焊丝对照表
- 格式:doc
- 大小:269.50 KB
- 文档页数:17
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
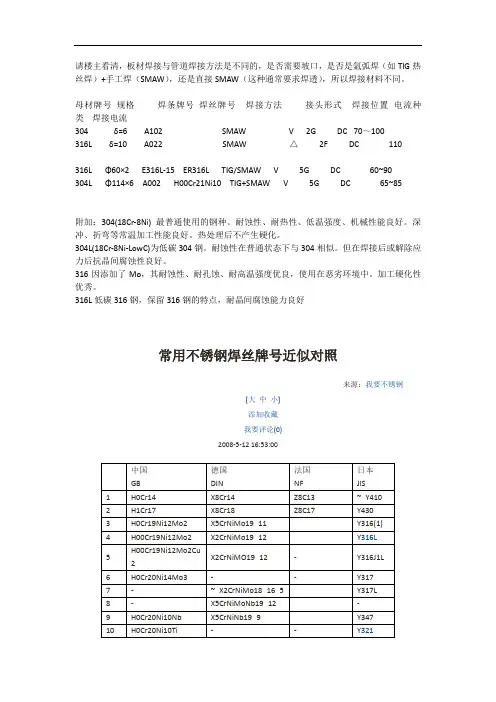
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。

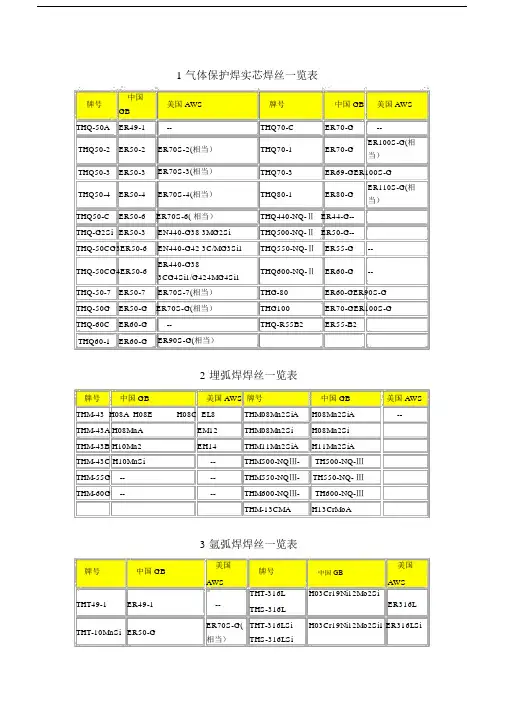
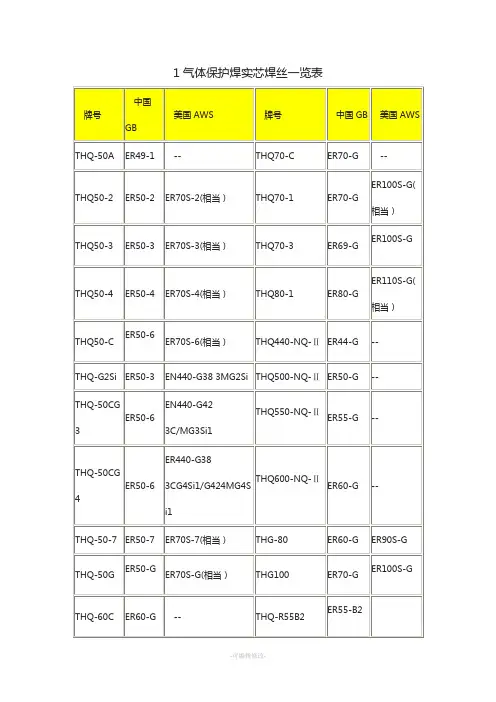
1气体保护焊实芯焊丝一览表牌号中国美国 AWS 牌号中国 GB 美国 AWS GBTHQ-50A ER49-1 -- THQ70-C ER70-G --THQ50-2 ER50-2 ER70S-2(相当)THQ70-1 ER70-G ER100S-G(相当)THQ50-3 ER50-3 ER70S-3(相当)THQ70-3 ER69-GER100S-GTHQ50-4 ER50-4 ER70S-4(相当)THQ80-1 ER80-G ER110S-G(相当)THQ50-C ER50-6 ER70S-6( 相当)THQ440-NQ-Ⅱ ER44-G-- THQ-G2Si ER50-3 EN440-G38 3MG2Si THQ500-NQ-Ⅱ ER50-G-- THQ-50CG3ER50-6 EN440-G42 3C/MG3Si1 THQ550-NQ-ⅡER55-G --THQ-50CG4ER50-6 ER440-G38THQ600-NQ-ⅡER60-G -- 3CG4Si1/G424MG4Si1THQ-50-7 ER50-7 ER70S-7(相当)THG-80 ER60-GER90S-GTHQ-50G ER50-G ER70S-G(相当)THG100 ER70-GER100S-GTHQ-60C ER60-G -- THQ-R55B2 ER55-B2THQ60-1 ER60-G ER90S-G(相当)2 埋弧焊焊丝一览表牌号中国 GB 美国 AWS 牌号中国 GB 美国 AWS THM-43 H08A H08E H08C EL8 THM08Mn2SiA H08Mn2SiA -- THM-43A H08MnA EM12 THM08Mn2Si H08Mn2SiTHM-43B H10Mn2 EH14 THM11Mn2SiA H11Mn2SiATHM-43C H10MnSi -- THM500-NQⅢ- TH500-NQ-ⅢTHM-55G -- -- THM550-NQⅢ- TH550-NQ- ⅢTHM-60G -- -- THM600-NQⅢ- TH600-NQ-ⅢTHM-13CMA H13CrMoA3 氩弧焊焊丝一览表牌号中国 GB美国牌号美国AWS中国 GBAWSTHT49-1 ER49-1 -- THT-316L H03Cr19Ni12Mo2SiTHS-316LER316LTHT-10MnSi ER50-G ER70S-G( THT-316LSi H03Cr19Ni12Mo2Si1 ER316LSi 相当)THS-316LSiTHT50-6ER70S-6( THT-317(TIG-J50) ER50-6 H08Cr19Ni14Mo3 ER317相当)THS-317THT55-B2 ER55-B2 -- THT-317LH03Cr19Ni14Mo3 ER317L THS-317LTHT55-B2VER55-G -- THT-347H08Cr20Ni10Nb ER347 THS-347THT-307H09Cr21Ni9Mn4Mo ER307 THT-321H08Cr19Ni10Ti ER321THS-307 THS-321THT-307Si H10Cr21Ni10Mn6Si1-- THT-410H12Cr13 ER410THS-307Si THS-410THT-308H08Cr21Ni10Si ER308 THT-420H31Cr13 ER420THS-308 THS-420THT-308LTHT-430H03Cr21Ni10Si ER308L THS-430 H10Cr17 ER430 THS-308LTHT-2209THT-308LSi H03Cr21Ni10Si1 ER308LSi THS-2209H03Cr22Ni8Mo3N ER2209(相THS-308LSi 当)THT-309H12Cr24Ni13Si ER309THS-309THT-309MoH12Cr24Ni13Mo2 ER309MoTHS-309MoTHT-309LH03Cr24Ni13Si ER309LTHS-309LTHT-309LSiH03Cr24Ni13Si1 ER309LSiTHS-309LSiTHT-309LMoER309LMo THS-309LMo H03Cr24Ni13Mo2THT-310H12Cr26Ni21Si ER310 THS-310THT-312H15Cr30Ni9 ER312 THS-312THT-316H08Cr19Ni12Mo2Si ER316 THS-3164药芯焊丝一览表牌号中国 GB 美国 AWS 牌号中国 GB 美国 AWS THY-J427Ni E430T-5L -- THY-J507L 协议标准--THY-51A E501T-1L E71T-1J THY-J607L 协议标准--THY-51B E501T-1E71T-1 THY-R107 E490T5-A1C --THY-55 E500T-5E70T-5 THY-R202 E551T1-B1C --THY-58 E501T-8 -- THY-R207 协议标准--THY-J502CrNiC协议标准-- THY-R302 E551T1-B2C E81T1-B2CuTHY-J552CrNiC协议标准-- THY-R307 E550T5-B2C E80T5-B2CuTHY-J507TiB E500T-5L -- THY-R312 协议标准-- THY-J502MoCu协议标准-- THY-R317 协议标准-- THY-J50MX E500T-1 E70T-1 THY-R327 协议标准--THY-J60MX E62C-D2 -- THY-R407 E621T1-B3LC E621T1-B3L CTHY-J70MX E69C-K3 -- THY-R402 E621T1-B3C --THY-J552Ni-1 E551T1-Ni1E551T1-Ni1C THY-R407G E620T5-B3C -- CTHY-J552Ni-2 E551T1-Ni2E551T1-Ni2C THY-R502 协议标准-- CTHY-J607Ni E550T5-K1C-- THY-QD127 EDPMn3-16 --THY-J602Ni E601T1-K2CE91T1-K2 THY-QD172 EDPCrMo-A4-03--THY-J707R E620T5-K2C E620T5-K2C THY-QD212 EDPCrMo-A4-03--THY-J602Ni-2 E621T1-Ni2 E621T1-Ni2CTHY-QD256 EDMn-A-16 EFeMn-A CTHY-J702Ni E691T1-K3C-- THY-QD266EDMn-B-16( 添--加钼)THY-J702Ni-2协议标准-- THY-QD3Cr2W8 EDRCrW-15 --THY-J707Ni E690T5-K3C E690T5-K3CTHY-QD322 EDRCrMoWV-A1-03--THY-J807Ni E760T5-K3C -- THY-QD507 EDCr-A1-15 --THY-J802Ni-2 协议标准--THY-J857Ni E830T5-K4C--THY-J907Ni协议标准--THY-J952Ni-3协议标准--THY-J957Ni协议标准--THY-J107Ni(M) 协议标准-- 牌号中国 GB 美国 AWS协议标准THY-MD301-1 HRC:42--46协议标准THY-MD301-4 HRC:43--48协议标准THY-MD401-4HRC:≥42协议标准THY-MD401-5HRC:≥42协议标准THY-MD451-4HRC:≥45THY-MD404L-4 协议标准HRC:≥38协议标准THY-MD556-4HRC:≥55协议标准THY403-4HRC:≥50 THY-QD517 EDCrB-15 --THY-QD5Cr8Si3EDPCrSi-B --THY-QD5Cr6MnMo--EDRCrMnMo-15THY-QD507Mo EDCr-A2-15 --THY-ZD-3 EDCr-A2-15 --牌号中国 GB 美国 AWS THY-A308LQ E308LT1-1 E308LT1-1 THY-A316LQ E316LT1-1E316LT1-1 THY-A309LQ E309LT1-1E309LT1-1 THY-A308 E308T1-1THY-A347 E347T1-1THY-A207 E316T0-1THY-G317 协议标准THY-A308L(W) R308LT1--5THY-A132(W) R347T1--5。
氩弧焊丝选用对照表
氩弧焊丝的选用对照表如下:
1.纯铝焊丝:铝含量大于99.5%,具有极好的抗腐蚀性能、高导热与导电性能以
及良好的可加工性能。
2.铝硅合金焊丝:含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金,
低熔点和良好的流动性使母材焊接变形很小。
3.铝镁合金焊丝:含镁5%的合金焊丝,用途广泛,适用于焊接强度高、可锻性好、
抗腐蚀的铝合金。
4.黄铜氩弧焊丝:适用于焊接黄铜,需配合铜焊粉使用。
此外,根据板厚选择焊丝直径也是重要环节,如板厚在0.5~2.0mm之间,可使用1.6mm 的焊丝;板厚在2.0~4mm之间,可用2.0mm或3mm的焊丝。
请注意,不同品牌和类型的焊丝性能可能存在差异,建议根据具体需求和产品说明进行选择。
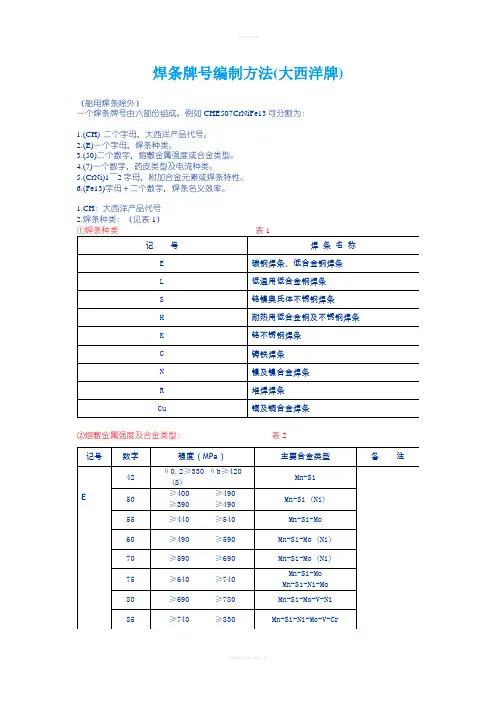
焊条牌号编制方法(大西洋牌)(船用焊条除外)一个焊条牌号由六部份组成。
例如CHE507CrNiFe13可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(E)一个字母,焊条种类。
3.(50)二个数字,熔敷金属强度或合金类型。
4.(7)一个数字,药皮类型及电流种类。
5.(CrNi)1~2字母,附加合金元素或焊条特性。
6.(Fe13)字母+二个数字,焊条名义效率。
1.CH:大西洋产品代号2.焊条种类:(见表1)②熔敷金属强度及合金类型:表2④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性: (表4)表4熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。
4.(3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。
表1烧结焊剂牌号编制方法一个烧结焊剂牌号由四部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(5)一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表3。
4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
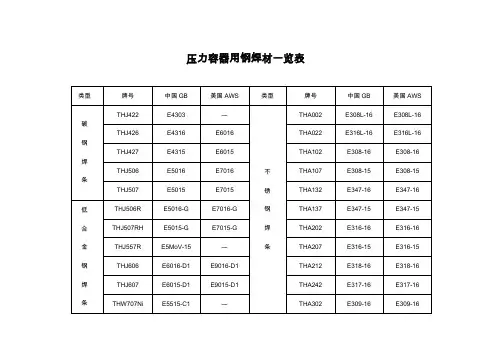
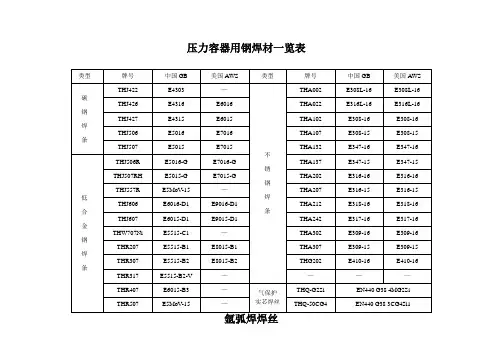
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂. . .。
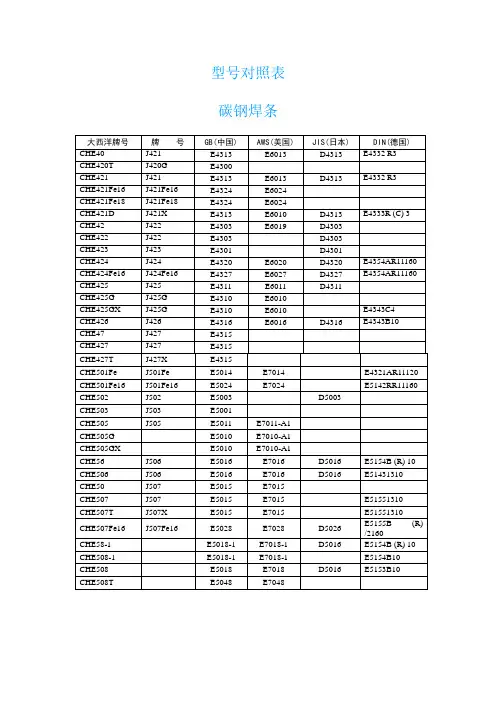

国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti A022 E00-18-12Mo-16 E316L-16 150℃×1 h 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 150℃×1 h 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 150℃×1 h 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 150℃×1 h 00Cr23Ni13A101 E0-19-10-16 E308-16 150℃×1 h 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 150℃×1 h Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 150℃×1 h Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
金桥焊丝牌号和型号对照表大全金桥焊丝是市场上较为知名的焊接材料品牌之一,拥有多个牌号和型号以适应不同的焊接需求。
下面是一份金桥焊丝牌号和型号对照表大全。
1. 碳钢焊丝- JQ.YJ501- JQ.YJ502- JQ.YJ503- JQ.YJ504- JQ.YJ5052. 低合金钢焊丝- JQ.YJ601-G- JQ.YJ602-G- JQ.YJ603-G- JQ.YJ604-G- JQ.YJ605-G3. 不锈钢焊丝- JQ.Y308L- JQ.Y309L- JQ.Y316L- JQ.Y347- JQ.Y3104. 铸铁焊丝- JQ.Z308- JQ.Z408- JQ.Z508- JQ.Z308NH- JQ.Z408N5. 铜焊丝- JQ.HR110- JQ.HR231- JQ.HR303- JQ.HR404- JQ.HR5196. 镍焊丝- JQ.Ni201- JQ.Ni205- JQ.Ni212- JQ.Ni250- JQ.Ni2707. 铝焊丝- JQ.AL4043- JQ.AL5356- JQ.AL5556- JQ.AL1160- JQ.AL11008. 钛焊丝- JQ.TA1- JQ.TA2- JQ.TA3- JQ.TA4- JQ.TA69. 镍基合金焊丝 - JQ.NiCrMo-1- JQ.NiCrCoMo-1 - JQ.NiCrMo-3- JQ.NiCrCoMo-9- JQ.NiCrFe-310. 钴基合金焊丝- JQ.CoCrW- JQ.CoCrMo- JQ.CoCrNiW- JQ.CoCrMoW- JQ.CoCrNiMo11. 钢铁维修焊丝- JQ.Fe9800- JQ.Fe9600- JQ.Fe9300- JQ.Fe8000- JQ.Fe7700以上是一部分金桥焊丝的牌号和型号对照表。
金桥焊丝公司提供了多种不同材质的焊丝产品,以满足不同行业和应用领域的需求。
这些焊丝具有优异的焊接性能、强度、耐腐蚀性等特点,广泛应用于建筑、汽车制造、船舶造船、电力设备、石化等领域。
国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti A022 E00-18-12Mo-16 E316L-16 150℃×1 h 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 150℃×1 h 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 150℃×1 h 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 150℃×1 h 00Cr23Ni13A101 E0-19-10-16 E308-16 150℃×1 h 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 150℃×1 h Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 150℃×1 h Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊丝的型号是国家标准规定的能反映焊丝的主要特征,不同类型焊丝的型号表示方法有所不同。
牌号是对焊丝产品的具体命名,它可以由生产厂制定,也可由行业组织统一命名,制定全国焊接行业统一牌号,但必须按照国家标准要求,在产品样本或包装标签上注明该产品“符合国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。
1实芯焊丝的型号与牌号(1)实芯焊丝型号1)气体保护焊用碳钢、低合金钢焊丝气体保护焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER后同的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
焊丝型号举例:2)铸铁气焊焊丝铸铁气焊焊丝型号中的字母“R”表示焊丝,字母“Z”表示焊丝用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示(见表1),再细分时用数字表示。
焊丝型号举例:表1铸铁焊丝的分类及型号类别名称型号灰铸铁焊丝RZC铁基焊丝合金铸铁焊丝RZCH球墨铸铁焊丝RZCQ3)铜及铜合金焊丝铜及铜合金焊丝型号的表示方法为HSCu××-×,字母HS表示焊丝,其后以化学元素符号表示焊丝的主要组成元素,在短划“-”后的数字表示同一主要化学元素组成中的不同品种,如HSCuZn-1,HSCuZn-2等。
4)铝及铝合金焊丝焊丝型号以“丝”字的汉语拼音第一个字母“S”表示,“S”后面用化学元素符号表示焊丝的主要合金组成,化学元素符号后的数字表示同类焊丝的不同品种。
铝及铝合金焊丝的分类及型号见表2。
表2铝及铝合金焊丝的分类及型号类别焊丝型号类别焊丝型号纯铝SAl-1SAl-2SAl-3铝镁合金铝铜合金铝锰合金SAlMg-5SAlCuSAlMn 铝镁合金SAlMg-1SAlMg-2SAlMg-3铝硅合金SAlSi-1SAlSi-25)镍及镍合金焊丝镍及镍合金焊丝型号的表示方法为ERNi××-×,字母ER表示焊丝,ER后面的化学符号Ni表示为镍及镍合金焊丝,焊丝中的其他主要合金元素用化学符号表示,主在符号Ni的后面,短划“-”后面的数字表示焊丝化学成分分类代号。
焊丝型号举例:(2)实芯焊丝牌号除了气体保护焊用碳钢及低合金钢焊丝外,实芯焊丝牌号的首位字母“H”表示焊接用实芯焊丝,后面的一位或二位数字表示含碳量,其他合金元素含量的表示方法与钢材的表示方法大致相同。
化学元素符号及其后的数字表示该素质近似含量;牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的优质钢焊丝,“E”表示硫、磷含量要求特别低的特优质钢焊丝。
焊丝牌号举例:实芯焊丝的型号和牌号的对照见表3。
表3实芯焊丝的型号和牌号的对照焊丝类型牌号符合标准的焊丝型号GB AWS JISCO2气体保护焊丝MG49-1MG49-NiMG49-GMG50-3ER49-1-ER49-GER50-3--ER70S-GER70S-3--YGW-11-MG50-4 MG50-6 MG50-G MG59-G ER50-4ER50-6ER50-G-ER70S-4ER70S-6ER70S-G---YGW-16-氩弧焊填充焊丝TG50RETG50TGR50MTGR50MLTGR55CMER50-4---ER55-B2ER70S-4---------TGR55CML TGR55VTGR55VL TGR55WB TGR55WBL TGR59C2M TGR59C2MLER55-B2LER55B2MnV---ER62-B3ER62-B3L---------------埋弧焊丝H08A、H08E H08A、H08E EL8W11H08MnA H10Mn2 H10MnSi H08MnAH10Mn2H10MnSiEM12EH14EM13KW21W41-药芯焊丝的型号与牌号(1)药芯焊丝型号药芯焊线根据药芯类型、是否采用保护气体、焊接电流种类以及对单道焊和多道焊的适用性进行分类。
根据GB 10045-88的规定,药芯焊丝型号由焊丝类型代号和焊缝金属的力学性能两部分组成。
第一部分以英文字母“EF”表示药芯焊丝代号。
代号后面的第一位数字表示适用的焊接位置:“0”表示用于平焊和横焊,“1”表示用于全位置焊。
代号后面的第二位数字或字母为类型代号(见表4)。
表4药芯焊丝分类及类型代号焊丝类型药芯类型保护气体电源种类适用性EF×1-氧化钛型二氧化碳直流反接单道焊和多道焊EF×2-EF×3-EF×4-EF×5-EF×G-EF×GS氧化钛型氧化钙-氟化物型----二氧化碳二氧化碳自保护自保护--直流反接直流反接直流反接直流反接--单道焊单道焊和多道焊单道焊和多道焊单道焊和多道焊单道焊和多道焊单道焊第二部分在短线“-”后用四位数字表示焊缝的力学性能:前两位数字表示抗拉强度最低值(见表5);后两位数字表示冲击吸收功,其中第一位数字表示冲击吸收功不小于27J所对应的试验温度,第二位数字表示冲击吸收功不小于47J所对应的试验温度(见表6)。
表5焊缝金属强度系列强度系列抗拉强度/MPa屈服点/MPa伸长率/%43 504305003404102222表6焊缝金属冲击吸收功(V形缺口)第一位数冲击吸收功第二位数冲击吸收功温度/℃冲击功/J温度/℃冲击功/J0没有规定0没有规定1+201+20≥47 20203-203-204-304-305-405-40药芯焊丝型号举例:(2)药芯焊丝牌号牌号第一个字母“Y”表示药芯焊丝,第二个字母及第一、第二、第三位数字与焊条编制方法相同;牌号“-”后面的数字表示焊接时的保护方法(见表7)。
药芯焊丝有特殊性能和用途时,在牌号后面加注起主要用途的元素或主要用途的字母(一般不超过两个)。
表7药芯焊丝牌号“-”后面数字的含意牌号焊接时保护方法牌号焊接时保护方法YJ×××-1YJ×××-2气体保护自保护YJ×××-3YJ×××-4气体保护、自保护两用其他保护形式药芯焊丝牌号举例:药芯焊丝的型号和牌号的对照见表8。
表8药芯焊丝的型号和牌号的对照牌号符合标准的焊丝型号牌号符合标准的焊丝型号GB AWS JIS GB AWS JISYJ501-1 YJ501Ni-1 YJ502-1 YJ502R-1 YJ502R-2 YJ507-1 YJ507Ni-1 YJ507TiB-1--EF01-5020EF01-5005EF01-5005EF03-5040EF03-5004EF035005E71T-1E71T-5ET70-1--E70T-5-E70T-5YFW24YFW24------YJ707-1YR307-1YG207-2YG317-1YA002-2YA102-1YA107-1YA132-1YD176Mn-2------ER62-B3ER62-B3LH08A、H08EE80t5-Ni1E80T5-B2--E308LT-3E308T-1E308T-1E347T-1----------YJ507-2 YJ507G-2EF04-5020EF04-5042E70T-4E70T-8E71T-8E70T-GSYFW13-YJ507R-2 YJ507D-2-EF0GS-5000YFW14-YD212-1YD247-1YD256Ni-2H08MnAH10Mn2H10MnSi------图片附件:2009/10/28 23:44, KB, 下载次数: 2图片附件:2009/10/28 23:44, KB, 下载次数: 2。