隧道窑与辊道窑共80页文档
- 格式:ppt
- 大小:8.49 MB
- 文档页数:80
辊道窑窑炉设计1 前言陶瓷窑炉可分为两种:一种是间歇式窑炉,比如梭式窑;另一种是连续式窑炉,比如本设计书设计的辊道窑。
辊道窑是当代陶瓷工业的先进窑炉,我国70 年代开始已陆续应用于日用陶瓷工业、建筑陶瓷工业。
80 年代后,滚到窑已广泛地用于我国建陶工业中。
辊道窑由于窑内温度场均匀,从而保证了产品质量,也为快烧提供了条件;而快烧又保证了产量,降低了能耗。
产品单位能耗一般在2000~3500 kJ/kg ,而传统隧道窑则高达5500~9000 kJ/kg 。
所以,辊道窑是当前陶瓷工业中优质、高产、低消耗的先进窑型,在我国已得到越来越广泛的应用。
烧成在陶瓷生产中是非常重要的一道工序。
烧成过程严重影响着产品的质量,与此同时,烧成也由窑炉决定。
在烧成过程中,温度控制是最重要的关键。
没有合理的烧成控制,产品质量和产量都会很低。
要想得到稳定的产品质量和提高产量,首先要有符合产品的烧成制度。
然后必须维持一定的窑内压力。
最后,必须要维持适当的气氛。
通过对其窑炉结构和控制的了解,借鉴经验数据,本文设计的辊道窑,全窑长200 米,内宽2.81米,烧成温度是1180 摄氏度,燃料采用天然气,单位质量得产品热耗为2543.6 kJ/kg。
热效率高,温度控制准确、稳定,传动用电机、链传动和齿轮传动结构,联接方式主要采用弹簧夹紧式,从动采用托轮磨擦式,传动平衡、稳定,维护方便,控制灵活。
经过紧张的三周,有时候,特别是画图时,对于没有经过训练的我们来说,很是不容易,进入状态时饭也顾不上吃,叫外卖,夜以继日的,就像绣花一样,不经历还真不知道这其中的滋味,我想这次的窑炉设计实习,给予我们的不仅仅是设计的本身,还让我们知道什么是细致,什么叫技术。
在此,特别感谢周露亮、朱庆霞、孙健、李杰几位老师的细心指导,没有他们的指导,我们就无从下手。
由于水平所限,设计书中一定有不少缺点和不足之处,诚挚地希望老师批评指正。
2 设计任务书一、设计任务:日产10000 平米玻化砖辊道窑设计设计任务:日产10000 平米玻化砖天然气辊道窑炉设计(一)玻化砖1.坯料组成(%):SiO2 Al2O3 CaO MgO Fe2O3 K2O Na2O I.L68.35 16.27 2.30 2.65 0.85 1.76 2.15 4.852.产品规格:400×400×8mm,单重3 公斤/块;3.入窑水分:<1%4.产品合格率:95%5.烧成周期:60 分钟(全氧化气氛)6.最高烧成温度:1180℃(温度曲线自定)(二)燃料天然气CO H2 CH4 C2H4 H2S CO2 N2 O2 Qnet(MJ/Nm3)0.2 0.2 95.6 3.5 0.3 0.1 0.1 0 41.58(三)夏天最高气温:37℃3 窑体主要尺寸的确定3.1 窑内宽的确定产品的尺寸为400×400×10mm,设制品的收缩率为8%。
关于隧道窑与辊道窑的若干问题热工设备一、简述隧道窑产生上下温差的原因及克服方法答:产生原因:首先,热烟气的密度较小,在几何压头的作用下会向上运动造成上下温差,尤其在预热带,因为该带处于负压下操作,从窑的不严密处,如窑门,窑车接头处,沙封板不密处等漏入大量冷风,冷风密度大,使大部分热气体向上流动,因而大大促进了该带的几何压头的作用,使气体分层严重,上下温差最大可达300-400℃.还有一个原因,窑车衬砖吸收了大量的热,使预热带下部温度降低很多,进一步扩大了上下温差。
另外,上部拱顶,窑墙上部空隙大,气体阻力小,几何压头大,上下温差大。
克服方法:1.从窑的结构上1. 预热带采用平顶或降低窑顶(相对于烧成带来说)2. 预热带窑墙上部向内倾斜3. 适当缩短窑长,减少窑的阻力,减少预热带负压,减少冷风漏入量4. 适当降低窑的高度,减少几何压头的影响5. 烟气排除口开在下部近车台面处,迫使烟气多次向下流动6. 设立封闭气幕,减少窑门漏入冷风7. 设立搅动气幕,使上部热气向下流动8. 设立循环气幕流装置,使上下温度均匀9. 采取提高窑内气体流速的措施,增加动压的作用,削弱几何压头的作用。
现多采用高速烧嘴直接造成紊流。
2.从窑车结构上1. 减轻窑车重量,采用高强度高温轻质隔热材料,减少窑车吸热;2. 车上砌气体通道,使一部分热气体从这些通道流过,提高隧道下部温度;3. 严密窑车接头,沙封板和窑墙曲折封闭,减少漏风量。
3.从码坯方法上料垛码得上密下稀,增加上部阻力,减少下部阻力,使热气体多向下流;1.适当稀码料垛,减少窑内阻力,减少预热带负压,减少冷风漏入量。
2.所以稀码可以快速烧窑。
4.在预热带长度上很多温度点设高速调温烧嘴,这种烧嘴能调节二次空气使燃烧产物达到适于该点的温度,自车台面高速喷入窑内,大大提高下部温度。
二、隧道窑的膨胀缝如何设置答:在窑墙,窑顶每隔4-10cm的距离留一热胀缝,该缝的宽度为2-4cm,胀缝应呈形布置,以增加窑体的稳定性。
辊道窑窑炉设计1 前言瓷窑炉可分为两种:一种是间歇式窑炉,比如梭式窑;另一种是连续式窑炉,比如本设计书设计的辊道窑。
辊道窑是当代瓷工业的先进窑炉,我国 70 年代开始已陆续应用于日用瓷工业、建筑瓷工业。
80 年代后,滚到窑已广泛地用于我国建工业中。
辊道窑由于窑温度场均匀,从而保证了产品质量,也为快烧提供了条件;而快烧又保证了产量,降低了能耗。
产品单位能耗一般在 2000~3500 kJ/kg ,而传统隧道窑则高达 5500~9000kJ/kg 。
所以,辊道窑是当前瓷工业中优质、高产、低消耗的先进窑型,在我国已得到越来越广泛的应用。
烧成在瓷生产中是非常重要的一道工序。
烧成过程严重影响着产品的质量,与此同时,烧成也由窑炉决定。
在烧成过程中,温度控制是最重要的关键。
没有合理的烧成控制,产品质量和产量都会很低。
要想得到稳定的产品质量和提高产量,首先要有符合产品的烧成制度。
然后必须维持一定的窑压力。
最后,必须要维持适当的气氛。
通过对其窑炉结构和控制的了解,借鉴经验数据,本文设计的辊道窑,全窑长 200 米,宽2.81米,烧成温度是 1180 摄氏度,燃料采用天然气,单位质量得产品热耗为 2543.6 kJ/kg。
热效率高,温度控制准确、稳定,传动用电机、链传动和齿轮传动结构,联接方式主要采用弹簧夹紧式,从动采用托轮磨擦式,传动平衡、稳定,维护方便,控制灵活。
经过紧的三周,有时候,特别是画图时,对于没有经过训练的我们来说,很是不容易,进入状态时饭也顾不上吃,叫外卖,夜以继日的,就像绣花一样,不经历还真不知道这其中的滋味,我想这次的窑炉设计实习,给予我们的不仅仅是设计的本身,还让我们知道什么是细致,什么叫技术。
在此,特别感周露亮、朱庆霞、健、杰几位老师的细心指导,没有他们的指导,我们就无从下手。
由于水平所限,设计书中一定有不少缺点和不足之处,诚挚地希望老师批评指正。
2 设计任务书一、设计任务:日产 10000 平米玻化砖辊道窑设计设计任务:日产 10000 平米玻化砖天然气辊道窑炉设计(一)玻化砖1.坯料组成(%):SiO2Al2O3CaOMgOFe2O3K2ONa2OI.L2.产品规格:400×400×8mm,单重 3 公斤/块;3.入窑水分:<1%4.产品合格率:95%5.烧成周期:60 分钟(全氧化气氛)6.最高烧成温度:1180℃(温度曲线自定)(二)燃料天然气COH2CH4C2H4H2SCO2N2O2Qnet(MJ/Nm3)(三)夏天最高气温:37℃3 窑体主要尺寸的确定3.1 窑宽的确定产品的尺寸为400×400×10mm,设制品的收缩率为 8%。
第一章辊道窑的窑体结构概述辊道窑是一种截面呈狭长形的隧道窑,与窑车隧道窑不同,它不是用装载制品的窑车运转,而是由一根根平行排列、横穿窑工作通道截面的辊子组成“辊道”,制品放在辊道上,随着辊子的转动而输送入窑,在窑内完成烧成工艺过程,故称辊道窑。
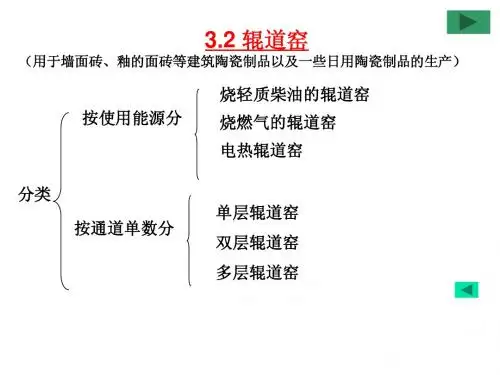
1.1.1 辊道窑的分类辊道窑可按使用的燃烧结构分类,也可按加热方式分类,还可按通道多少来分类。
一般对建陶工业辊道窑结合燃料与加热方式进行分类。
1. 明焰辊道窑——火焰进入辊道上下空间,与制品接触并直接加热制品。
(1)气烧明焰辊道窑。
常用的气体燃料有:天然气、发生炉煤气、石油液化气等,要求煤气是洁净的。
(2)烧轻柴油明焰辊道窑。
由于供油系统比供气系统简单,投资也较少,国内近些年建造的明焰辊道窑大多为烧轻柴油的。
2. 隔焰辊道窑——火焰一般只进入与窑道隔离的马弗道中,通过隔焰板将热量辐射给制品并对其进行加热。
(1)煤烧隔焰辊道窑煤在火箱中燃烧,火焰进入辊道下的隔焰道(马弗道)内,间接加热制品。
国内有些煤烧辊道窑为稳定窑温、减少上下温差,采取在辊上安装若干电热元件(硅碳棒),对制品进行补偿加热,对提高产品质量有一定的效果。
这类辊道窑可称为煤电混烧辊道窑,但也属煤烧隔焰辊道窑的范畴。
(2)油烧隔焰辊道窑以重油或渣油为燃料,火焰一般也是进入窑道下的马弗道中,间接加热制品。
我国80年代初建造的油烧隔焰辊道窑除辊下设马弗道外还在辊上增设马弗道,但后来一般都取消了上马弗道。
80年代中后期,烧重油的辊道窑大都改进为油烧半隔焰辊道窑,即在适当的部位留设放火口,使部分燃烧产物进入工作通道中。
由于油烧半隔焰辊道窑除放火口外,其他结构与油烧全隔焰辊道窑类同。
故可将它归在一类。
3. 电热辊道窑——以安装在辊道上下的电热元件(硅碳棒或电热丝)作热源,对制品辐射加热。
适用于电力资源丰富的厂家或小型辊道窑。
在上述几种类型的辊道窑中,由于明焰辊道窑的燃烧产物直接与制品接触,对提高传热效率、均匀窑内断面温度场、节能等都是有利的,代表了辊道窑的主流。
天然气辊道窑和隧道窑的区别天然气窑是采用天然气直接燃烧,经过炉室内进行热交换后直接加热窑内物料的高温窑炉。
常见的窑炉有辊道窑和隧道窑两种,经常会让人混淆。
本文将介绍辊道窑与隧道窑的区别。
1. 简介1.1 辊道窑辊道窑是一种周期性加热窑,是一种连续式作业。
物料沿着斜面移动,通过一个或者多个加热区经过加热区直至烧结完成。
随着辊道的运动,物料将会不断叠在一起,形成一条滚动的均匀流。
辊道窑可分为顺向辊道窑和逆向辊道窑。
分别从不同方向进出料。
1.2 隧道窑隧道窑是一种持续的加热窑炉,物料通过长条形的通道不断向前移动,经过加热区的加热后达到烧结的温度并完成烧结。
物料从头到尾固定不动,只有通道随着车辆的运动而移动。
2. 区别2.1 工艺流程辊道窑是一种周期性加热窑,物料在运动过程中不断叠加,加热固定的时间段后就会烧结完成,而隧道窑是一种持续加热,物料在通道里固定不动,通过搬运车慢慢地进出窑炉,这样不断加热直到烧结完成。
2.2 温度控制辊道窑和隧道窑的温度控制也不同。
在烧结过程中,辊道窑完成后会进入冷却,隧道窑则不用。
隧道窑在窑内加热,所以通常使用渗透计进行温度控制,其优点是温度控制更精确,可以随时调整进出窑的速度,以保证温度达到最佳。
而辊道窑的加热和冷却都是在炉膛之外进行的,通常会使用人力和机器观察温度,然后进行调整。
2.3 能耗随着科技的不断进步,天然气辊道窑技术已经非常成熟,其能耗也相对较低。
由于隧道窑的物料是静止的,因此要耗费较多的热量使物料达到一定温度,再通过带车运输的方式进行物料的输送。
相对地,辊道窑物料是在滚动状态下进行加热,几乎不用运输物料,炉膛内的温度也相对较高,因此能耗较低。
3. 结论虽然辊道窑和隧道窑都是天然气窑炉的一种,但两种窑炉在工艺流程、温度控制和能耗上都存在着不同。
相对而言,辊道窑具有一定的优势,如能源利用效率高、生产率高、热能损失小等。
不过,由于加工工艺、物料情况、生产设备等因素的不同,需要根据企业实际情况进行选择。
第一章辊道窑的窑体结构1.1 概述辊道窑是一种截面呈狭长形的隧道窑,与窑车隧道窑不同,它不是用装载制品的窑车运转,而是由一根根平行排列、横穿窑工作通道截面的辊子组成“辊道”,制品放在辊道上,随着辊子的转动而输送入窑,在窑内完成烧成工艺过程,故称辊道窑。
1.1.1 辊道窑的分类辊道窑可按使用的燃烧结构分类,也可按加热方式分类,还可按通道多少来分类。
一般对建陶工业辊道窑结合燃料与加热方式进行分类。
1. 明焰辊道窑——火焰进入辊道上下空间,与制品接触并直接加热制品。
(1)气烧明焰辊道窑。
常用的气体燃料有:天然气、发生炉煤气、石油液化气等,要求煤气是洁净的。
(2)烧轻柴油明焰辊道窑。
由于供油系统比供气系统简单,投资也较少,国内近些年建造的明焰辊道窑大多为烧轻柴油的。
2. 隔焰辊道窑——火焰一般只进入与窑道隔离的马弗道中,通过隔焰板将热量辐射给制品并对其进行加热。
(1)煤烧隔焰辊道窑煤在火箱中燃烧,火焰进入辊道下的隔焰道(马弗道)内,间接加热制品。
国内有些煤烧辊道窑为稳定窑温、减少上下温差,采取在辊上安装若干电热元件(硅碳棒),对制品进行补偿加热,对提高产品质量有一定的效果。
这类辊道窑可称为煤电混烧辊道窑,但也属煤烧隔焰辊道窑的范畴。
(2)油烧隔焰辊道窑以重油或渣油为燃料,火焰一般也是进入窑道下的马弗道中,间接加热制品。
我国80年代初建造的油烧隔焰辊道窑除辊下设马弗道外还在辊上增设马弗道,但后来一般都取消了上马弗道。
80年代中后期,烧重油的辊道窑大都改进为油烧半隔焰辊道窑,即在适当的部位留设放火口,使部分燃烧产物进入工作通道中。
由于油烧半隔焰辊道窑除放火口外,其他结构与油烧全隔焰辊道窑类同。
故可将它归在一类。
3. 电热辊道窑——以安装在辊道上下的电热元件(硅碳棒或电热丝)作热源,对制品辐射加热。
适用于电力资源丰富的厂家或小型辊道窑。
在上述几种类型的辊道窑中,由于明焰辊道窑的燃烧产物直接与制品接触,对提高传热效率、均匀窑内断面温度场、节能等都是有利的,代表了辊道窑的主流。
摘要本设计说明书对所设计的年产70万平方米玻化砖辊道窑加以说明。
说明书中具体论述了设计时应考虑的因素,诸如窑体结构、排烟系统、烧成系统和冷却系统等等.同时详细的进行了对窑体材料的选用、热平衡、管路、传动设计等的计算。
本次设计窑炉的燃料为液化石油气,在烧成方式上采用明焰裸烧的方法,既提高了产品的质量和档次,又节约了能源,辊子运输可减少窑内装卸制品,和窑外工序连在一起,操作方便,同时具有很高的自动化控制水平,在燃烧及温度控制上采用PID智能仪表,可以很方便的调节和稳定烧成曲线。
本说明书内容包括:窑体主要尺寸的确定、工作系统的确定、窑体材料的选择、燃料燃烧计算、热平衡计算、传动计算、管道尺寸阻力计算、风机的选型及工程材料概算。
AbstractThis instruction elaborated the roller kiln. The annual production of this roller kiln is 700 thousand square meter porcelain brick. This instruction specifically elaborated the factor should considered when we designed, such as the structure of the kiln body, discharged system, burning system and the cooling system and so on, At the same time it detailed how to choose the meterial, the calculation of heat balance , the pipeline design, the transmission design to the kiln and so on.This fuel of the kiln is liquefied petroleum gas, it fires product directly. This firing way can improved the quality and scale of the product, saved the energy, and the transportation by roller may reduce loading the product. With the working procedure outside the kiln, It eased the operation. Simultaneously it has the high automation control level.It uses the PID intelligence measuring appliance in firing and the temperature control. It can adjust the firing curve and make the temperature stably conveniently.This instruction content includes: the determination of kiln body dimension, work system, the choice of material, the calculation of fuel burning, the calculation of heat balance, the calculation of transmission, the calculation of pipeline size and resistance,how to choose air blower shaping and the estimation of engineerig material.目录前言 (6)2 窑体主要尺寸的确定 (8)2.1 进窑砖坯尺寸 (8)2.2 内宽的确定与排砖方法 (8)2.3 内高的确定 (9)2.4 烧成制度的确定 (9)2.5 窑长及各带长的确定 (10)2.5.1 窑长的确定 (10)2.5.2 各带长的确定 (11)2.5.3 辊道窑窑头、窑尾工作台长度 (12)2.5.4 窑体总长度的确定 (12)3 工作系统的确定 (12)3.1 排烟系统 (12)3.2 燃烧系统 (13)3.2.1 烧嘴的设置 (13)3.2.2 助燃系统 (14)3.2.3 液化石油气输送系统 (14)3.3 冷却系统 (14)3.3.1 急冷通风系统 (14)3.3.2 缓冷通风系统 (15)3.3.3 快冷通风系统 (15)3.4 温度控制系统 (15)3.4.1 热电偶的设置 (15)3.4.2 温度仪表选型 (16)3.5 传动系统 (16)3.5.1 辊棒的选择 (16)3.5.2 传动装置 (16)3.5.3 辊距的确定 (17)3.5.4 辊棒的联接形式 (17)3.5.5 传动过程 (18)3.6 窑体附属结构 (18)3.6.1 事故处理孔 (18)3.6.2 观察孔与测温口 (19)3.6.3 膨胀缝 (19)3.6.4 下挡墙和上档板 (19)3.6.5 钢架结构 (20)3.6.6 测压孔 (20)4 窑体材料确定 (20)4.1 窑体材料确定原则 (20)4.2 整个窑炉的材料表 (20)5 燃料及燃烧计算 (21)5.1 理论空气量计算: (22)5.2 烟气量计算 (22)5.3 燃烧温度计算 (22)7 热平衡计算 (24)7.1 热平衡示意图 (24)7.2 热收入项目 (25)7.2.1 坯体带入显热Q (25)17.2.2 燃料带入化学热及显热Q (25)f7.2.3 助燃空气带入显热Q (25)a7.2.4 预热带漏入空气带入显热Q (25)a7.3 热支出项目 (26)7.3.1 热制品带出显热Q (26)27.3.2 窑体散失热Q (26)37.3.3 物化反应耗热Q (30)47.3.4 烟气带走显热Q (31)g7.3.5 其他热损失Q (31)57.4 列热平衡方程并求解 (31)7.5 列热平衡表 (32)(3)冷却带热平衡计算 (33)7.6 热平衡示意图 (33)7.7 热收入 (33)Q (33)7.7.1 制品带入的显热2Q (34)7.7.2 冷却风带入显热67.8 热支出 (34)Q (34)7.8.1 制品带出显热7Q (34)7.8.2 热风抽出时带走的显热8Q (35)7.8.3 窑体散失热量9Q (37)7.8.4 由窑体不严密处漏出空气带走显热107.9 列热平衡方程 (37)7.10 列热平衡表 (38)第八章管道尺寸以及阻力计算和风机选型 (39)8.1 抽烟风机的管道尺寸、阻力计算 (39)8.1.1 管道尺寸 (39)8.1.2 阻力计算 (40)8.1.3 风机的选型 (41)8.2 其他系统管路尺寸确定、风机的选型 (42)8.2.1 液化石油气输送管径的计算 (42)8.2.2 助燃风管计算 (43)8.2.3 冷却带风管计算 (44)8.2.4 风机选型 (46)第九章工程材料概算 (47)9.1 窑体材料概算 (47)9.2 钢材的概算 (49)前言随着经济不断发展,人民生活水平的不断提高,陶瓷工业在人民生产、生活中都占有重要的地位。