T92P92手册
- 格式:doc
- 大小:104.00 KB
- 文档页数:6
T92/P92手册1、T/P92主要特点1.1钢材类别T/P92是用钒、铌元素微合金化并控制硼和氮的铁素体钢(9%铬、1.75%钨、0.5%钼)。
1.2主要应用用于替电厂锅炉中的过热器和再热器的不锈钢。
用于极苛刻蒸汽条件下的集箱和蒸汽管道(主蒸汽和再热热蒸汽管道)。
1.3优点比其他铁素体合金钢具有更强的高温强度和蠕变性能。
它的抗腐蚀性和抗氧化性能等同于其它含9%铬的铁素体钢。
由于它具有较高的蠕变性能,所以可以减轻锅炉和关岛部件的重量。
它的抗热疲劳性强于奥氏体不锈钢。
这种材料的热传导和膨胀系数远优于奥氏体不锈钢。
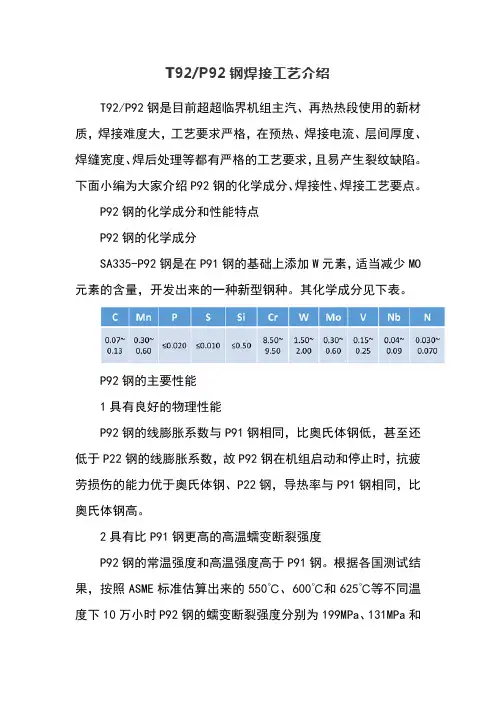
2、T/P92冶金特点2.1化学成分ASTM标准规定了T/P92材料的各种产品标准的化学成分。
T/P92材料是在T/P91材料基础上经过以下的改良而发展起来的,加入了钨,减少钼的含量以调整铁素体-奥氏提元素之间的平衡,并且加入微量合金元素硼。
碳的含量保持在一个较低的水平是为了保证最佳的加工性能。
2.2物理性能T/P92的密度是7850Kg/m3,物理性能明显优于TP304H。
T/P92优于奥氏体不锈钢之处在于它具有较好的热传导性和较低的线性平均[膨胀系数。
2.3转变特点2.3.1Ac1和Ac3温度通过热膨胀法可以测定其转变温度。
根据化学成分和加热速度的变化,发现Ac1的温度在800℃和850℃(1470℉和1535℉)之间。
Ac3的温度在900℃和920℃(1650℉和1690℉)之间。
2.3.2连续冷却速度图(CCT)图1表示T/P92的CCT曲线。
T/P92在正火和回火状态下使用。
如果从奥氏体温度冷却到室温,T/P92会从奥氏体组织完全转化为最高硬度小于450HV的马氏体组织。
在较宽的冷却速度范围内T/P92都保持这一特性。
Ms温度(马氏体转变开始温度)相当高,大约在400℃(750℉)左右。
Mf 温度(马氏体转变结实温度)在100℃(210℉)以上并随奥氏体起始晶粒度的变化而变化。
2.4工业热处理在多年经验的基础上,开发了一种最佳的热处理工艺,它实现了以下要素的最佳结合:---高的蠕变断裂强度---有限的硬度---好的韧性在1040℃-1080℃(1900℉-1980℉)温度下正火时大部分碳化物溶解并不发生明显的晶粒长大。
在750℃-780℃(1380℉-1435℉)温度下回火时,碳化物能在马氏体组织中均匀析出,从而提高了材料的蠕变性能。
温度在740℃-780℃(1360℉-1560℉)之间,经过一小时回火处理后材料的机械性能:回火温度提高到AC1温度时引起屈服强度、抗拉强度和硬度的下降,而韧性却有所升高。
当回火温度小于A C1时,由于新的马氏体的形成而使抗拉强度升高,而韧性下降。
回火温度高于A C1时蠕变性能很差。
2.5显微组织特定热处理状态会得到析出物如碳化物M23C6(M=Fe、Cr或者Mo)和MX (M=V或Nb,X=C或N)型钒/铌碳化物的回火马氏体组织。
这些析出物通过沉淀强化而改善了材料蠕变断裂强度。
另外Mo和W元素有固溶强化作用。
2.6机械性能2.6.1屈服和抗拉强度2.6.2冲击实验2.6.3低周疲劳在600℃(1110℉)时,T/P92的低周疲劳性能明显优于T/P22和TP347H的材料。
2.7时效性能在人工时效后测定的机械性能如下:试件分别在600℃(1110℉)和650℃(1200℉)进行100小时到30.000小时时效。
试验后测出室温下的屈服强度,抗拉强度和延伸率以及在0℃(30℉)时的韧性如图:T/P92材料在600℃(1110℉)经过20.000小时时效后,它的韧性仍高达70J/cm3。
2.8蠕变性能2.8.1蠕变试验对9种不同炉号的T/P92的管子,在不同温度和应力下,总共进行了1.100.000小时的蠕变试验,其中最长的单次试验超过40.000小时,图66.8.1.1是V&M公司对T/P92材料在550℃-650℃(1020℉-1200℉)之间的5种不同温度下试验得出的蠕变断裂强度的数据。
图6.8.1.2表示larson-miller的结果。
图6.8.2.1根据pren 10 216-2标准给出经过100.000小时的T/P92与T/P22和TP347H的蠕变断裂强度和温度的关系曲线。
世界上一些实验室对T/P92材料已进行了多年的研究并获得了大量的单项试验结果。
表6.8.2.2是根据ASME在最大许用数值基础上估算出来的蠕变断裂强度。
3.1总体要求在加工的每个阶段都应考虑到这种马氏体钢的冶金性能。
在不同的加工阶段应按照相关的标准规范进行热处理。
3.2热弯应控制在温度范围内进行。
用于工艺评定的弯管还应进行弯后热处理。
3.3冷弯对于所有合金钢来说,变形量<5%的冷加工后不进行热处理在大多数标准中是被允许的。
冷弯后是否需要热处理在国家和国际标准上都有规定。
3.4焊接3.4.1介绍T/P92已经成功地用一些普通的焊接方法如GTAM、SMAW和SAW进行焊接,并且适用于很大的壁厚范围,然而,开发更适合的焊接材料是必要的。
3.4.2焊接材料关于T/P92的焊接,一些焊材制造商已致力于旨在开发出最佳性能焊丝、焊条和焊剂的研究工作,他们采取的最佳方案不完全相同,尤其是需要消除应力后的化学成份和机械性能,除满足室温下的强度要求外,焊缝金属必须满足运行温度下的韧性和强度(蠕变强度)的确定要求。
从研究工作刚开始的时候已经表明,在使用相同的母材成份范围而要同时满足冲击强度和蠕变强度的最低要求是不可能的,特别是对于埋弧焊来说。
因此,研究单个元素和它们的相互作用艰苦很有必要,特别是对冲击强度和其他性能来说。
所有的氮元素、镍元素、猛元素、铌元素和硼元素的大部分都必须进行最佳组合。
通过形成碳氮化物,氮和硼一样对蠕变断裂强度有重要的影响。
氮也能提高屈服强度和抗拉强度,但会降低塑性和韧性。
镍元素和猛元素对强度性能影响不大。
然而,我们发现镍元素和猛元素含量超过了母材规定的上限会显著地提高它的韧性。
由于它们对A C1温度的影响,又必须考虑限制其含量。
因为实践证明两种元素对A C1温度的影响是相同的,它们的总量应该限制在1.5%。
做为提高转变点的钴元素,可以用镍代替。
做为填充金属的钨元素,应谨慎加入,以避开狭窄的δ铁素体区域。
硼元素对蠕变性能有很强的影响。
它必须保持在规定的较低范围内以保持最佳的焊接性能和避免冲击强度的降低。
类似地,钒和铌对焊接性能(热裂纹)和韧性有不利影响,因此它们的含量必须控制在规范允许的较低范围内。
另外,其它一些元素如钛和铝,他们可能导致氮化物的形成。
事实上,对含有镍、钴、硼的多元组合的填充金属对冲击和蠕变性能的影响已经进行了研究。
图8.4.2.2表明在经过760℃四小时焊后热处理后猛和镍对冲击性能的影响。
图8.4.2.3和图8.4.2.4表明化学元素对蠕变性能的影响分别是钴的硬化作用及硼的有益作用。
并不是所有焊接材料的开发都考虑了如pp.40/41规定的关系。
从我们的观点来看,焊接材料的典型的化学成分如表8.4.2.5这种最佳焊接材料的典型、机械性能如表8.4.2.6所示T/P92的焊接工艺与9-12% Cr的铁素体钢焊接工艺相同。
T/P92材料焊接技术可以直接适用于T/P92材料上,图8.4.3.1是典型的焊接间和焊后的热循环。
预热和焊接在200℃左右进行。
焊接后,将材料的温度冷却到100℃是非常必要的,以实现向马氏体完全转变。
焊后热处理必须随后进行,通常加热温度在750℃-780℃之间。
典型的加热和冷却速度如图8.4.3.2所示。
材料在焊接和焊后热处理的中间存放期内极其小心,以避免损坏。
不同类型的焊接部件,可能导致焊接参数会有一些变化。
较低内应力的接头,比如小管对焊,根据管子壁厚不同,焊接温度可以在200℃以下。
如果管子壁厚达到50毫米。
可以允许冷却到室温。
相反地,厚壁锻制或锻造管不允许在200℃以下焊接,并且焊后冷却温度限制在最低80℃,以避免开裂。
为了焊缝金属中能获得较高的韧性,建议采用多道焊接技术。
3.4.4 P92焊缝的性能按规范,P92材料焊接接头的机械性能如表8.4.4.1、表8.4.4.2和图8.4.4.3所示。
粒区出现典型的硬度下降。
在焊接接头中这种软化区域通常非常窄。
然而,在有纵向应力作用的情况下,它控制着整个接头的蠕变断裂强度。
这种情况下,来自周围高强度区域的支持作用随着运行、时间不断增加而越来越弱,且断裂方式逐渐变为晶间断裂。
横向焊缝蠕变试验表明断裂位置从母材向细晶粒的热影响区域转移,即著名IV型断裂。
断裂位置的转移受应力和温度的影响,其中应力的影响更大些;转变的临界应力是120 MPa,同时伴着蠕变断裂强度的减小。
蠕变断裂强度的降低仅对于承受横向主应力的焊缝是极为重要的,如纵向焊缝管。
在这种情况下,必须在设计时考虑增大安全系数。
这样可以在焊接后采用NT处理避免(见ASTM A691)。
对于对接焊缝来说,作用在焊缝上的应力比其作用在母材上的周向应力要小的多,在这种情况下,比认为焊缝是薄弱点,然而,必须根据不同的情况考虑从管道系统可能附加的应力。
3.4.5 T92焊缝的性能焊接参数及机械性能:T92与其它铁素体合金钢(T91)及奥氏体钢之间的异种钢在焊接上没有困难的,这种特性与其它含9-12%Cr的耐热铁素体钢(如T91、EM12或X20)都很相似。
对于和其它等级钢的异种钢接头,可以用于T92或奥氏体钢匹配的焊接材料。
在欧洲,T92-HCM12、T92-T/P347、T92-T91、T92-T/P310N之间的焊接都有使用经验,象T92或者镍基焊缝金属这样的接头都已投入使用并且有了很良好的业绩。
3.4.6.1 T92与T91之间的焊接P92材料与奥氏体钢之间最好的焊接方式是在车间做一个过渡段。
首先在P92的一端焊上镍基金属,紧接着进行与P92母材相似的焊后热处理。
这个过渡段在现场使用镍基焊材与奥氏体钢焊接,不用做焊后热处理。
为了减小焊接应力,应采用低热输入的多道焊技术。
在薄壁管(如过热器)情况,用于焊接T92与奥氏体钢之间的过渡可以直接用镍基焊材进行焊接,然后在760℃下进行热处理。
对此工艺来说,该奥氏体钢应是较稳定的或低碳类型(如TP321H、TP347H)以避免其后在焊后热处理后产生腐蚀敏感性。
在80年代后期,Pr.FUJITA主要通过加入钨来改善91等级材料的基本成分,开发出了一种新型9%Cr钢,以适应于超临界电站锅炉。
这种商品名为NF616的钢随后由EPRI经过长达十多年的推广,在1996年被ASME批准并命名为T/P92。
同时,这种钢材的优点已得到一些国家的工程公司、锅炉制造商、管道加工工厂和电厂的认可。
这种钢材具有较高的蠕变断裂值,允许在温度为580℃-625℃的范围内使用。