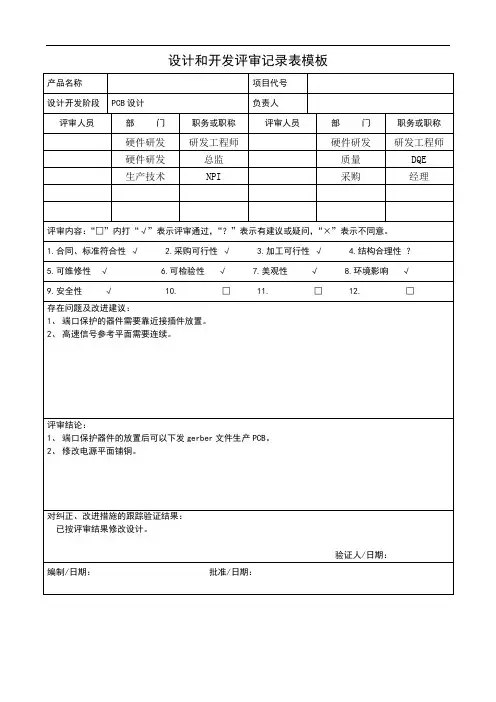
设计输出评审表模板
- 格式:xlsx
- 大小:13.08 KB
- 文档页数:1
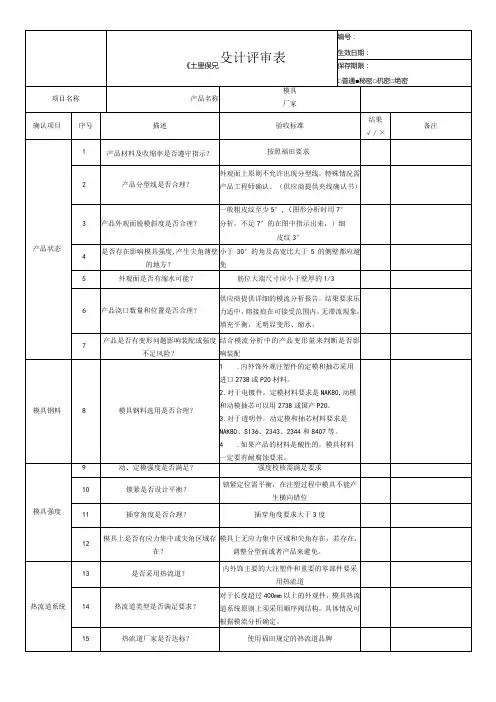
模具验收协议项目名称:甲方:乙方:(甲方)(乙方)签字:签字:日期:日期:(一)模具委托加工信息委托加工模具清单模具交付地:(二)模具要求A 产品要求1.乙方根据甲方提供的数据为依据进行模具开发制作,同时乙方配合甲方进行产品的装配调整,最终通过甲方认可。
2.对表面有皮纹或喷砂的产品,必须符合最终客户提供的标准要求。
3.在乙方进行模具初步审核时,分型线必须得到甲方认可,同时分型线处的模具滑块必须配合良好,出现的分型线必须小于-——0.05mm均可。
4.乙方应参与甲方产品的设计优化,模具可行性分析并及时反馈修改意见。
5.乙方提交的设计方案(产品,模具)必须得到甲方的认可批准。
6.对于产品不许出现顶白,拉伤或由于模具冷却不好出现的缩痕,变形后收缩或因浇口设置问题出现的冷料,熔体流动分布不均,熔接痕等问题。
B模具与设备接口要求1.模具模板尺寸要求:见甲方提供的设备数据。
2.模具浇口定位环要求:见甲方提供的数据。
3. 模具接头要求:见甲方提供的设备数据。
(1)水管和油管接头(2)热流道电源接头(3)热电偶接头型号(4)上下模滑块接头C模具材料制造的模具必须满足大批量生产的能力(如模具在正常维修和保养的状态下,应不小于采购信息中模具使用寿命要求)钢材满足模具使用寿命要求。
D模具的抽芯及顶出1.大型模具顶出系统必须采用液压油缸系统。
2.顶针(顶块)顶出复位顺畅,且有防转措施,顶出复位弹簧。
3.油缸轴和相应的连接件必须做好防转措施,以便防止在使用过程中螺纹退出。
4.模具有机械式滑块必须有复位措施。
5.大型模具的顶出及抽芯必须采用位置控制,但不得采用油缸上的磁性信号来控制顶出或抽芯位置,顶出控制至少需在顶出的对角位置安装信号开关。
6.模具应保证在不使用脱模剂的情况下顺利脱模,且机械取件方便,注塑出的产品外观不能因模具问题而产生飞边,缩痕,熔接痕,表面波纹,翘曲变形,顶白等缺陷,产品表面无因强制脱模产生的拉白现象。
过程设计输入评审记录表模板过程设计输入评审记录表模板产品名称:顾客名称:评审人:评审内容:本评审记录表用于记录过程设计输入的各项内容,以便在后续的过程设计中进行参考和使用。
以下是需要记录的内容:1.产品设计输出数据,包括图样、材料规范、材料清单、产品标准/规范、包装规范等。
2.技术协议。
3.初始材料清单。
4.初始过程流程图。
5.初始产品的特殊特性。
6.新设备、工装和设施要求。
7.量具/试验设备要求。
8.产能、过程能力、进度和成本的目标。
9.可替代的制造技术。
10.顾客要求,如有;顾客的特殊要求特殊特性、标识、可追溯和包装(若存在)。
11.以往的开发经验。
12.新材料。
13.产品搬运及人体工学要求。
14.制造设计和装配设计。
制造过程设计应包括与问题的程度相适宜的防错方法的使用,并与遇到的风险相适应。
15.生产率(如单件标准工时)。
16.过程能力(如过程能力指数、CPK\PPK)。
17.法律法规。
评审结论:经过评审,以下内容符合要求:1.产品设计输出数据结构合理,尺寸明确,能满足其精度要求。
2.技术协议可以接受。
3.初始材料清单材料易得且加工性好。
4.初始过程流程图我厂现行工艺布局能满足新产品的工艺布局要求。
5.初始产品的特殊特性确定合理,能满足要求。
6.新设备、工装和设施要求已明确。
7.量具/试验设备要求已明确。
8.产能、过程能力、进度和成本的目标已明确。
9.可替代的制造技术已考虑。
10.顾客要求已明确,特殊要求特殊特性、标识、可追溯和包装(若存在)已明确。
11.以往的开发经验已考虑。
12.新材料已考虑。
13.产品搬运及人体工学要求已明确。
14.制造设计和装配设计已明确,制造过程设计应包括与问题的程度相适宜的防错方法的使用,并与遇到的风险相适应。
15.生产率(如单件标准工时)已明确。
16.过程能力(如过程能力指数、CPK\PPK)已明确。
17.法律法规已考虑。
评审意见:本评审记录表全面、内容明确,经评审符合要求,可转入第三阶段。
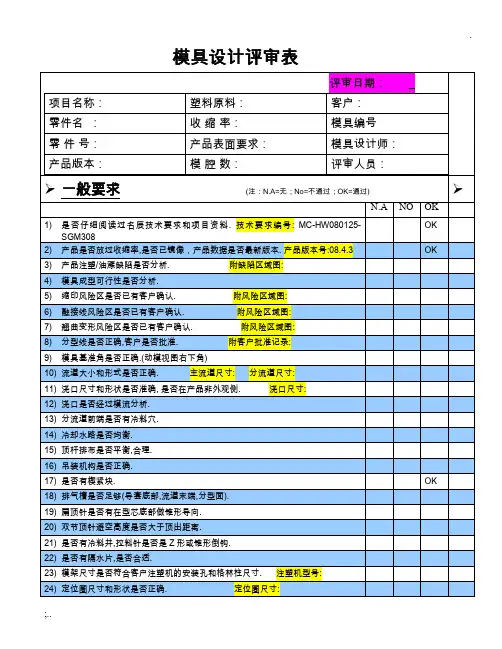
塑料原料:收缩率:产品表面要求:模腔数:客户:模具编号模具设计师:评审人员:N.A项目名称:零件名:零件号:产品版本:一般要求(注:N.A=^; No=不通过;OK=®过)1)是否仔细阅读过名辰技术要求和项目资料技术要求编号:MC-HW080125-SGM3082产品是否放过收缩率,是否已镜像,产品数据是否最新版本产品版本号:08.4.33)产品注塑/油漆缺陷是否分析.附缺陷区域图:4)模具成型可行性是否分析.5)缩印风险区是否已有客户确认.附风险区域图:6)融接线风险区是否已有客户确认.附风险区域图:7)翘曲变形风险区是否已有客户确认.附风险区域图:8)分型线是否正确,客户是否批准.附客户批准记录:9)模具基准角是否正确.(动模视图右下角)10)流道大小和形式是否正确.主流道尺寸:分流道尺寸:11)浇口尺寸和形状是否准确,是否在产品非外观侧.浇口尺寸:12)浇口是否经过模流分析.13)分流道前端是否有冷料穴.14)冷却水路是否均衡.15)顶杆排布是否平衡,合理.16)吊装机构是否正确.17)是否有楔紧块.18)排气槽是否足够(导套底部,流道末端,分型面).19)扁顶针是否有在型芯底部做锥形导向.20)双节顶针避空高度是否大于顶出距离.21)是否有冷料井,拉料针是否是Z形或锥形倒钩.22)是否有隔水片,是否合适.23)模架尺寸是否符合客户注塑机的安装孔和格林柱尺寸.注塑机型号: 24)定位圈尺寸和形状是否正确.定位圈尺寸:25)浇口套球头半径和进胶口直径是否正确.26)隔热板螺丝是否足够.27)底板尺寸是否正确.底板长X宽X模具总厚:28)定模板强度是否足够.定模板长X宽X厚:29)动模板强度是否足够.动模板长X宽X厚:30)顶针板强度是否足够,螺丝是否足够.顶针板长X宽X厚:31)模架底板和顶针板之间是否有收紧螺丝孔.32)导柱导套型号和xx是否正确.33 )顶针板导柱导套型号和xx是否正确34)支撑柱数量/直径是否足够.35)垃圾钉数量是否足够,排布是否平衡,是否与顶针螺丝干涉.36)水管接头沉孔尺寸是否正确,间距是否足够,接头闷头螺纹是否标准.37)冷却水路,螺丝,顶杆是否干涉.NO OK OK OK OK N.A NG OK岫有锁模块(2块)锁模块螺丝直径:41)是否有撬模槽42)产品顶出距离是否足够顶出距离:43)模具材质是否在图纸中注明.型腔材料:型芯材料:44)标准件型号是否在图纸中注明.45)是否有保护脚(支撑柱).46)是否有油缸,安装位置是否够.47)是否有浇口放大图.48)油(气)路是否标示49)水路是否有进出标示.滑块和斜顶1)滑块进入动模型芯中,两侧穿插面是否有斜度.2)滑块座尺寸和形状是否正确.3)滑块镶件尺寸是否正确.4)滑块压紧块尺寸和形状是否正确.5)斜导柱尺寸是否正确.6)导滑块尺寸是否正确.7)背部和底部耐磨片尺寸是否正确.8)斜导柱角度是否小压紧面2度9)滑块限位形式是否正确10)大滑块是否有中心导滑块.11)模架导柱有效xx是否比斜导柱xx.12)滑块是否有冷却水路.13)滑块与顶杆是否干涉.14)大滑块是否有起吊xx.15)斜顶是否有导向铜套,尺寸是否正确.(长斜顶需用上下两个铜套)16)斜顶滑槽靴是否标准件,尺寸是否合适.17)斜顶是否有冷却.18)滑块是否有顶针装置.19)斜顶是否有顶针装置.20)斜顶角度是否小于15度21)斜顶行程是否足够.热流道1)热流道是否名辰认可品牌.热流道品牌:2)热流道型号是否符合<模具技术要求>.热流道型号: 3)热电偶是否符合<模具技术要求>(J型).4)热流道是否经模流分析,是否合适.附分析报告:5)热流道图纸是否有检查.6)定模是否有导柱导套(便于安装热流道).7)导柱有效xx是否比热流道喷嘴xx.8)用于热流道安装的导柱导套是否和动模复位杆干涉9)油路排布是否正确.10)吊环是否和插座盒干涉.三维检查清单3)是否做产品预变形.预变形量:4)是否做过拔模角处理.最小拔模角:5)是否有倒钩处理.6)模具三维造型是否符合模具结构图.7)模具所有穿插面是否有斜度,且大于2度.8)是否检查过模具xx尖铁.9)分型面是否便于CNC加工.10)圆角是否便于CN6口工.11)非胶位处,允许倒角处,是否已倒角.12)排气槽是否足够和正确.13)主分型面外围是否避空.主分型面宽度:14)模具精定位耐磨块布置是否合理/足够.15)模具等高块布置是否合理/足够.16)直径小于3mm的顶针,配合长度是否为15mm,直径大于3mm的顶针和扁顶针,配合长度是否为30mm,直径小于3mm的顶针做双节顶针.17)扁顶针是否在型芯底部做锥形导向.18)多腔模具是否布局合理.19)圆顶杆有斜面/曲面时是否已做止转定位.20)若有滑块时,滑块进入定模部分是否有做穿插斜度或避空.21)顶针板上的顶针避空孔是否比顶针直径大单边0.25 mm.22)有楔紧块时,镶块在模板(A,B板)上是否避空.23)型芯侧是否有零件号、版本号、日期章等标志.评审意见。