压铸工艺及产品缺陷分析
- 格式:ppt
- 大小:221.00 KB
- 文档页数:46

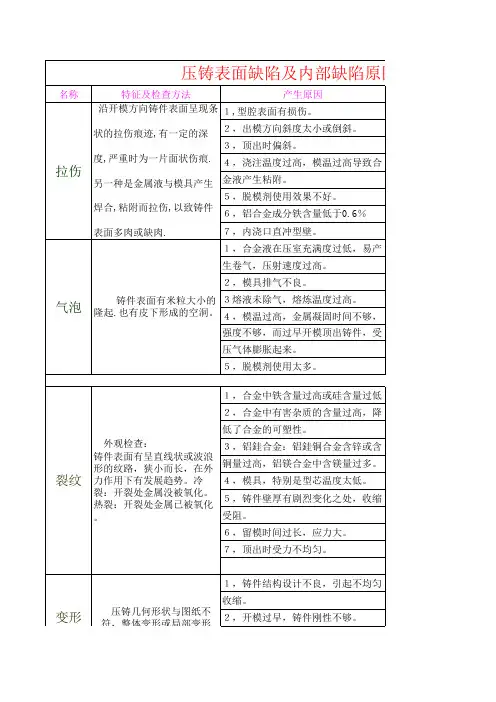
名称特征及检查方法产生原因
1,型腔表面有损伤。
2,出模方向斜度太小或倒斜。
3,顶出时偏斜。
4,浇注温度过高,模温过高导致合
金液产生粘附。
5,脱模剂使用效果不好。
6,铝合金成分铁含量低于0.6%
7,内浇口直冲型壁。
1,合金液在压室充满度过低,易产
生卷气,压射速度过高。
2,模具排气不良。
3熔液未除气,熔炼温度过高。
4,模温过高,金属凝固时间不够,强度不够,而过早开模顶出铸件,受压气体膨胀起来。
5,脱模剂使用太多。
1,合金中铁含量过高或硅含量过低
2,合金中有害杂质的含量过高,降
低了合金的可塑性。
3,铝銈合金:铝銈铜合金含锌或含
铜量过高,铝镁合金中含镁量过多。
4,模具,特别是型芯温度太低。
5,铸件壁厚有剧烈变化之处,收缩
受阻。
6,留模时间过长,应力大。
7,顶出时受力不均匀。
1,铸件结构设计不良,引起不均匀
收缩。
2,开模过早,铸件刚性不够。裂纹 外观检查:铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。冷裂:开裂处金属没被氧化。热裂:开裂处金属已被氧化。
变形 压铸几何形状与图纸不符,整体变形或局部变形压铸表面缺陷及内部缺陷原因分
拉伤 沿开模方向铸件表面呈现条
状的拉伤痕迹,有一定的深
度,严重时为一片面状伤痕.
另一种是金属液与模具产生
焊合,粘附而拉伤,以致铸件
表面多肉或缺肉.
气泡 铸件表面有米粒大小的隆起.也有皮下形成的空洞。3顶杆设置不当,顶出时受力不均匀。
4切除浇口方法不当。
1,首先进入型腔的金属液形成一个
极薄的而又不完全的金属层后,被后
来的金属层液所弥留下的痕迹。
2,模温过低。
3,内浇口截面积过小及位置不当产
生喷溅。
4,作用金属液上的压力不足。
5,花纹,涂料用量过多。
1,两股金属流相互对接,但未完全
熔合而有无夹杂存其间,两股金属结
合力很薄弱。
2,浇注温度或模温偏低。
3,填充速度低。
4,压射比压低。
5,浇道位置不对或流路过长。
6,选择合金不当,流动性差。
1,压铸型腔表面龟裂。
2,压铸模材质不当或热处理工艺不

铝合金压铸件所有缺陷及对策大全
一、化学成份不合格
主要合金元素或杂质含量与技术要求不符,在对试样作化学分析或光谱分析时发现。
1、配料计算不正确,元素烧损量考虑太少,配料计算有误等;
2、原材料、回炉料的成分不准确或未作分析就投入使用;
3、配料时称量不准;
4、加料中出现问题,少加或多加及遗漏料等;
5、材料保管混乱,产生混料;
6、熔炼操作未按工艺操作,温度过高或熔炼时间过长,幸免于难烧损严重;
7、化学分析不准确。
对策:
1)、对氧化烧损严重的金属,在配料中应按技术标准的上限或经验烧损值上限配料计算;配料后并经过较核;
2)、检查称重和化学分析、光谱分析是否正确;
3)、定期校准衡器,不准确的禁用;
4)、配料所需原料分开标注存放,按顺序排列使用;
5)、加强原材料保管,标识清晰,存放有序;
6)、合金液禁止过热或熔炼时间过长;
7)、使用前经炉前分析,分析不合格应立即调整成分,补加炉料或冲淡;
8)、熔炼沉渣及二级以上废料经重新精炼后掺加使用,比例不宜过高;
9)、注意废料或使用过程中,有砂粒、石灰、油漆混入。
二、气孔
铸件表面或内部出现的大或小的孔洞,形状比较规则;有分散的和比较集中的两类;在对铸件作X光透视或机械加工后可发现。
1、炉料带水气,使熔炉内水蒸气浓度增加;
2、熔炉大、中修后未烘干或烘干不透;
3、合金液过热,氧化吸气严重;
4、熔炉、浇包工具氧等未烘干;
5、脱模剂中喷涂过重或含发气量大;
6、模具排气能力差;
7、煤、煤气及油中的含水量超标。
对策:
1)、严禁把带有水气的炉料装入炉中,装炉前要在炉边烘干;
2)、炉子、坩埚及工具未烘干禁止使用;
3)、注意铝液过热问题,停机时间要把炉调至保温状态; 4)、精炼剂、除渣剂等未烘干禁止使用,使用时禁止对合金液激烈搅拌;
5)、严格控制钙的含量;
6)、选用挥发性气体量小的脱模剂,并注意配比和喷涂量要低;

压铸件的缺陷分析及检验
一 、 流痕 ( 条纹 )( 抛光法去除 )A. 、模温低于 180( 铝合金 )b 、填充速度太高 c 、涂料过量 D 。金属流不同步。对 a 采取措施:调整内浇口面积
二、冷接: A 料温低或模温低, B ,合金成份不符,流动性差。 C ,浇口不合理,流程太长 D 。填充速度低 E 。排气不良。 F 、比压偏低。
三、。擦伤(扣模、粘模、拉痕、拉伤): A 型芯铸造斜度太小。 B ,型芯型壁有压伤痕。 C ,合金粘附模具。 D ,铸件顶出偏斜,或型芯轴线偏斜。 E ,型壁表面粗糙。 F ,脱模水不够。 G ,铝合金含铁量低于 0 。 6 %。措施:修模,增加含铁量。
四、凹陷(缩凹,缩陷,憋气,塌边) A .铸件设计不合理,有局部厚实现象,产生节热。 B ,
合金收缩量大。 C ,内浇口面积太小。 D ,比压低。 E ,模温高
五、,气泡(皮下): A ,模温高。 B ,填充速度高。 C ,脱模水发气量大。 D ,排气不畅。
E ,开模过早。 F ,料温高。
六、气孔: A ,浇口位置和导流形状不当。 B ,浇道形状设计不良。 C ,压室充满度不够。 D ,内浇口速度太高,产生湍流。 E ,排气不畅。 F ,模具型腔位置太深。 G ,脱模水过多。 H ,料不纯。
七、缩孔: A ,料温高。 B ,铸件结构不均匀。 C ,比压太低。 D ,溢口太薄。 E ,局部模温偏高
八、花纹: A ,填充速度快。 B ,脱模水量太多。 C ,模具温度低。
九、裂纹: A ,铸件结构不合理,铸造圆角小等。 B ,抽芯及顶出装置在工作中受力不均匀,偏斜。 C ,模温低。 D ,开模时间长。 E ,合金成份不符。(铅锡镉铁偏高:锌合金,铝合金:锌铜铁高,镁合金:铝硅铁高
十、欠铸 A ,合金流动不良引起。 B ,浇注系统不良 C ,排气条件不良
十一、印痕(镶块或活动块及顶针痕等)
十二、网状毛刺: A ,模具龟裂。 B ,料温高。 C ,模温低。 D ,模腔表面不光滑。 E ,模具材料不当或热处理工艺不当。 F ,注射速度太高。 十三、色斑:脱模水不纯或用量过多,或含石墨过多。

第33卷第6期 2016年12月 贵州大学学报(自然科学版) Journal of Guizhou University(Natural Sciences) Vo1.33 No.6 Dee.2016
文章编号1000-5269(2016)06-0026-03 DOI:10.15958/j.cnki.gdxbzrb.2016.06.07
基于AnyCasting的换挡塔压铸缺陷分析
及工艺改进
刘高剑,郑伟刚 ,李 威,杨 宁
(贵州大学机械工程学院,贵州贵阳550025)
摘要:换挡塔原压铸工艺易出现缩松缩孔缺陷,本文对原压铸工艺进行改进,改进浇注系统,利
用Anycasting模拟压铸成形工艺中金属液充型和凝固过程。分析表明,金属液能够平稳充型,铸
件形状比较完整,铸件凝固过程比较合理,整体上实现了顺序充型和顺序凝固。压铸工艺改进
后,铸件缩松缩孔缺陷明显改善,质量大幅提升,铸件的成品率和生产效率得到了较大的提高。
关键词:换挡塔;压铸.Y-艺;Anycasting
中图分类号:TG249 文献标识码:A
压力铸造是在高压下将金属液快速充填模具型
腔内,获得的铸件具有强度高、表面硬度高等较好力 学性能的特种成形工艺 j。压铸现在已成为成形铝
合金零件的重要方式。在充型过程中,由于压铸工
艺的高速充型及高压凝固特点,不能完全消除裹气
现象,易产生气孔、冷隔等缺陷。另由于铸件壁厚不
均匀,金属熔体在型腔内不易做到顺序凝固,压铸件
在成形中会出现缩松、缩孔。铸件一旦产生明显缺
陷,将导致零件的气密性下降,在使用过程中易出现
泄漏,产品报废率明显上升 J。运用铸造模拟软件
仿真分析铸件的充型及凝固过程,预测可能会出现
的缩孔、缩松等缺陷,提高了铸件的设计质量,且节
约了生产成本,缩短了生产试制周期。
本文利用铸造软件Anycasting,模拟分析换挡
塔铸造过程,根据模拟结果改进浇注系统及优化工
艺参数,提高产品的设计质量。