压力容器质量计划范本
- 格式:xls
- 大小:149.00 KB
- 文档页数:8
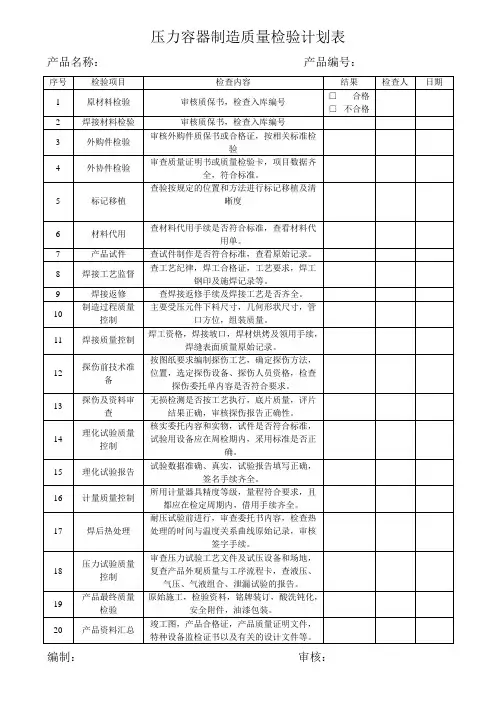
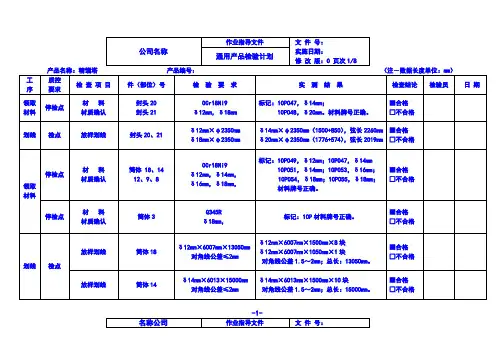
压力容器质量计划固定式压力容器质量计划产品名称:进气缓冲罐产品编号:R-20-001编制人:日期:年月日审核人:日期:年月日江苏XXXX 有限公司项目名称/ 产品名称进气缓冲罐关键代码H: 停止点W:见证点E:检查点R:审核点工作令号R-20-001 图号HFS20(S)-24-00 主体材料Q345R,16Mn II 主体规格Φ1200×3505×12 序号工序项目检验与验收要求控制点检验人员日期备注 1 制造准备工作1.1 图纸TSG 21-20XX年、GB/T150.1~150.4-20XX年H1.2 焊接工艺卡设计图样、PQR、NB/T*****-20XX年R1.3 工艺过程卡GB/T150.1~150.4-20XX年R1.4 热处理工艺热处理工艺规程:焊后整体热处理,620+20℃,保温时间0.5~1h R N/A 2 封头制造成品外购2.1 入库验收(1)形状尺寸检查,GB/T*****-20XX年(2)对接坡口检验,GB/T150.4-20XX年(3)标记检查;(4)封头合格证,监检证书,热处理报告等; E3 筒节制造3.1 材料验收(1)核查材料质保书,GB/T713-20XX年,设计图样技术要求验收; (2)检查材料外观、尺寸。
H3.2 下料(1)标记移植检查;(2)下料尺寸、坡口尺寸符合图样和工艺 E3.3 卷制成型组对检查,错边量b≤3mm E3.4 焊接按焊接作业指导书(WWI)E3.5 筒节校圆后检验(1)焊缝外观及尺寸符合规范(2)棱角度检验,棱角度E≤δs/10+2(mm)、且≤5m E3.6 无损检测≥20%RT,且≥250mm,技术等级AB 级,Ⅲ级合格;按NB/T*****.2-20XX年要求执行W4 人孔制造4.1 人孔筒节制造4.1.1 材料验收(1)核查材料质保书,GB/T713-20XX年,设计图样技术要求验收;(2)检查材料外观、尺寸;H4.1.2 下料(1)标记移植审查(2)下料尺寸、坡口尺寸符合图样和工艺 E4.1.3 卷制成型组对检查,错边量b≤3mm E4.1.4 焊接按焊接作业指导书(WWI)E4.1.5 筒节校圆后检验(1)焊缝外观及尺寸符合规范(2)棱角度检验,棱角度E≤δs/10+2(mm)、且≤5m E4.1.6 无损检测100%RT,技术等级AB 级,II 级合格;按NB/T*****.2-20XX年要求执行W4.2 人孔法兰验收(1)核查材料质保书,NB/T*****-20XX年,16MnⅡ验收;(2)检查材料外观、尺寸;法兰外圆钢印标记是否齐全。
压力容器生产计划方案一、项目概述。
咱们这次要生产压力容器呢,就像是打造一个个超级坚固又实用的“压力小城堡”。
这些“城堡”可不得了,要能承受很大的压力,而且还得保证安全可靠。
二、生产目标。
1. 数量目标。
咱打算在[具体时间段]内,比如说接下来的[X]个月里,生产出[X]个不同规格的压力容器。
就像要烤出[X]个不同口味的超级大蛋糕一样,每个都得精心制作。
2. 质量目标。
三、生产流程。
# (一)材料采购(第1 2周)1. 材料清单制定。
首先得搞清楚做这些“压力小城堡”需要啥材料。
这就像做菜得先知道菜谱一样。
让技术部门的小伙伴们仔细研究设计图纸,然后列出一份详细的材料清单,从钢板到各种小零件,一个都不能少。
2. 供应商选择。
找供应商就像找合作伙伴一样,得找靠谱的。
我们要对比好多家供应商,看看哪家的材料质量好,价格又公道。
那些质量像纸糊的一样的供应商,咱们可不能要,就像不能找个不靠谱的队友一起玩游戏一样。
3. 采购下单与跟进。
材料清单和供应商都确定好了,那就赶紧下单。
下单之后还要像盯着快递一样盯着供应商,确保材料按时按质按量地送到咱们厂子里。
# (二)生产加工(第3 12周)1. 切割下料。
材料到了之后,就开始切割下料。
这就像是给“压力小城堡”的砖头切割成合适的大小。
操作切割设备的师傅可得小心啦,就像厨师切菜一样,切得准准的,多一点少一点都不行。
2. 卷板成型。
切割好的钢板就该卷成圆筒形状啦,这就像把一张纸卷成一个圆筒一样,不过这个圆筒可不好卷,得用专门的卷板机,还要掌握好力度和角度,就像跳舞得跟上节奏一样。
3. 焊接组装。
卷好的圆筒和其他零件就得焊接组装在一起啦。
这可是个精细活,就像搭积木一样,但是这个积木得用焊枪“粘”起来。
焊接的师傅们得像艺术家一样,让每一条焊缝都美美的,而且要保证焊接得特别牢固,这样“压力小城堡”才不会散架。
4. 无损检测。
焊接好之后,可不能就这么算了,得给这些“压力小城堡”做个全身检查,这就是无损检测。
产品质量计划产品名称:产品图号:产品编号:计划完成日期:年 6 月15 日编制:__________ 日期: ___________审核:__________ 日期:___________批准:__________ 日期:___________产品质量计划一、产品概述:本产品为我公司为取得D1,D2类压力容器制造许可证而生产的II类容器试制产品,其中成品一台,半成品一台。
1、产品技术条件:A:引用规范及执行标准:TSGR0004-2009《固定式压力容器安全技术监察规程》 GB150-1998《钢制压力容器》NB/T47014《承压设备焊接工艺评定 NB/T47015《压力容器焊接规程》B 设计参数容器类别Ⅱ类设计温度℃主要受压元件材料Q345R 工作压力MPa 工作介质全容积m3 0设计压力MPa 介质特性非爆焊接接头系数0.85工作温度℃40 腐蚀裕度mm 热处理水压试验压力MPa 气密性试验压力MPa /2、产品主体材料:件号名称材料规格尺寸数量备注1 封头Q345R EHA2 δmin=9.02 筒体Q345R DN×H= 1 δ=10二、设计文件审查:产品设计由温州市工业设计院承担,该单位具有压力容器设计资质,并在有效期内。
设计图纸符合《固定式压力容器安全技术监察规程》、GB150-1998《钢制压力容器》及相关规范、标准的规定。
设计责任人:三、产品制造前准备:1、工艺准备:工艺责任人员首先对设计图纸进行工艺审图,本公司是否具备制造该设备的能力。
工艺上是否能得到保证。
并有工艺员编制制造工艺,工艺责任人员审核。
在工艺过程卡中,明确控制点。
工艺人员还要根据图纸编制材料清单,其内容包括:材料的数量,标准、交货状态等。
并由工艺责任人员批准,交材料采购人员。
工艺责任人:2、材料准备:材料采购人员根据采购清单,对市场进行询价。
首先要对供方进行评介,评介内容包括:营业执照、组织代码、年销售额、业绩,对封头、法兰等还需要有特种设备制造许可证。
产品质量计划产品名称:液化石油气储罐产品图号:产品编号:编制审核批准XXXXXXX有限公司年月日一、图样审核1、审核压力容器设计单位资格、设计类别和品种、范围。
2、审核压力容器设计总图设计印章有效。
签字齐全、完整。
3、审核设计总图技术条件齐全、完整、正确。
二、设备概述30m³液化石油气储罐为卧式储存容器,盛装介质为液化石油气。
设备工作工况为工作压力≤1.62Mpa,工作温度-15~50℃。
由筒体、封头、鞍式支座、法兰接管等部件组成。
设备总长:7290mm;筒体长度:5800mm,主体材料为Q345R。
该设备是我公司A2级压力容器制造许可受检产品,制造要求高,必须要有切实可行的保证措施来保证设备的制造质量。
1、设备设计条件设计压力(Mpa)设计温度℃介质工作压力(Mpa)工作温度℃腐蚀裕量(mm)水压试验(Mpa)1.77 -18/60 液化石油气1.62 -15~50 1.02.22设备净重(kg)焊接接头系数类别设备容积(m³)筒体壁厚(mm)筒体内径(mm)无损检测7835 1.0 Ⅲ30 16 DN2400 RT/MT/100%2、主体材料零部件名称材料执行标准筒体Q345R δ=16 GB713封头Q345R δ=16GB713GB/T25198-2010人孔接管Q345R GB713-2008 人孔法兰16MnⅡJB47008-2010 人孔法兰盖16MnⅡJB47008-2010三、设备制造前准备工作1、工艺准备首先进行工艺性审图、并作好审图记录,然后按施工图、规范、标准的要求编制制造工艺过程卡、焊接工艺规程、无损检测工艺卡、专用检验工艺卡、热处理工艺卡、水压试验工艺卡及外协事项专用表卡等文件。
责任人2、材料准备材料(包括钢板、锻件、焊材)的采购必须在经评审合格的供货单位进行订货要求符合相应材料标准(GB713-2008、NB/T47014-2011、NB/T47015-2011、NB/T47018、等),材料必须经过正火超探,入厂应有合格的证明文件,标记齐全、完整、清晰。

压力容器制造质量手册质量目标
根据工厂(公司)压力容器制造的质量方针,结合实际情况,所确定的质量目标是:
1、交付产品合格率100%;
2、顾客最终满意率98%;
3、焊接接头无损检测一次合格率95%以上(以射线底片数量计算)。
以上质量目标由质管科进行统计,质量保证工程师负责监督执行。
当发生以下情况时,质量保证工程师应重新进行质量目标的策划:按照质量管理标准建立或改进质量体系;
质量方针发生变化或组织机构发生变化而影响其质量方针实施时;
工厂(公司)的资源配置,市场发生变化时;
现有的体系文件未能涵盖的特殊事项。
各部门应对质量目标进行分解,建立各部门的质量目标,且目标应是可测量的。
质保工程师应每年进行一次评审寻找差距和改进,厂长(经理)负责配置必须的资源,以确保工厂(公司)质量目标的实现。
厂长(经理):XXX
2006年4月1日。
压力容器整理工作计划范文一、项目背景介绍压力容器是一种用来存储液体或气体的设备。
在工业生产中,压力容器承担着很重要的作用,因此对于压力容器的整理工作是必不可少的。
在进行压力容器整理工作之前,我们需要对整个工作进行详细的计划和安排,以确保工作的顺利进行。
二、工作目标1. 对压力容器进行全面的检查和整理,确保其安全性和稳定性;2. 对压力容器的使用情况进行分析和评估,找出存在的问题和不合理的地方;3. 制定合理的整理方案,对压力容器进行改进和优化,提高其使用效率和安全性。
三、工作内容1. 对压力容器进行全面的检查和评估,包括外观检查、内部结构检查、密封性检查等;2. 对压力容器的使用情况进行详细调查和分析,了解其在实际生产中的使用情况和存在的问题;3. 制定整理方案,包括整理工作的时间安排、人员分工、工作流程等;4. 对压力容器进行整理工作,包括清洗、维修、改进等工作;5. 对整理后的压力容器进行测试和评估,确保其安全性和稳定性。
四、工作计划1. 项目立项时间:2022年6月1日工作内容:确定压力容器整理工作的项目目标、内容、计划和预算,完成项目立项手续。
2. 调查分析时间:2022年6月1日至2022年6月15日工作内容:对现有压力容器进行全面的调查和分析,了解其使用情况、存在的问题和改进的空间。
3. 整理方案制定时间:2022年6月16日至2022年6月30日工作内容:根据调查分析的结果,制定压力容器整理工作的详细方案,包括整理工作的时间安排、人员分工、工作流程等。
4. 整理工作时间:2022年7月1日至2022年8月31日工作内容:按照整理方案,对压力容器进行整理工作,包括清洗、维修、改进等工作。
5. 测试评估时间:2022年9月1日至2022年9月15日工作内容:对整理后的压力容器进行详细的测试和评估,确保其安全性和稳定性。
6. 项目总结时间:2022年9月16日工作内容:对整个项目进行总结和评估,总结工作经验,提出改进意见。
产品质量计划产品名称:XXXX储罐产品图号:编制_________________审核___________批准____________XXXX有限公司2007年月日一、1、压力容器设计单位资格、设计类别和品种范围审核。
2、压力容器设计总图设计印章有效.3设计总图技术条件齐全二、设备概述:4M3一氧化碳储罐为立式储存容器,盛装介质为易燃易爆,毒性程度为中度危害的一氧化碳气体,设备工作工况为工作压力3.5Mpa,小于等于40℃。
设备由封头、筒体、人孔支座、等部件组成.设备总长:4411mm ,壳体内直径:1200mm,筒体长度:3100mm,主体材料16MnR和16MnⅡ.该设备是我厂A2级压力容器制造许可受检产品,制造要求高,必须要有切实可行的保证措施,来保证设备的制造质量。
1、设备设计条件2、主体材料三、设备制造前准备工作1、工艺准备首先进行工艺性审图、并作好审图记录,然后按施工图、规范、标准的要求编制制造工艺过程卡、焊接工艺规程、无损检测工艺卡、专用检验工艺卡、理化试验工艺卡、热处理工艺卡、水压试验工艺卡和气密试验工艺卡及外协事项专有表等文件。
负责人_________2、材料准备材料(包括钢板、锻件、焊材)的采购必须在经评审合格的供货单位进行。
订货要求符合相应材料标准(GB6654-1996、JB/T4726-2000、GB/T-5117-1995、GB/T5118-1995、GB/T14957-1994、JB/T4747-2002等),材料入厂应有合格的证明文件,标记齐全、完整、清晰。
用于制造主要受压元件筒体、封头、人孔接管、人孔法兰、及法兰盖的材质应按《容规》第25条第1、3款进行复验。
具体实施要求见附件一。
负责人_____3、质量控制按照工厂质量管理文件及设备特点,编写设备质量控制计划,质量计划经各责任人审核、质保工程师批准后,制造过程中严格按照质量计划进行质量控制工作。
负责人______四、制造过程中主要质量控制环节、控制点1、封头、筒体下料前进行表面、标记检查,并按JB/T4730超声检测4.1。
压力容器制造质量方针和质量目标1、本公司的质量方针为:科技领先、优质高效、立信守诚、追求卓越2、质量目标2.1 与产品质量有关:成品合格率 100%主要项一次合格率≥95%焊缝无损检测一次合格率≥90% 2.2 与顾客有关:合同按期交货率≥90%售后服务及时率≥90%顾客投诉率(以台计)≤1% 2.3 与工作质量有关:生产计划完成率≥95%设备完好率:A类≥95%B类≥90%C类≥85%关键项错检率 0关键项漏检率 0底片象质合格率≥96%比例执行率 100%扩探率 100%底片评定准确率≥95%工艺纪律执行率≥98%2.4 与改进有关:每年进行一次质量管理评审和改进并有效实施。
产品工艺方法每年寻找1-2个改进点并有效实施。
3、目标分解3.1 营销部3.1.1 合同按期交货率≥90%(按季统计)。
3.1.2 售后服务及时率90%。
3.1.3 顾客满意度问卷调查回收率大于60%。
3.2 生产部3.2.1 生产计划完成率(按月)≥95%。
3.2.2 成品一次合格率为100%、主要项一次合格率≥95%、焊缝无损检测一次合格率≥90%。
3.3 技术部3.3.1 工艺方法每年寻找1-2个改进点。
3.4 质检部3.4.1 关键项错漏检率为0。
3.4.2 底片象质合格率≥96%,X射线检测比例执行率100%,X 射线探测扩探率100%,底片评定准确率≥95%。
3.4.3 顾客现场质量问题及时服务率90%。
3.5 设备计量科3.5.1设备完好率:A类≥95%,B类≥90%,C类≥85%。
3.6 质管办3.6.1 协助质保工程师组织有关人员对质量管理体系每年进行一次质量管理评审。
3.6.2 每年各层次人员培训面应大于90%。
3.6.3 工艺纪律执行率≥98%。