200×8×12表示为高200mm宽200mm腹板厚度8mm,翼板厚度12mm的宽翼缘H型钢,其牌号为Q235B或SS400。
H型钢是一种新型经济建筑用钢。
H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。
常用于要求承截能力大,截面稳定性好的大型建筑(如厂房、高层建筑等),以及桥梁、船舶、起重运输机械、设备基础、支架、基础桩等。
H-型钢是由工字型钢优化发展而成的一种断面力学性能更为优良的经济型断面钢材,尤其断面与英文字母“H”相同而得名。
其特点如下:→ 翼缘宽,侧向刚度大。
抗弯能力强。
→ 翼缘两表面相互平行使得连接、加工、安装简便。
→ 与焊摄工字钢相比,成本低,精度高,残余应力小,无需昂贵的焊接材料和焊缝检测,节约钢结构制作成本30%左右。
→ 相同截面负荷下.热轧H钢结构比传统钢结构重量减轻15%-20%。
→ 与砼结构相比,热轧H钢结构可增大6%的使用面积,而结构自重减轻20%一30%,减少结构设计内力。
钢材基础知识一、钢的分类方法钢的分类方法多种多样,其主要方法有八种:1.按品质分类(1) 普通钢(磷P≤0.045%,硫S≤0.050%)(2) 优质钢(P、S均≤0.035%)(3) 高级优质钢(P≤0.035%,S≤0.030%)2.按化学成份分类(1) 碳素钢:a.低碳钢(碳C≤0.25%);b.中碳钢(碳C≤0.25~0.60%);c.高碳钢(碳C≤0.60%)。
(2) 合金钢:a.低合金钢(合金元素总含量≤5%);b.中合金钢(合金元素总含量>5~10%);c.高合金钢(合金元素总含量>10%)。
3.按成形方法分类(1) 锻钢;(2) 铸钢;(3) 热轧钢;(4) 冷拉钢。
4.按金相组织分类(1) 退火状态的:a.亚共析钢(铁素体+珠光体);b.共析钢(珠光体);c.过共析钢(珠光体+渗碳体);d.莱氏体钢(珠光体+渗碳体)。
(2) 正火状态的:a.珠光体钢;b.贝氏体钢;c.马氏体钢;d.奥氏体钢。
(3) 无相变或部分发生相变的。
5.按用途分类(1) 建筑及工程用钢:a.普通碳素结构钢;b.低合金结构钢;c.钢筋钢。
(2) 结构钢a.机械制造用钢:(a)调质结构钢;(b)表面硬化结构钢:包括渗碳钢、渗氨钢、表面淬火用钢;(c)易切结构钢;(d)冷塑性成形用钢:包括冷冲压用钢、冷镦用钢。
b.弹簧钢c.轴承钢(3) 工具钢:a.碳素工具钢;b.合金工具钢;c.高速工具钢。
(4) 特殊性能钢:a.不锈耐酸钢;b.耐热钢:包括抗氧化钢、热强钢、气阀钢;c.电热合金钢;d.耐磨钢;e.低温用钢;f.电工用钢。
(5) 专业用钢——如桥梁用钢、船舶用钢、锅炉用钢、压力容器用钢、农机用钢等。
6.综合分类(1)普通钢 a.碳素结构钢:(a) Q195;(b) Q215(A、B);(c) Q235(A、B、C);(d) Q255(A、B);(e) Q275。
b.低合金结构钢 c.特定用途的普通结构钢(2)优质钢(包括高级优质钢)a.结构钢:(a)优质碳素结构钢;(b)合金结构钢;(c)弹簧钢;(d)易切钢;(e)轴承钢;(f)特定用途优质结构钢。
C型钢都是由C型钢成型机主动加工成型的.之杨若古兰创作槽钢是截面为凹槽形的长条钢材.其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数暗示,如120*53*5,暗示腰高为120毫米,腿宽为53毫米,腰厚为5毫米的槽钢,或称12#槽钢.腰高不异的槽钢,如有几种分歧的腿宽和腰厚也需在型号右侧加a b c 予以区别,如25a# 25b# 25c#等.工字钢也称钢梁(英文名称I Beam),是截面为工字形的长条钢材.工字钢分普通工字钢和轻型工字钢,H形钢三种.H-型钢是由工字型钢优化发展而成的一种断面力学功能更为良好的经济型断面钢材,特别断面与英文字母“H”不异而得名.H型钢分为宽翼缘H型钢(HW)中翼缘H型钢(HM)窄翼缘H型钢(HN)薄壁H型钢(HT)H型钢桩(HU)工字钢 HW HM HN H型钢的区别工字钢翼缘是变截面靠腹板部厚,内部薄; H型钢的翼缘是等截面 HW HM HN H是H型钢的通称,H型钢是焊制; HW HM HN是热轧 HW 是H型钢高度和翼缘宽度基底细等;次要用于钢筋砼框架结构柱中钢芯柱,也称劲性钢柱;在钢结构中次要用于柱 HM 是H型钢高度和翼缘宽度比例大致为1.33~~1.75 次要在钢结构中:用做钢框架柱在承受动力荷载的框架结构顶用做框架梁;例如:设备平台 HN 是H型钢高度和翼缘宽度比例大于等于2,次要用于梁;工字钢的用用处相当于HN型钢; 1、工字型钢不管是普通型还是轻型的,因为截面尺寸均绝对较高、较窄,故对截面两个主袖的惯性矩相差较大,是以,普通仅能直接用于在其腹板平面内受弯的构件或将其构成格构式受力构件.对轴心受压构件或在垂直于腹板平面还有曲折的构件均不宜采取,这就使其在利用范围上有着很大的局限. 2、 h型钢属于高效经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),因为截面外形合理,它们能使钢材更高地发挥效能,提高承裁能力.分歧于普通工字型的是h型钢的翼缘进行了加宽,且内、外概况通常是平行的,如许可便于用高强度螺桂和其他构件连接.其尺寸构成合理系列,型号齐全,便于设计选用. 3、h型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接构成的组合截面.工字钢都是轧制截面,因为生产工艺差,翼缘内边有1:10坡度.H型钢的轧制分歧于普通工字钢仅用一套水平轧辊,因为其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,是以,其轧制工艺和设备都比普通轧机复杂.国内可生产的最大轧制h型钢高度为800mm,超出了只能是焊接组合截面. 我国热轧H型钢国标(GB/T11263-1998)将h型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu.窄翼缘h型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件.工字钢与H型钢比拟,等分量前提下,w、 ix、 iy都不如h型钢五、工字钢单位分量表热轧普通工字钢每米分量表热轧轻型工字钢每米分量表六、槽钢单位分量表热轧普通槽钢每米分量表热轧轻型槽钢每米分量表七、轨道材料分量表钢轨每米分量表鱼尾板每块分量表①方钢——热轧方钢、冷拉方钢;②圆钢——热轧圆钢、锻制圆钢、冷拉圆钢③线材;④扁钢;⑤弹簧扁钢;⑥角钢——等边角钢、不等边角钢;⑦三角钢⑧六角钢;⑨弓形钢;⑩椭圆钢2 .复杂断面型钢①工字钢——普通工字钢、轻型工字钢②槽钢——热轧槽钢(普通槽钢、轻型槽钢)、曲折槽钢③ H 型钢(又称宽腿工字钢)④钢轨——重轨、轻轨、起重机钢轨、其他公用钢轨⑤窗框钢⑥钢板桩⑦曲折型钢——冷弯型钢、热弯型钢⑧其他二、型钢中大、中、小型的划分大型中型小型工字钢高≥ 180mm 高< 180mm槽钢高≥ 180mm 高< 180mm等边角钢边宽≥ 160mm边宽 50 -140mm边宽 20 -45mm不等边角钢边宽≥160×100mm边宽140×90-50×32 mm边宽≤45×28 mm圆钢直径≥ 90mm 直径 38 -80mm直径 10 -36mm和建设部联合发文推广利用,建设部将新Ⅲ级螺纹钢筋技术条件纳入国家尺度 GBJ10-89 《混凝土结构设计规范》,自97 年 1 月 1 日起施行,现新Ⅲ级螺纹钢已在高层建筑、大型电站、桥梁、隧道、机场等工程项目中得到了成功的利用,市场前景广阔.建设部请求 2002 年新Ⅲ级钢筋用量要达到螺纹钢总量的 50% ,“十五”末期达到 80% .但因为宣扬、推广力度不敷,使用量还大大低于老Ⅱ级 335Mpa 普通级螺纹钢筋,是以还须要对新Ⅲ级螺纹钢筋大力进行宣扬和推广.②含钒Ⅲ级螺纹钢筋的长处A 、经济:因为强度高,使用新Ⅲ级螺纹钢筋可比Ⅱ级螺纹钢筋节省钢材 10-15% ,是以可降低建筑工程的建设成本.B 、强度高、韧性好:采取微合金化处理,屈服点在 400Mpa 以上,抗拉强度 570Mpa 以上,分别比Ⅱ级螺纹钢筋提高20% .C 、抗震:含钒钢筋具有较高的抗弯度、时效功能,较高的低周疲劳功能,其抗震功能明显优于Ⅱ级螺纹钢筋.D 、易焊接:因为碳含量≤ 0.54% ,焊接功能好,适应各种焊接方法,工艺简单方便.E 、施工方便:采取新Ⅲ级螺纹钢筋增大了施工间隙,为施工方便及施工质量提供了包管.四、热轧 H 型钢1 .热轧 H 型钢的暗示方法H 型钢分为宽翼缘 H 型钢( HK )、窄翼缘 H 型钢( HZ )和 H 型钢桩( HU )三类.其暗示方法为:高度H ×宽度 B ×腹板厚度t1 ×翼板厚度 t2 ,如 H 型钢Q235 、SS400 200 × 200 × 8 × 12 暗示为高 200mm 宽D- 腰厚度 W- 截面系数T- 平均腿厚度 I- 惯性半径R- 内圆弧半径 S- 半截面的静力矩工字钢工字钢的外形,长度,分量,牌号,化学成分,力学功能,工艺功能和概况质量。
钢材理论重量表目录
一、热轧H型钢理论重量表 (1)
二、高频焊接轻型薄壁H型钢一二 (2)
三、热轧普通工字钢每米重量表 (4)
四、热轧轻型工字钢每米重量表 (5)
五、热轧槽钢理论重量表 (6)
六、热轧轻型槽钢理论重量表 (7)
七、等边角钢每米重量表 (8)
八、不等边角钢每米重量表 (10)
九、方管理论重量表及计算式 (12)
十、花纹钢板理论重量表 (13)
十一、钢材理论重量表汇总 (14)
热轧H型钢国标米重表㎏/m
高 频 焊 接 轻 型 薄 壁 H 型 钢 高频焊接轻型薄壁H 型钢型号及截面特性列表1
高频焊接轻型薄壁 H 型钢
高频焊接轻型薄壁H型钢型号及截面特性列表2
热轧普通工字钢每米重量表
热轧轻型工字钢每米重量表
热轧等边角钢每米重量表
热轧不等边角钢每米重量表
热轧不等边角钢每米重量表
热轧不等边角钢每米重量表
方管理论重量表、计算公式
计算公式:
4x壁厚x边长-壁厚其中,边长和壁厚都以毫米为单位,直接把数值代入上述公式,得出即为每米方管的重量,以克为单位; 如毫米的方管,按上述公式即可算出其每米重量为:
==克,即约公斤
花纹钢板每平方米重量表
钢材理论重量表。
H型钢规格表1 宽、中、窄翼缘H型钢的尺寸规格H-高度,B-宽度,t1-腹板厚度,t2-翼缘厚度,r-圆角半径h型钢规格表注:1.“#”表示的规格为非常用规格。
2.“*”表示的规格,目前国内尚未生产。
3.型号属同一范围的产品,其内侧尺寸高度是一致的。
4.截面面积计算公式为“t1(H-2t2)+2Bt2+O.858r2。
[h型钢规格表]概述H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“H”相同而得名。
由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。
[h型钢规格表]分类H型钢分为宽翼缘H型钢(HK)窄翼缘H型钢(HZ)H型钢桩(HU)[h型钢规格表]表示方法高度H×宽度B×腹板厚度t1×翼板厚度t2,如H型钢Q235、SS400 200×200×8×12表示为高200mm宽200mm腹板厚度8mm,翼板厚度12mm的宽翼缘H型钢,其牌号为Q235或SS400。
热轧H型钢的表示方法。
H型钢分为宽翼缘H型钢(HK)、窄翼缘H型钢(HZ)和H型钢桩(HU)三类。
其表示方法为:高度H×宽度B×腹板厚度t1×翼板厚度t2,如H型钢Q235B、SS400 200×200×8×12表示为高200mm宽200mm腹板厚度8mm,翼板厚度12mm的宽翼缘H型钢,其牌号为Q235B或SS400。
[h型钢规格表]热轧H型钢的优点H型钢是一种新型经济建筑用钢。
H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。
钢材重量的计算方法⑴毛重是“净重”的对称,是钢材本身和包装材料合计的总重量。
运输企业计算运费时按毛重计算。
但钢材购销中是按净重计算。
⑵净重是“毛重”的对称。
钢材毛重减去包装材料重量后的重量,即实际重量,称之为净重。
在钢材购销中一般按净重计算。
⑶皮重钢材包装材料的重量,称之为皮重。
⑷重量吨按钢材毛重计算运费时使用的重量单位。
其法定计量单位为吨(1000kg),还有长吨(英制重量单位1016.16kg)、短吨(美制重量单位907.18kg)。
⑸计费重量亦称“计费吨”或“运费吨”。
运输部门收取运费的钢材重量。
不同的运输方式,有不同的计算标准和方法。
如铁路整车运输,一般以所使用的货车标记载重作为计费重量。
公路运输则是结合车辆的载重吨位收取运费。
铁路、公路的零担,则以毛重若干公斤为起码计费重量,不足时进整。
钢材理论重量计算钢材理论重量计算的计量单位为公斤(kg )。
其基本公式为:W (重量,kg )= F (断面积mm2 )×L (长度,m )×ρ(密度,g/cm3 )×1/1000钢的密度为:7.85g/cm3 ,各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0.006165 ×d 2 d = 直径mm 直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d 2 d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a 2 a= 边宽mm 边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×d b= 边宽mmd= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。