钣金件质量检验报告单
- 格式:docx
- 大小:12.92 KB
- 文档页数:2

钣金检验标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】文件名称:钣金产品检验标准文件编号:WTL-MP-QA-002发行日期:2007年03月01日1. 目的确保零部件的加工质量,防止未经检验和不合格的加工零部件转序或误用。
2. 适用范围本指导书明确规定了钣金制造工序检验的方法和要求。
本指导书适用于公司内对钣金加工零部件的质量控制,当产品有特殊要求涵盖本指导书,请遵照产品特殊要求执行。
3. 职责生产部操作工负责对所加工零部件进行自检和互检。
质量部负责所加工零部件的检验和不良品处理。
工程部负责产品技术支持。
4. 工序检验规范操作工在操作前,要对上道工序加工零件或原材料进行外观和形状检验,如果发现不良品,操作工可以拒收并通知检验员或工程师处理该不良品。
拉丝检验:4.1.1 检验方法a.操作工及检验员对于每班每批次拉丝加工零件都必须进行首件检验,只有当首件检验合格后,方能进行批量生产. 检验员要求一次首件,一次过程检验和一次最终检验。
操作工在领原材料时必须依据生产程序单的要求检查规格尺寸。
b.操作工应对拉丝零件的表面质量进行全数检验。
4.1.2 检验要求:4.1.2.1 按照工程文件,确认拉丝前原材料符合要求。
剪切零件的检验要求:4.1.2. 对第一块剪下来的材料,应仔细测量各尺寸。
对所剪切的零件进行对角线测量:小于2mm 为合格。
单边测量:小于0.5mm为合格。
检验员检验合格后才可以继续剪料。
4.1.2. 对于剪下来的材料,检查材料剪切边缘是否有蜷曲和变形,如有高于表面0.5mm的为不合格。
4.1.3 剪切下来的板材表面优先按照TS文件或者Routing上有规定的要求检验,没要求的一般按照以下4点要求检验:4.1.3.1 不得有长度超过4毫米深划痕(有手感的),特别是正中很明显的位置,或划痕虽浅但很多很密很长,均不允许。
单面刮痕不能超过2条。
面板安装质量检验报告单报告编号:[编号]报告日期:[日期]一、检验单位信息检验单位名称:[单位名称]二、安装单位信息安装单位名称:[单位名称]三、检验项目1.安装前检查1.1面板表面平整度检查检查结果:[描述检查结果,如"表面平整度符合安装要求"]1.2面板规格尺寸检查检查结果:[描述检查结果,如"面板规格尺寸符合安装要求"]1.3面板边缘及角部检查检查结果:[描述检查结果,如"面板边缘及角部无明显破损或变形"]2.安装过程检查2.1面板放置和固定检查检查结果:[描述检查结果,如"面板放置正确,固定牢固"]2.2接缝处处理检查检查结果:[描述检查结果,如"接缝处处理平整,无明显缝隙"]2.3面板与墙面连接检查检查结果:[描述检查结果,如"面板与墙面连接紧密,无松动现象"]2.4面板与地面连接检查检查结果:[描述检查结果,如"面板与地面连接紧密,无松动现象"]2.5面板与天花板连接检查检查结果:[描述检查结果,如"面板与天花板连接紧密,无松动现象"]3.安装后细节检查3.1表面清洁度检查检查结果:[描述检查结果,如"面板表面清洁度符合要求"]3.2辅助材料使用检查检查结果:[描述检查结果,如"辅助材料使用符合要求"]3.3面板装饰效果检查检查结果:[描述检查结果,如"面板装饰效果符合设计要求"]四、检验结论根据以上检验项目的检查结果,判断面板安装质量情况如下:[描述检验结论,如"面板安装质量良好五、存在问题及改进措施1.问题描述:[描述存在的问题,如"部分面板接缝处有轻微缝隙"]改进措施:[提出改进措施,如"重新处理接缝处,确保接缝无缝隙"]2.问题描述:[描述存在的问题,如"部分面板表面有污渍"]改进措施:[提出改进措施,如"清洁面板表面,确保表面无污渍"]六、检验人员意见检验人员意见:[检验人员意见,如"面板安装质量整体较好,符合要求"]七、附件1.安装前拍照:[安装前的照片,可附图]2.安装后拍照:[安装后的照片,可附图]3.相关检测资料:[如有其他相关检测资料,可附]八、签署检验单位负责人(签名):____________________检验单位负责人(日期):____________________安装单位负责人(签名):____________________。
1.目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件的检验,与图纸和技术文件同步使用。
当有冲突时,以技术图纸和客户要求为准。
3.引用标准本标准的尺寸未标注单位皆为mm,未注公差按以下国标IT 13级执行GB/T1800.3 - 1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 - 1999 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804 - 2000 一般公差未注公差的线性和角度尺寸公差GB/T1184–1996 形位公差未注公差的形状和位置公差4.原材料及辅料检验标准4.1 金属材料4.1.1材质料厚及质量应符合国标,采用的钣材材质需出示性能测试报告及厂商证明。
4.1.2材料外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
4.2 通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
4.3 管件方通、圆通4.3.1材质料厚及质量应符合国标,材质需出示性能测试报告及厂商证明。
4.3.2外观:表面无绣迹、无变形、撞伤、刮痕,整批来料拉丝、色泽一致性良好。
4.3.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
5.工序质量检验标准5.1 冲裁(数冲)检验标准●对有可能造成伤害的尖角、棱边、粗糙要打磨处理去除毛刺。
●冲切过程中产生的接刀痕:必须符合安全(不划伤手)和零件尺寸公差,一般不大于板厚的10%~20%,数控冲咬出的孔、异形孔、圆角必须修整平滑。
●图纸中未明确标明之尖角(除特别注明外)均为R1.5 mm。
●冲裁加工对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
●毛刺:冲裁后毛刺高L ≤5% t(t为板厚)。
钣金结构件检验通用标准1.目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件(设备防护、电控柜等)的检验,图纸和技术文件并同使用。
当有冲突时,以技术规范为准。
3.引用标准本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/T1800.3-1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 -1998 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184 –1996 形状和位置公差未注公差值执行。
4.原材料检验标准(我司有权对厂家生产用原材料进厂抽检)4.1金属材料4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。
4.1.2 材料外观:平整无锈迹斑痕,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。
4.2通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
5.钣金结构件加工工序质量检验标准5.1下料检验标准5.1.1钣金件表面平整,加工处无毛刺、凸起、裂纹等。
表一、平面度公差要求表面尺寸(mm) 变形尺寸(mm)3以下±0.2以下大于3小于30 ±0.3以下大于30小于315 ±0.5以下大于315小于1000 ±1.0以下大于1000小于2000 ±1.5以下大于2000小于3150 ±2.0以下5.2.1除特别注明外,折弯内圆角为R1。
5.2.2压印:看得到有折痕,但用手触摸感觉不到(可与限度样板相比较)。
5.2.3折弯检验尺寸的选取原则(如图)5.2.3.1 L型表二一次折弯的折弯高度尺寸未注公差值(单位:mm)基本尺寸分段≤30 >30~120 >120~500>500~1000>1000未注公差值±0.2 ±0.3 ±0.5 ±0.8 ±1.0a).压死边的折弯尺寸的未注公差值如图,尺寸H3的未注公差值为(+0.5~0),尺寸H4未注公差值±1。

来料检验表格填写篇一:来料检验记录单钣金材料来料检验记录单备注: 编号规则按入库单号填写表格生效日期:2011年6月1日铝箔来料检验记录单备注: 编号规则按入库单号填写表格生效日期:2011年6月1日备注: 编号规则按入库单号填写表格生效日期:2011年6月1日备注: 编号规则按入库单号填写表格生效日期:2011年6月1日备注: 编号规则按入库单号填写表格生效日期:2011年6月1日篇二:进料检验规范(含表格)进料检验规范(ISO9001:2015)1.目的:为加强零配件及原材料的质量管理,确保来料质量符合标准,防止不合格品入库,特制定本规范。
2.定义:来料检验又称进料检验,是本公司防止不合格物料进入生产环节的首要控制点。
致命缺陷(CR):凡是对人体或机器产生伤害或危及生命财产的缺点严重缺陷(MA):可能造成产品损坏,功能NG或使用者需要额外加工的缺点轻微缺陷(MI):不影响产品功能的缺点,泛指一般外观轻微不良或差异3.范围:适用于本公司所有进料检验作业。
4:引用标准:抽样计划按MIL-STD-105E单次抽样II级CR:0 MAJ:0.65 MIN:1.5执行5:来料检验流程图:见附件一6.来料检验流程:6.1采购部根据原材料到货日期、品种、规格等通知仓管部和品质部准备来料验收及检验工作。
6.2原材料到厂时,由仓管员,根据采购单,对产品规格、品种、数量、包装方式进行确认,并把来料放置待检区,并通知检验人员对该批物料进行检验,6.3IQC检验PASS合格后,则仓库执行入库处理。
6.4对检测不合格的物料根据《不合格品控制程序》的规定处置,不合格的物料禁止入库,应将其做好相应标识移入不合格品区放置。
6.4.1不合格物料评审,对不合格物料IQC填写IQC检验报告,并附不良样板经品质主管确认后,由公司MRB委员会进行物料评审,最终决定不合格物料的处理方式。
6.4.2评审结果为退货,由IQC在物料上贴不良标签,并注明不良原因和附不良样板,通知采购,由采购开具退货单,由仓库作退货处理。
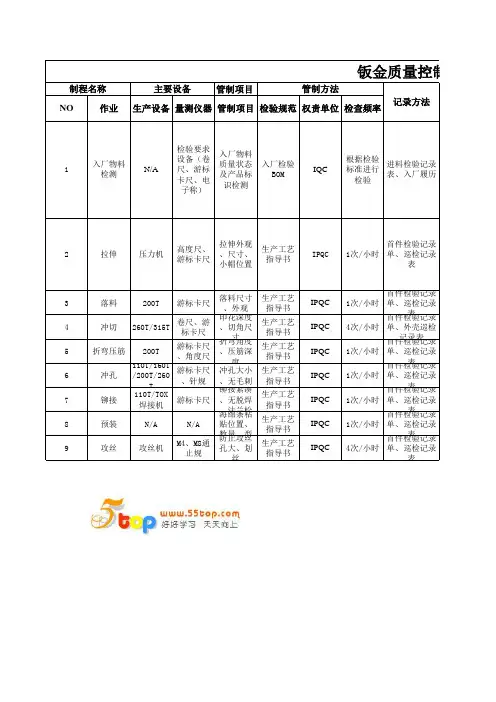
管制项目3落料200T游标卡尺落料尺寸、外观生产工艺指导书IPQC 1次/小时首件检验记录单、巡检记录表4冲切260T/315T卷尺、游标卡尺印花深度、切角尺寸生产工艺指导书IPQC 4次/小时首件检验记录单、外壳巡检记录表5折弯压筋200T游标卡尺、角度尺折弯角度、压筋深度生产工艺指导书IPQC 1次/小时首件检验记录单、巡检记录表6冲孔110T/160T /200T/260T 游标卡尺、针规冲孔大小、无毛刺生产工艺指导书IPQC 1次/小时首件检验记录单、巡检记录表7铆接110T/TOX焊接机游标卡尺铆接紧凑、无脱焊、法兰松生产工艺指导书IPQC 1次/小时首件检验记录单、巡检记录表8预装N/A N/A 海绵条粘贴位置、数量、型生产工艺指导书IPQC 1次/小时首件检验记录单、巡检记录表9攻丝攻丝机M4、M8通止规防止攻丝孔大、划丝生产工艺指导书IPQC4次/小时首件检验记录单、巡检记录表钣金质量控制Q制程名称主要设备管制方法记录方法NO作业生产设备量测仪器管制项目检验规范进料检验记录表、入厂履历权责单位检查频率根据检验标准进行检验首件检验记录单、巡检记录表1入厂物料检测N/A检验要求设备(卷尺、游标卡尺、电子称)入厂物料质量状态及产品标识检测入厂检验BOMIQC2拉伸压力机高度尺、游标卡尺拉伸外观、尺寸、小帽位置生产工艺指导书IPQC1次/小时。
1.目的规钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用围本标准适用于各种钣金结构件的检验,与图纸和技术文件同步使用。
当有冲突时,以技术图纸和客户要求为准。
3.引用标准本标准的尺寸未标注单位皆为mm,未注公差按以下国标IT 13级执行GB/T1800.3 - 1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 - 1999 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804 - 2000 一般公差未注公差的线性和角度尺寸公差GB/T1184–1996 形位公差未注公差的形状和位置公差4.原材料及辅料检验标准4.1 金属材料4.1.1材质料厚及质量应符合国标,采用的钣材材质需出示性能测试报告及厂商证明。
4.1.2材料外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
4.2 通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
4.3 管件方通、圆通4.3.1材质料厚及质量应符合国标,材质需出示性能测试报告及厂商证明。
4.3.2外观:表面无绣迹、无变形、撞伤、刮痕,整批来料拉丝、色泽一致性良好。
4.3.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
5.工序质量检验标准5.1 冲裁(数冲)检验标准●对有可能造成伤害的尖角、棱边、粗糙要打磨处理去除毛刺。
●冲切过程中产生的接刀痕:必须符合安全(不划伤手)和零件尺寸公差,一般不大于板厚的10%~20%,数控冲咬出的孔、异形孔、圆角必须修整平滑。
●图纸中未明确标明之尖角(除特别注明外)均为R1.5 mm。
●冲裁加工对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
●毛刺:冲裁后毛刺高L ≤ 5% t(t为板厚)。
1.目的标准钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件的检验,与图纸和技术文件同步使用。
当有冲突时,以技术图纸和客户要求为准。
3.引用标准本标准的尺寸未标注单位皆为mm,未注公差按以下国标IT 13级执行- 1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 - 1999 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804 - 2000 一般公差未注公差的线性和角度尺寸公差GB/T1184–1996 形位公差未注公差的形状和位置公差4.原材料及辅料检验标准金属材料材质料厚及质量应符合国标,采用的钣材材质需出示性能测试报告及厂商证明。
4.1.2材料外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
4.2 通用五金件、紧固件4.2.1外观:外表无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
4.3 管件方通、圆通4.3.1材质料厚及质量应符合国标,材质需出示性能测试报告及厂商证明。
4.3.2外观:外表无绣迹、无变形、撞伤、刮痕,整批来料拉丝、色泽一致性良好。
4.3.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
5.工序质量检验标准冲裁〔数冲〕检验标准●对有可能造成伤害的尖角、棱边、粗糙要打磨处理去除毛刺。
●冲切过程中产生的接刀痕:必须符合安全〔不划伤手〕和零件尺寸公差,一般不大于板厚的10%~20%,数控冲咬出的孔、异形孔、圆角必须修整平滑。
●图纸中未明确标明之尖角〔除特别注明外〕均为mm。
●冲裁加工对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
●毛刺:冲裁后毛刺高L ≤5% t〔t为板厚〕。
●划伤、刀痕:以用手触摸不刮手为合格,应≤mm。
●冲裁尺寸符合技术图纸要求,平面度公差要求见表一。
#1.目的:规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围:本标准适用于各种钣金结构件的检验,图纸和技术文件同时使用。
当有冲突时,以技术规范和客户要求为准。
3.引用标准:本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/产品几何技术规范极限与配合第1部分:公差、偏差、和配合的基础GB/ -2009产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184 -1996 形状和位置公差未注公差值执行。
4。
原材料检验标准金属材料:钣材厚度及质量应符合国标,采用钣材需出示性能测试报告及厂商证明。
材料外观:平整无锈迹,无开裂与变形。
尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。
通用五金件、紧固件外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
尺寸:按图纸与国标要求,重要尺寸零缺陷。
性能:试装配与使用性能符合产品要求。
5、工序质量检验标准冲裁检验标准对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。
图纸中未明确标明之尖角(除特别注明外)均为。
冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
毛刺:冲裁后毛刺高L≤5%t(t为板厚)。
划伤、刀痕:以用手触摸不刮手为合格,应≤。
平面度公差要求见表一。
附表一、未注平面度公差要求折弯检验标准毛刺:折弯后挤出毛刺高L≤10%t(t为板厚)。
压印:看得到有折痕,但用手触摸感觉不到。
(有特殊表面要求和镜面除外)折弯变形标准按照《表二》及《表三》。
【附表二:对角线公差要求】折弯方向、尺寸与图纸一致。
钢板在弯、折、卷制作过程中出现的锤击痕迹应予以修复,不得有明显锤窝现象。
钣金加工件检验标准尺寸:尺寸按图纸要求检验,尺寸公差见表三。
【附表三:未注尺寸公差要求】焊接焊缝应牢固、均匀,不得有虚焊、裂纹、未焊透、焊穿、豁口、咬边等缺陷。
名称:钣金件尺寸未注公差检验标准图号:DMBM0.402.035I目次1. 范围..................................................................... 12. 规范性引用文件........................................................... 13. 名词解释................................................................. 14. 钣金件尺寸未注公差的检验要求............................................. 24.0 检验尺寸的选取原则............................................. 24.1 折弯高度尺寸的未注公差值....................................... 24.2 冲裁形状尺寸的未注公差值....................................... 34.3 冲裁位置尺寸的未注公差值....................................... 44.4 铆装件的位置尺寸的未注公差值................................... 54.5 角度尺寸的未注公差值........................................... 54.6 局部成形特征的形状和位置尺寸的未注公差值....................... 54.7 丝印形状和位置尺寸的未注公差值................................. 84.8 喷涂保护区域形状和位置尺寸的未注公差值......................... 84.9 装配尺寸的未注公差............................................. 9名称:钣金件尺寸未注公差检验标准图号:DMBM0.402.0351钣金件尺寸未注公差检验标准1. 范围本标准规定了钣金结构件检验中尺寸的未注公差的检验要求。
钣金材料来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
铝箔来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
焊条来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
木箱包装来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日
紧固件来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
塑料件来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日
钣金喷涂件来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日。