样件检测报告
- 格式:doc
- 大小:348.00 KB
- 文档页数:12
面板预制质量检验报告单一、项目概述:本次质量检验报告针对面板预制过程中的关键环节进行检验,以确保面板预制质量符合标准要求,达到设计和施工要求。
二、检验内容:1.面板材料的检验检查面板材料是否符合设计和标准要求,包括板材的厚度、强度、耐水性等指标。
对于面板使用的木材种类和产地也进行核对,以确保材料的质量和合规性。
2.面板尺寸的检验检查面板尺寸是否符合设计要求,包括长度、宽度和厚度等方面的尺寸检测。
特别关注面板的平整度和角度是否合理,以确保预制面板能够有效安装和连接。
3.面板表面的检验对预制面板表面进行检查,包括平整度、光滑度、颜色一致性和表面漆膜的附着力。
同时,还需检查是否有划痕、裂纹和凹凸等缺陷,确保面板表面质量良好。
4.面板连接件的检验对面板连接件进行检验,包括螺钉、膨胀螺栓、连接件等。
检查连接件的材质、强度和使用寿命是否符合标准要求,以确保面板的连接牢固可靠。
5.面板图案和装饰的检验检查面板上的图案、装饰是否符合设计要求,包括雕刻、印刷、喷涂等。
对图案和装饰进行质量检测,以确保面板的美观度和艺术效果。
三、检验方法:1.目视检查法:用肉眼进行检查,对面板的尺寸、表面平整度和缺陷进行观察和判断。
2.测量检查法:使用测量工具对面板的尺寸、角度等进行精确测量,以确保符合设计要求。
3.试验检查法:对面板的强度、耐水性等进行试验检验,以确定产品的质量性能。
四、检验结果:通过以上检验方法,我们对面板预制的关键环节进行了全面检查。
检验结果如下:1.面板材料符合标准要求,质量合格。
2.面板尺寸符合设计要求,尺寸精度良好。
3.面板表面平整度和光滑度良好,颜色一致性符合要求。
4.面板连接件强度可靠,连接牢固。
5.面板图案和装饰质量优良,美观度高。
五、质量建议:基于以上检验结果1.提高面板材料的检验控制,加强对原材料的筛选和评估,确保材料质量的稳定性和合规性。
2.加强对面板的尺寸控制,确保面板尺寸的精确性和一致性。
样品试制报告样品试制管理规范样品制作管理规范1. 0目的本程序用以说明如何对样品的全过程加以控制,具体包括从做样品相关的接收信息,样品的制作、检测、送客户确认及变更的控制。
2. 0适应范围本程序适应于样品制作的整个控制过程。
3.0职责3.1业务部负责接收样品制作的相关信息3.2生技部负责样品的制作3.3品质负责样品的检验与测试3.4业务部负责把样品送客确认,并对客户确认的信息予以跟踪。
4.0定义无5.0流程图流程责任部门/人相关表格/资料业务部相关样件或图纸业务部/生技部样品评审记录表业务部样品制作申请单生技部生技部领料单生技部品质部生技部业务部/品质部样品检测报告6.0作业程序6.1样品制作信息的来源6.1.1业务部接到客户需要打样的信息。
6.1.2客户直接送来要求公司制作样品。
6.2样品订单的评审及处理6.2.1无论何种来源的样品制作信息,业务部跟单员都必须对客户打样要求进行评审,评审合格后将客户打样的信息登记在《样品评审记录表》中。
6.2.2若业务部跟单员不能确定是否可以接收时,业务部跟单员应将情况反映给生技部和品质部,经相关部门确定不能打样时,业务部跟单员应与客户协商沟通。
6.2.3若是新客户需要制作样品,必需对客户资料调查,经总经理审核确认后方可接收其作样需求。
6.3样品的制作6.3.1业务部跟单员根据接单的时间顺序,兼顾客户要求及交样的时间先后顺序进行统筹安排。
6.3.2跟单员根据制定的先后顺序开《样品评审记录表》及《样品制作申请单》,并在样品评审记录表相关栏内注明客户作样的要求,然后将《样品评审记录表》下发生技部。
6.3.3生技部接到《样品评审记录表》及《样品制作申请单》,经审核无误后,在限定的时间内完成样品的制作,样品制作的具体过程按《生产过程控制程序》的有关规定去进行。
6.4样品的检验与测试6.4.1样品制作完成后,必须交品质部按《成品检验标准》的要求作最后的检验和测试工作,检验与测试的过程具体按《检验与试验控制程序》有关规定去进行,并将检验与测试的结果记录在《样品确认报告》中。
样件鉴定管理程序(ISO9001:2015)1.目的本制度规定了产品零部件样件鉴定的工作流程和要求,以防止出现因对样件质量控制不当而产生批量质量问题。
2.范围适用于本公司外协外购件及自制件初物中需进行样件鉴定的情况。
3.定义3.1样件:是指按量产条件(正常生产用的设备、工装、量检具、工艺、材料、操作者、生产环境和过程参数等)生产的经检验合格的首批零部件。
3.2样件鉴定:是指在批量生产前通过对样件及其相关资料的检查和确认,验证供方或公司制造部门是否具有相应的质量保证能力及产品是否符合设计要求的一种符合性判定。
4.职责5.工作流程(详见附件1)5.1样件送样要求(外协外购件)5.1.1 样件及所附资料要求Ⅰ)样件必须编号且和自检报告一一对应,需进行材料性能试验或焊接/铆接后不能再分解测量的总成件的样件必须随样提供相应的试棒、试片、工艺散件等试样(见附表2)。
Ⅱ)随附资料按技术质量交流时确定的要求提交。
检验主管工程师认为无需交流时,应在鉴定书上签字备注,样件随附资料按表a要求提交。
Ⅲ)对于有3C认证要求的零部件(详见附表8)的样件鉴定,厂家还必须提供3C认证证书、产品描述报告、检测报告、3C模压标志批准证书复印件;尚未取得证书的,厂家必须提交已申请3C认证的申请书、产品描述报告、检测报告的复印件,否则不予鉴定。
5.1.2 样件的数量要求Ⅰ)送样数量一般为6件(套),需较多样件进行型式试验的总成零部件见附表6,特殊数量要求应在前期技术质量交流时明确。
Ⅱ)如果样件为一模多腔的模具成型件,送样时应提供每一模腔的零件,数量为3件/腔;Ⅲ)变更样件(不涉及到材质、性能的变更)的送样数量为2件(套)。
5.2样件的接收审查(外协外购件)5.2.1供方必须按照样件送样的要求提供样件、试样、相关资料,同时填写《样件鉴定申请单》提交物资公司。
5.2.2物资公司主管工程师负责按照样件送样的要求对厂家提供的样件数量,试样以及必须提供的相关资料进行核对,符合要求的在《样件鉴定申请单》上签名确认后送至鉴定部门,不符合送样条件的拒绝接收。
一、试验目的:
测试张紧器张紧力随油压变化的情况,与对标样件进行对比。
二、试验对象
4A15张紧器样件、对标样件
三、试验条件:
试验用油:5W-30
油压:0.5~6bar
油温:90±10℃
试验位置:柱塞1/3行程和3/4行程
四、试验设备
张紧力测试机
五、试验方法:
使用油温控制单元控制油温在一定范围内,使用液压泵供给各种压力下的将张紧器接通压力油,使用压力传感器检测张紧力。
六、试验结果:
七、结论:
样件张紧器张紧力随油压变化的情况基本与对标样件相符。
试验:审核:张紧力检测试验报告0100
200
300400500
600
70000.51 1.52 2.53 3.5
4 4.5
5 5.56
张紧力(N )机油压力(bar )1/3行程3/4行程对标样件1/3
对标样件3/4
SH/JZ-
/JZ-01
力下的机油,
1/3行程
3/4行程。
样件检测报告
检测单位:
检测名称:
检测日期:
一、样品信息:
样品名称:
样品编号:
生产日期:
生产厂家:
二、检测结果:
1. 外观检测
经过外观检测,样品形态良好,未发现明显损伤、变形、松动等问题。
2. 尺寸偏差
样品尺寸测量值和标准值对比,尺寸偏差在允许范围内。
3. 材质检测
使用化学方法进行材质检测,样品材质符合相关标准要求。
4. 功能性能检测
对样品功能及性能进行检测,结果如下:
输入电压:AC220V
输出功率:1000W
效率:≥90%
工作温度范围:-10℃至40℃
响应时间:≤10ms
保护功能:过流保护、过压保护、短路保护
经过功能性能检测,样品符合相关标准要求,能够稳定运行,可进行下一步验收评定。
三、结论及建议:
基于以上检测结果,本次检测样品合格,可以进行正式使用或交付客户。
同时,建议生产厂家在质量管理方面继续加强,确保样品质量稳定性。
检测人员签名:___
审核人员签名:___。
质量检查报告一、背景介绍质量检查是生产过程中至关重要的一个环节,通过对产品的质量进行检查和评估,能够发现问题,及时进行调整和改进,确保产品的质量符合标准和客户的要求。
本报告旨在对最近一次质量检查的结果进行总结与分析,以便更好地指导后续的生产工作。
二、检查时间与地点•检查时间: 2022年4月1日至4月5日•检查地点:公司生产车间三、检查项目本次质量检查主要围绕以下几个项目展开:1.原材料质量检查2.生产工艺流程检查3.产品外观质量检查4.产品功能性能检查四、检查结果1. 原材料质量检查•原材料存储条件良好,无异味和变质现象。
•所有原材料均有相关合格证明,并符合国家标准。
2. 生产工艺流程检查•生产工艺流程严格执行,未发现重大偏差。
•工艺操作人员操作规范,有意识地执行操作规程。
3. 产品外观质量检查•产品外观整洁、无明显划痕和变形现象。
•外包装完好,无破损,符合公司标准。
4. 产品功能性能检查•产品功能齐全,性能符合设计要求。
•对产品进行抽样测试,合格率达到95%以上。
五、改进建议根据本次检查结果,提出以下改进建议:1.进一步加强原材料检查,确保产品质量的稳定性。
2.加强对生产工艺和操作规程的培训,降低操作人员的失误率。
3.定期对产品外观和功能性能进行全面检查,及时发现问题并采取措施解决。
六、总结通过本次质量检查,发现公司产品质量整体良好,但仍存在一些细微问题需要改进和提升。
希望公司能够重视这些问题,持续改进产品质量管理工作,确保产品质量始终达到客户的期望和要求。
以上为本次质量检查报告的汇总内容,如有不足之处,欢迎提出意见和建议。
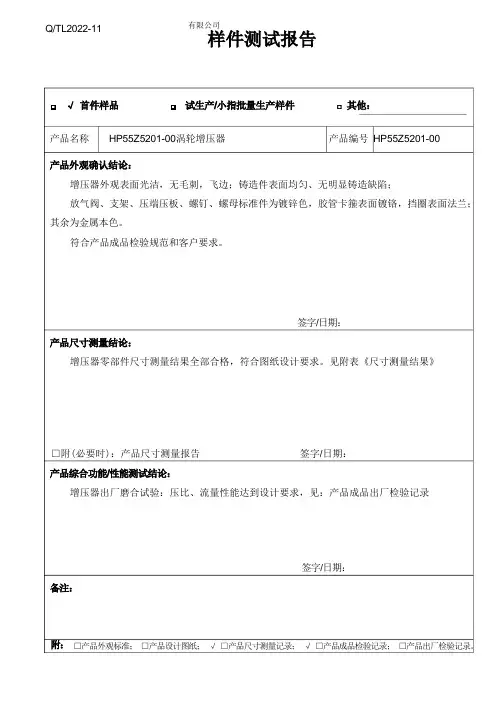
Q/TL2022-11产品名称HP55Z5201-00涡轮增压器产品编号HP55Z5201-00增压器外观表面光洁,无毛刺,飞边;铸造件表面均匀、无明显铸造缺陷;放气阀、支架、压端压板、螺钉、螺母标准件为镀锌色,胶管卡箍表面镀铬,挡圈表面法兰;其余为金属本色。
符合产品成品检验规范和客户要求。
签字/日期:增压器零部件尺寸测量结果全部合格,符合图纸设计要求。
见附表《尺寸测量结果》□附(必要时):产品尺寸测量报告签字/日期:增压器出厂磨合试验:压比、流量性能达到设计要求,见:产品成品出厂检验记录签字/日期:□产品外观标准;□产品设计图纸;√ □产品尺寸测量记录;√ □产品成品检验记录;□产品出厂检验记录。
√产品名称HP55涡轮增压器产品编号04001产品/零件/部件名称HP55 图纸号HP55ZZ5201-00合格( √ )序号零件编号零件名称备注不合格(×)1 HP55Z5201-00 涡轮增压器√2 HP55Z5201-00AZ 涡轮增压器安装图√3 1045504 涡轮转轴√4 1045503 涡轮箱(组件) √5 3035503 涡轮箱√6 3045502 隔热罩√7 1035501T 轴承体(组件) √8 1216001 放气阀门(组件) √9 1225502 放气阀√10 1235502 支架√11 2026001 轴端螺母√12 2036001 轴封套√13 2056001 止推间隔套√14 2106001 止推轴承板√15 2116001 密封环√16 2126001 浮动轴承√17 3056001 封油盖√18 4016001 浮动轴承挡圈√19 4036001 涡轮箱压板√20 4056001 挡油片√21 4506001 O 型圈√22 7036001 封油盖螺钉√23 2005503 压气机叶轮√24 2405501 转轴√25 3005503 压气机蜗壳√26 3025501T 轴承体√27 4025501 压气机压板√28 5016001 调整套√29 5025501 支架垫片√30 5035501 螺钉气嘴√31 5045501 联动曲柄√32 5055501 联动轴√33 5065501 放气阀门√第 1 页共 2 页√产品名称HP55涡轮增压器产品编号04001产品/零件/部件名称HP55 图纸号HP55ZZ5201-00合格( √ )序号零件编号零件名称备注不合格(×)34 5075501 放气阀门柱销√35 5085502 放气曲柄√36 5095502 衬套√37 5135501 卡箍√38 7056002 标牌√签字/日期:□产品外观标准√ □产品尺寸测量结果√ □产品设计图纸。
槽钢样件检测报告1. 引言槽钢是一种常用的金属结构材料,广泛应用于建筑、机械制造等领域。
为了确保槽钢样件的质量和安全性,对其进行合格的检测是非常重要的。
本报告旨在介绍槽钢样件检测的步骤和方法,并对检测结果进行分析和评估。
2. 检测步骤2.1 准备工作在进行槽钢样件检测之前,需要进行一些准备工作,包括:•准备检测仪器和设备,例如超声波探伤仪、磁粉探伤仪等;•清洁槽钢样件,确保表面无污垢和油脂;•安排合格的检测人员进行操作。
2.2 超声波探伤检测超声波探伤是一种常用的槽钢样件检测方法,其步骤如下:1.将超声波探头与槽钢样件表面接触,涂抹适量的耦合剂以提高探头与样件之间的传导效果;2.通过超声波探头向槽钢样件发射超声波信号;3.接收反射回来的超声波信号,并通过仪器进行分析和处理;4.根据超声波信号的特征,判断槽钢样件是否存在缺陷或异物。
2.3 磁粉探伤检测磁粉探伤是另一种常用的槽钢样件检测方法,其步骤如下:1.在槽钢样件表面涂敷磁粉液;2.施加磁场,使磁粉在样件表面形成磁纹;3.观察磁粉在样件表面的分布情况,特别注意是否存在磁粉聚集的区域;4.根据磁粉分布的特征,判断槽钢样件是否存在裂纹或其他缺陷。
3. 检测结果分析根据超声波和磁粉探伤的检测结果,我们可以得出以下结论:•如果超声波探伤显示槽钢样件存在反射信号,且信号强度较高,并且磁粉探伤显示磁粉在某些区域聚集,则可能存在槽钢样件的裂纹或缺陷;•如果超声波探伤和磁粉探伤均未显示任何异常信号或磁粉聚集情况,则可以判断槽钢样件是合格的;•如果仅超声波探伤或磁粉探伤显示异常,而另一种方法未显示任何异常,则需要进一步确认和检验。
4. 结论和建议通过本次槽钢样件检测,我们对样件的质量和安全性有了一定的了解。
根据检测结果分析,我们可以得出以下结论和建议:•对于存在裂纹或缺陷的槽钢样件,建议及时修复或更换,以确保使用安全;•对于合格的槽钢样件,建议定期检测和维护,以保持其质量和性能;•建议对槽钢样件的检测过程进行规范化,确保操作人员的技术和设备的准确性;•建议将检测记录和结果进行归档,以备日后参考。
样件质量总结报告(推荐3篇)样件质量总结报告第1篇为推进XX质量兴市进一步发展,根据省局关于开展20__年质量月活动的安排意见,XX市以“奉献优质产品,构建和谐社会”为主题,广泛动员,充分准备,精心组织,在全市范围内展开了“质量震撼”行动,掀起了社会各界广泛参与的质量月活动高潮,取得了显著成成效。
现将情况报告于后:一、从领导体制和工作机制上营造合力[文秘站网文章-找范文,到文秘站网]二、从创新形式和丰富内容上塑造亮点今年的质量月活动,我们根据XX实际,坚持突出以提高产品质量为龙头,打造“质量XX”品牌;以实施农业标准化为重点,打造“绿色XX”品牌;以提高服务质量为抓手,打造“诚信XX”品牌为宣传对象,创新活动方式,做到了四个结合:一是传统宣传手段与现代化宣传方式相结合。
充分利用版报、岩石山体书画标语、宣传车、发送手机短信、赠送质量知识宣传扑克、电视广播、报刊等方式全方位、多途径宣传质量知识;二是质量先进典型宣传与案例警示宣传相结合。
对产品质量、工程质量、服务质量好的江口醇、小角楼酒业集团、XX建筑工程质监站、XX移动公司、重庆啤酒XX分公司进行了正面报道推广,对生产歪月饼、制造劣质腌腊猪肉的加工厂进行公开曝光;三是集中宣传与分散宣传相结合,9月6日市委、市政府在XX江北会议中心举行了“九月质量映巴山”电视直播万人开幕式活动,各县区、乡镇组织收看;四是面向社会宣传与对重点生产企业宣传相结合。
与市法制局、工商、物价、安监、建设、交通整个质量月期间,全市各县区也相继地开展各有特色的活动。
平昌县成功举行“邮政杯”质量知识竞赛,南江县在大堂坝举行了质量知识宣传咨询、产品质量承诺签名、名优产品展销活动,通江组织了“质量兴企”报告会,全市上下刮起了一场“质量风暴”,活动高潮迭起,异彩纷呈,热潮一浪高过一浪。
全市共举行各种活动300多场次,发放宣传资料5万余册,书写各类标语400余幅,出动宣传车200余台次,参与群众达90余万人,宣传普及率、活动参与率均较往年大幅度提高。