FANUC系统讲解
- 格式:ppt
- 大小:4.61 MB
- 文档页数:72

第二节 FANUC 数控系统介绍
一 FANUC 数控系统的发展历史
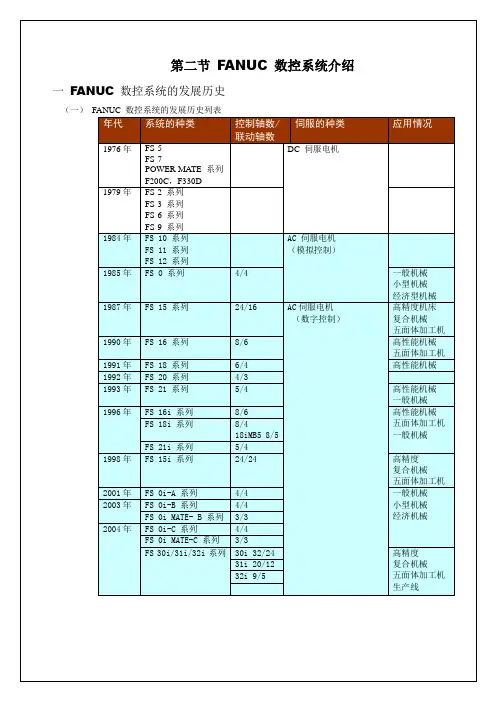
(一) FANUC 数控系统的发展历史列表
年代 系统的种类 控制轴数/
联动轴数 伺服的种类 应用情况
1976年 FS-5
FS-7
POWER MATE 系列
F200C,F330D DC 伺服电机
1979年 FS-2 系列
FS-3 系列
FS-6 系列
FS-9 系列
1984年 FS 10 系列
FS 11 系列
FS 12 系列 AC 伺服电机
(模拟控制)
1985年 FS 0 系列 4/4 一般机械
小型机械
经济型机械
1987年 FS 15 系列 24/16 AC伺服电机
(数字控制) 高精度机床
复合机械
五面体加工机
1990年 FS 16 系列 8/6 高性能机械
五面体加工机
1991年 FS 18 系列 6/4 高性能机械
1992年 FS 20 系列 4/3
1993年 FS 21 系列 5/4 高性能机械
一般机械
1996年 FS 16i 系列 8/6 高性能机械
五面体加工机
一般机械 FS 18i 系列 8/4
18iMB5 8/5
FS 21i 系列 5/4
1998年 FS 15i 系列 24/24 高精度
复合机械
五面体加工机
2001年 FS 0i-A 系列 4/4 一般机械
小型机械
经济机械 2003年 FS 0i-B 系列 4/4
FS 0i MATE- B 系列 3/3
2004年 FS 0i-C 系列 4/4
FS 0i MATE-C 系列 3/3
FS 30i/31i/32i 系列 30i 32/24 高精度
复合机械
五面体加工机
生产线 31i 20/12
32i 9/5
(二) 常见FANUC 数控系统
FANUC 0-C/0-D 系列
FANUC 16/18/21 系列

FANUC系统操作简介
面板简介
FANUC系统是目前市场上非常有竞争力的数控系统之一,FANUC系统操作界面最大的优势就是实线了操作面板的标准化,这对每个初学者或者使用者来说是非常有意义的。
FANUC系统的操作面板(以广州机床厂FANUC-0i-TC为例)如下:
FAUNC系统上半部分采用标准化面板,下半部分为厂家自定义部分。
上半部分左边为LCD显示器,显示器下面有7个扩展功能键,在不同的状态下有不同的功能,右半部分为程序输入区,这里可以进行程序的编辑,位置的查看,刀不的设置等等功能,上面四行为26个字母,数字,EOB(就是分号),加减乘除按键等,主要用于程序的输入。下面4行为输入功能键,下面对这部分进行详细介绍。
:POS为位置按键,这里可以查看机床坐标,绝对坐标和相对坐标等功能,该键的功能就是显示不同状态下的各种位置数字;
:PROG是程序(PROGRAMME)的缩写格式,在这里可以调出编辑好的程序进行查阅和修改,也可以进入此界面后,通过左侧的扩展功能键DIR查看所有程序。
:OFF/SET是参数设置按键,在这个功能模块里面主要用到的功能就是刀补,磨耗和工件坐标系。刀补/外形是对刀时用,而工件系可以建立G54-G59等6个工件坐标系,这在连续加工中应用非常的广泛。
:SHIFT俗称上档键,上四行的每个按键都有一个大字母和一个小字母组成,大字母是默认的,如果要输入小字母,则需要先按SHIFT这个按键后在按既可以了。
:CAN是放弃(CANCLE)的缩写,如果在输入过程中某个字母输入有误可以通过按下此键,会退一个字母。 :INPUT是输入的意思,此功能在参数设置和修改中应用较多,程序输入没有太多的用处。
:SYSTEM是系统的意思,这里有系统几乎所有的参数设置,一般情况下不用动用,否则对机床运作会有影响。
:MESSAGE是信息的意思,这里可以为ALM(报警),CNC错误提供显示平台,一般情况下机床出现ALM时按下此键可以获得有用的报警信息。
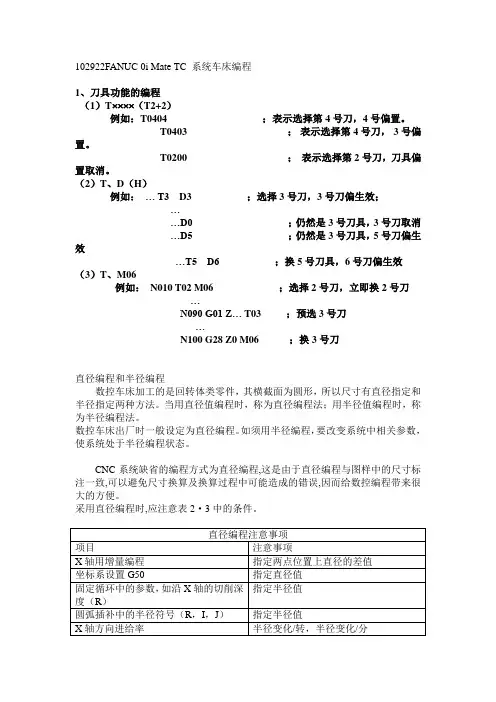
102922FANUC 0i Mate TC 系统车床编程
1、刀具功能的编程
(1)T(T2+2)
例如:T0404 ;表示选择第4号刀,4号偏置。
T0403 ; 表示选择第4号刀, 3号偏置。
T0200 ; 表示选择第2号刀,刀具偏置取消。
(2)T、D(H)
例如: … T3 D3 ;选择3号刀,3号刀偏生效;
…
…D0 ;仍然是3号刀具,3号刀取消
…D5 ;仍然是3号刀具,5号刀偏生效
…T5 D6 ;换5号刀具,6号刀偏生效
(3)T、M06
例如: N010 T02 M06 ;选择2号刀,立即换2号刀
…
N090 G01 Z… T03 ;预选3号刀
…
N100 G28 Z0 M06 ;换3号刀
直径编程和半径编程
数控车床加工的是回转体类零件,其横截面为圆形,所以尺寸有直径指定和半径指定两种方法。当用直径值编程时,称为直径编程法;用半径值编程时,称为半径编程法。
数控车床出厂时一般设定为直径编程。如须用半径编程,要改变系统中相关参数,使系统处于半径编程状态。

发那科数控系统的操作及有关功能
一.FANUC数控系统操作指南
1、系统准备:
(1)检查主机电源状态,确认已上电,指示灯处于正常状态;
(2)打开数控机床的前门,接入电表,滑动前门板,检查机床内部电器状态;
(3)检查轴和零件的安装状态,确认零件已装上,机床各极性接触状态良好;
(4)启动主机,登陆操作系统,根据提示及要求输入用户名及密码;
(5)登陆完成后,进入机床操作界面,数据区显示可供调整操作参数;
(6)根据切削需要,进行相应调整,保存参数,使被控机床处于可操作状态。
2、切削操作:
(1)按照程序指令,依次开启各轴运行;
(2)根据坐标切削,机床绝对定位状态,进行定位运行;
(3)检查及调整运行情况,控制切削层及停止运行;
(4)开启切削轴,根据程序指令,设定切削前的定位点;
(5)按下正常运行键,启动正常运行;
(6)设置切削参数,完成正常切削; (7)检查运行情况,终止运行;
(8)关闭切削轴,接收程序指示,清除参数恢复出厂设置。
三、FANUC数控系统功能介绍
1、CNC高级数控功能:
(1)支持轴的同步控制。