橡胶硫化
- 格式:pptx
- 大小:309.20 KB
- 文档页数:45
橡胶未硫化以前,单个分子间没有产生交联,因此缺乏良好的物理机械性能,实用价值不大。
当橡胶配以硫化剂经过硫化(交联)以后,由于立体结构的形式从而使性能大大改善,尤其是橡胶的定伸强度、弹性、硬度、拉伸强度等一系列物理机械性能都会大幅度提高,成为具有宝贵作用价值的硫化胶。
橡胶的硫化就是通过橡胶分子间的化学交联作用将基本上呈塑性的生胶转化成弹性的和尺寸稳定的产品,硫化后的橡胶的物性稳定,使用温度范围扩大。
“硫化过程(Curing)”一词在整个橡胶工业中普遍使用,在橡胶化学中占有重要地位。
橡胶分子链间的硫化(交联)反应能力取决于其结构。
不饱和的二烯类橡胶(如天然橡胶、丁苯橡胶和丁腈橡胶等)分子链中含有不饱和双键,可与硫黄、酚醛树脂、有机过氧化物等通过取代或加成反应形成分子间的交联。
饱和橡胶一般用具有一定能量的自由基(如有机过氧化物)和高能辐射等进行交联。
含有特别官能团的橡胶(如氯磺化聚乙烯等),则通过各种官能团与既定物质的特定反应形成交联,如橡胶中的亚磺酰胺基通过与金属氧化物、胺类反应而进行交联。
不同类型的橡胶与各种交联剂反应生成的交联键结构各不相同,硫化胶性能也各有不同。
第①种是使用硫黄或硫给予体作交联剂的情况,生成的可以是单硫键(x=1)、双硫键(x=2)和多硫键(x=3~8);第②种是使用树脂交联和肟交联的情况;第③种是使用过氧化物交联的过氧化物硫化和利用辐射交联的辐射硫化的情况,生成碳-碳键。
多数的通用橡胶采用硫黄或硫给予体硫化,即在生胶中加入硫黄或硫给予体以及缩短硫化时间的促进剂和保证硫黄交联效率的氧化锌和硬脂酸组成的活性剂。
在实际中通常按硫黄用量及其与促进剂的配比情况划分成以下几种典型的硫化体系:①普通硫磺硫化体系由常用硫黄量(>1.5份)和常用促进剂量配合组成。
使用这种硫化体系能使硫化胶形成较多的多硫键,和少量的低硫键(单硫键和双硫键)。
硫化胶的拉伸强度较高,耐疲劳性好。
缺点是耐热和耐老化性能较差。
橡胶的硫化过程1. 硫化过程的定义与背景橡胶的硫化是指将天然橡胶或合成橡胶与硫或硫化剂在一定条件下进行反应,使其发生交联反应,形成硫化橡胶的过程。
橡胶的硫化过程是橡胶工业中至关重要的一部分,硫化后的橡胶具有更好的物理性能和化学稳定性,使其适用于广泛的应用领域。
2. 硫化过程的原理橡胶的硫化过程是一个复杂的化学反应过程,其原理可总结为以下几点:2.1 硫黏性硫是一种黏性较大的物质,具有良好的亲硫性。
在硫化过程中,硫可以与橡胶分子中的双键反应,形成交联结构,从而增强橡胶的物理性能。
2.2 热引发硫化过程是一个热引发反应,需要在一定的温度条件下进行。
通过提高温度,可以加快硫化反应速率,缩短硫化时间。
2.3 交联反应硫化过程是一种交联反应,通过硫的引入,可以使橡胶分子之间形成强的化学键,从而形成网络结构,改善橡胶的强度、弹性和耐磨性。
2.4 安全性硫化过程是一种相对安全的反应,硫化剂在常温下不易挥发,对环境无害,能够满足橡胶工业对于安全生产的要求。
3. 硫化过程的条件与方法橡胶的硫化过程需要一定的条件和方法,以确保硫化反应能够顺利进行。
3.1 温度温度是控制硫化反应速率和硫化时间的重要因素。
通常,硫化反应需要在高温条件下进行,一般为100-200摄氏度。
通过调节温度,可以控制硫化反应的速率和前进程度。
3.2 硫化剂硫化剂是触发硫化反应的重要因素,一般采用有机硫化剂或无机硫化剂。
常用的有机硫化剂有硫醇、硫胺等;无机硫化剂主要是硫。
不同的硫化剂对橡胶的硫化反应速率和效果有所差异,需要根据具体应用需求选择合适的硫化剂。
3.3 添加剂为了改善橡胶硫化过程的性能和效果,通常会添加一些辅助剂,如加速剂、活性剂、抗老化剂等。
这些添加剂可以提高硫化反应速率、改善硫化网络结构、延缓橡胶老化等,从而提高橡胶的物理性能和耐久性。
3.4 硫化方法橡胶的硫化方法主要有热硫化和冷硫化两种。
热硫化是在高温条件下进行的,常用于天然橡胶和低饱和度合成橡胶;冷硫化是在常温条件下进行的,常用于高饱和度合成橡胶。
橡胶工艺----硫化篇1.硫化对橡胶性能和影响1)、定伸强度通过硫化,橡胶单个分子间产生交联,且随交联密度的增加,产生一定变形(如拉伸至原长度的200%或300%)所需的外力就随之增加,硫化胶也就越硬。
字串5对某一橡胶,当试验温度和试片形状以及伸长一定时,则定伸强度与MC(两个交联键之间橡胶分子的平均分子量)成反比,也就是与交联度成正比。
这说明交联度大,即交联键间链段平均分子量越小,定伸强度也就越高。
2)、硬度与定伸强度一样,随交联度的增加,橡胶的硬度也逐渐增加,测量硬度是在一定形变下进行的,所以有关定促强度的上述情况也基本适用于硬度。
字串93)、抗张强度抗张强度与定伸强度和硬度不同,它不随交联键数目的增加而不断地上升,例如使硫磺硫化的橡胶,当交联度达到适当值后,如若继续交联,其抗张强度反会下降。
在硫黄用量很高的硬质胶中,抗张强度下降后又复上升,一直达到硬质胶水平时为止。
字串54)、伸长率和永久变形橡胶的伸长率随交联度的增加而降低,永久变形也有同样的规律。
有硫化返原性的橡胶如天然橡胶和丁基橡胶,在过硫化以后由于交联度不断降低,其伸长率和永久变形又会逐渐增大。
5)、弹性未硫化胶受到较长时间的外力作用时,主要发生塑性流动,橡胶分子基本上没有回到原来的位置的倾向。
橡胶硫化后,交联使分子或链段固定,形变受到网络的约束,外力作用消除后,分子或链段力图回复原来构象和位置,所以硫化后橡胶表现出很大的弹性。
交联度的适当增加,这种可逆的弹性回复表现得更为显著。
2.硫化过程的四个阶段胶料在硫化时,其性能随硫化时间变化而变化的曲线,称为硫化曲线。
从硫化时间影响胶料定伸强度的过程来看,可以将整个硫化时间分为四个阶段:硫化起步阶段、欠硫阶段、正硫阶段和过硫阶段。
1)、硫化起步阶段(又称焦烧期或硫化诱导期)硫化起步的意思是指硫化时间胶料开始变硬而后不能进行热塑性流动那一点的时间。
硫起步阶段即此点以前的硫化时间。
在这一阶段内,交联尚未开始,胶料在模型内有良好的流动性。
橡胶硫化的几种常见方式一、传统橡胶硫化工艺1、影响硫化工艺过程的主要因素:硫磺用量。
其用量越大,硫化速度越快,可以达到的硫化程度也越高。
硫磺在橡胶中的溶解度是有限的,过量的硫磺会由胶料表面析出,俗称“喷硫”。
为了减少喷硫现象,要求在尽可能低的温度下,或者至少在硫磺的熔点以下加硫。
根据橡胶制品的使用要求,硫磺在软质橡胶中的用量一般不超过3%,在半硬质胶中用量一般为20%左右,在硬质胶中的用量可高达40%以上。
硫化温度。
若温度高10℃,硫化时间约缩短一半。
由于橡胶是不良导热体,制品的硫化进程由于其各部位温度的差异而不同。
为了保证比较均匀的硫化程度,厚橡胶制品一般采用逐步升温、低温长时间硫化。
2、硫化时间:这是硫化工艺的重要环节,时间过短,硫化程度不足(亦称欠硫)。
时间过长,硫化程度过高(俗称过硫)。
只有适宜的硫化程度(俗称正硫化),才能保证最佳的综合性能二、橡胶硫化工艺方法按硫化条件可分为冷硫化、室温硫化和热硫化三类。
1、冷硫化可用于薄膜制品的硫化,制品在含有2%~5%氯化硫的二硫化碳溶液中浸渍,然后洗净干燥即可。
2、室温硫化时,硫化过程在室温和常压下进行,如使用室温硫化胶浆(混炼胶溶液)进行自行车内胎接头、修补等。
3、热硫化是橡胶制品硫化的主要方法。
根据硫化介质及硫化方式的不同,热硫化又可分为直接硫化、间接硫化和混气硫化三种方法。
①直接硫化,将制品直接置入热水或蒸汽介质中硫化。
②间接硫化,制品置于热空气中硫化,此法一般用于某些外观要求严格的制品,如胶鞋等。
③混气硫化,先采用空气硫化,而后再改用直接蒸汽硫化。
此法既可以克服蒸汽硫化影响制品外观的缺点,也可以克服由于热空气传热慢,而硫化时间长和易老化的缺点。
三、橡胶硫化工艺:橡胶在未硫化之前,分子之间没有产生交联,因此缺乏良好的物理机械性能,实用价值不大。
当橡胶加入硫化剂以后,经热处理或其他方式能使橡胶分子之间产生交联,形成三维网状结构,从而使其性能大大改善,尤其是橡胶的定伸应力、弹性、硬度、拉伸强度等一系列物理机械性能都会大大提高。

橡胶的硫化阶段
橡胶硫化是一种化学反应,通过该反应可以将未经处理的天然橡胶转化为可用于各种用途的强硬橡胶。
硫化过程中,橡胶分子中的双键得到交联,从而有效地增加了其力学强度和耐久性,使橡胶抵抗氧化、紫外线和化学腐蚀的能力增加。
橡胶的硫化反应是一系列化学变化,其中包括几个关键阶段:
1. 生成自由基:硫化反应通常在高温下进行,因此需要一些初始能量来开始反应。
这可以通过热处理或加入化学引发剂来实现。
在这阶段中,硫和橡胶生成自由基,为后续反应提供动力。
2. 交联反应:接下来,自由基开始反应,将橡胶分子中的双键连接在一起,形成长链聚合物。
这种链聚合体之间是通过以硫为主的交联原子连接在一起的。
这样的交联会使橡胶变得更加耐用且难以变形。
3. 硫化反应:交联反应持续进行时,硫通过一种称为“硫原子移动”的过程,将交联结构通过另一个分子连接在一起。
硫原子移动是此阶段的关键因素,因为它使橡胶分子之间的连通性增加。
硫原子可以在温度较高和高压下移动,并与其他橡胶分子连接起来形成更强的交联网络。
这些交联结构形成了一种三维网状结构,称为硫化橡胶。
4. 孤立化:在硫化反应的末期,未反应的硫将被孤立在橡胶材料中。
孤立的硫可通过抽出等方法去除,以提高橡胶的品质。
总之,橡胶硫化是一种重要的制造过程,可提高橡胶的强度和耐久性,并使其抵御多种自然和化学因素。
此外,硫化橡胶在许多领域具有重要的应用,如轮胎、密封件、管道和电线绝缘材料等。
橡胶硫化处理
橡胶硫化处理是一种常用的橡胶加工工艺,通过加入硫化剂和硫化促进剂,将橡胶中的双键与硫化剂反应,形成交联结构,使橡胶具有弹性和耐热性。
橡胶硫化处理的步骤如下:
1. 预处理:将橡胶进行粉碎、除尘等处理,去除杂质,提高橡胶的流动性和加工性能。
2. 配方调制:根据橡胶产品的要求,制定合适的配方,包括橡胶种类、硫化剂、硫化促进剂、填料和增塑剂等。
3. 混炼:将橡胶和配方中的其他原料进行混合研磨,通过机械剪切和摩擦产生热量,使配方中的硫化剂和硫化促进剂溶解在橡胶中。
4. 成型:将混炼后的橡胶转移到模具中,经压力和温度作用下,使橡胶成型为所需形状。
5. 硫化:将成型后的橡胶制品放入硫化箱中,控制温度和时间,使硫化剂与橡胶发生反应,形成交联结构。
硫化过程中,还可通过加入加速剂、防老剂等,控制硫化速度和增强橡胶的性能。
6. 后处理:经过硫化处理的橡胶制品进行洗涤和擦拭,去除表面的灰尘和杂质,使其达到最终的外观和品质要求。
橡胶硫化处理可以提高橡胶制品的硬度、强度、弹性和耐热性,改善橡胶制品的耐磨性和耐老化性能,使其适用于各种工业和日常用品的制造。
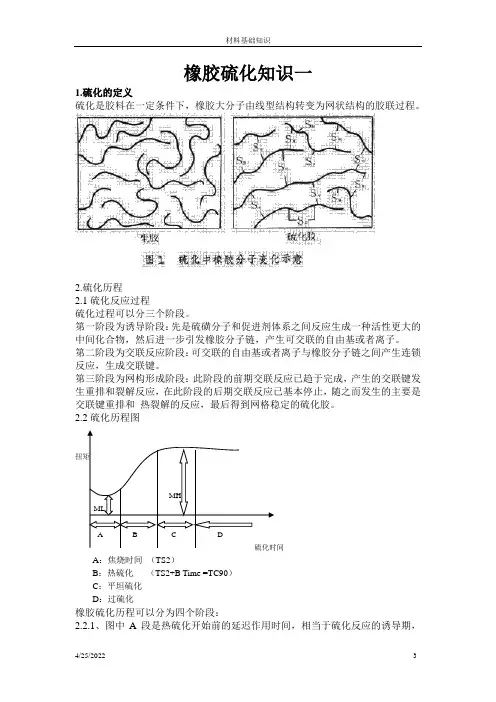
橡胶硫化知识一1.硫化的定义硫化是胶料在一定条件下,橡胶大分子由线型结构转变为网状结构的胶联过程。
2.硫化历程2.1硫化反应过程硫化过程可以分三个阶段。
第一阶段为诱导阶段:先是硫磺分子和促进剂体系之间反应生成一种活性更大的中间化合物,然后进一步引发橡胶分子链,产生可交联的自由基或者离子。
第二阶段为交联反应阶段:可交联的自由基或者离子与橡胶分子链之间产生连锁反应,生成交联键。
第三阶段为网构形成阶段:此阶段的前期交联反应已趋于完成,产生的交联键发生重排和裂解反应,在此阶段的后期交联反应已基本停止,随之而发生的主要是交联键重排和热裂解的反应,最后得到网格稳定的硫化胶。
2.2硫化历程图扭矩MHMLA B C D硫化时间A:焦烧时间(TS2)B:热硫化(TS2+B Time =TC90)C:平坦硫化D:过硫化橡胶硫化历程可以分为四个阶段:2.2.1、图中A段是热硫化开始前的延迟作用时间,相当于硫化反应的诱导期,称作焦烧时间。
长短取决于胶料配方和加工条件,主要受促进剂影响。
包括操作焦烧时间和剩余焦烧时间;操作焦烧时间指加工过程中热积累效应所消耗的焦烧时间,取决于加工条件(混炼、挤出等)。
剩余焦烧时间是指胶料在模腔加热时保持流动性的时间。
2.2.2热硫化阶段图中B 段是硫化反应中的交联阶段。
逐渐产生网构,促使橡胶弹性和拉伸强度急剧上升。
热硫化时间的长短取决于胶料配方。
这个阶段是衡量硫化反应速度的标志。
2.2.3平坦硫化阶段图中C 段相当于硫化反应中网状形成的前期。
这时,交联反应已趋完成,继而发生交联键的重排、裂解等反应,因而胶料的强度曲线出现平坦区,这段时间称为平坦硫化时间。
2.2.4过硫化阶段图中D 段以后的部分,相当于硫化反应中网构形成期的后期。
这阶段中,主要是交联键的重排作用,以及交联键和链段热裂解的反应,因此胶料的机械性能显著下降。
2.3硫化曲线的解说• ML ——最低转矩,N·m (kgf·cm )• MH ——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N·m (kgf·cm )•TS1——从实验开始到曲线由最低转矩上升0.1 N·m(kgf·cm)时所对应的时间,MIN•TS2——从实验开始到曲线由最低转矩上升0.2 N·m(kgf·cm)时所对应的时间,MIN•TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X (MH-ML)时所对应的时间,MIN如X取值0.5,即TC50;X取0.9,即TC90)•硫检参数的意义:•ML:表示胶料的蠕变性,ML越低,蠕变性越好,反之,越差。

橡胶硫化工艺橡胶硫化工艺是将天然橡胶或合成橡胶通过硫化反应,使其具备强度、耐磨性、耐老化性等特性的一种工艺。
本文将从橡胶硫化的原理、硫化剂的选择、硫化工艺流程以及硫化后橡胶的性能等方面展开阐述。
一、橡胶硫化的原理橡胶硫化是指通过将橡胶与硫化剂在一定温度下反应,使橡胶中的双键与硫原子发生加成反应,形成交联结构的过程。
在硫化过程中,硫化剂中的硫原子会与橡胶中的双键发生反应,形成硫化橡胶。
硫化反应可以使橡胶具备耐高温、耐溶剂、耐老化等优异性能。
二、硫化剂的选择硫化剂是橡胶硫化过程中的重要组成部分,常用的硫化剂有硫、过氧化氮、过氧化物等。
硫是一种常用的硫化剂,其硫化反应速度较慢,但可以获得较好的硫化效果。
过氧化氮是一种加速剂,可以提高硫化反应速度和效果。
过氧化物则是一种高温硫化剂,适用于高温硫化橡胶。
三、硫化工艺流程橡胶硫化一般包括预硫化和硫化两个阶段。
预硫化是指在较低温度下对橡胶进行预处理,使其具备一定的硫化程度,提高硫化效果。
硫化是指在较高温度下对橡胶进行硫化反应,形成交联结构。
硫化温度一般在120℃-180℃之间,硫化时间根据橡胶种类和硫化剂的不同而定。
四、硫化后橡胶的性能橡胶经过硫化后,其性能得到显著改善。
硫化可以提高橡胶的强度、硬度、耐磨性、耐油性、耐老化性等。
硫化后的橡胶具有较好的弹性和可塑性,广泛应用于橡胶制品、轮胎、密封材料等领域。
总结:橡胶硫化工艺是将橡胶经过硫化反应,使其具备优异性能的一种工艺。
硫化剂的选择和硫化工艺流程对于硫化效果具有重要影响。
硫化后的橡胶具有较好的强度、耐磨性、耐老化性等性能,广泛应用于各个领域。
橡胶硫化工艺的研究和应用对于提高橡胶制品的品质和性能具有重要意义。
不同颜色橡胶硫化时间
橡胶硫化时间是指在一定的温度和压力下,橡胶从塑性状态转变为弹性状态,并且达到最佳物理机械性能的时间。
不同颜色的橡胶由于其成分和配方可能会有不同的硫化时间。
以下是一些常见颜色橡胶的硫化时间参考。
1.天然橡胶(NR):通常在140-150°C下硫化,硫化时间约为15-30分钟。
2.丁苯橡胶(SBR):在150-160°C下硫化,硫化时间约为20-40分钟。
3.顺丁橡胶(BR):在150-160°C下硫化,硫化时间约为20-40分钟。
4.氯丁橡胶(CR):在160-170°C下硫化,硫化时间约为30-60分钟。
5.丁腈橡胶(NBR):在150-190°C下硫化,硫化时间约为20-80分钟。
6.硅橡胶(VMQ):在140-160°C下硫化,硫化时间约为2-4小时。
7.氟橡胶(FVMQ):在150-200°C下硫化,硫化时间约为2-4小时。
请注意,这些硫化时间仅供参考,实际硫化时间可能会因橡胶配方、硫化体系、模具设计、温度控制等因素而有所不同。
在生产过程中,通常会通过实验和测试来确定最佳的
硫化时间。
橡胶硫化原理•橡胶受热变软,遇冷变硬、发脆,不易成型,容易磨损,易溶于汽油等有机溶剂,分子内具有双键,易起加成反应,容易老化。
•为改善橡胶制品的性能,生产上要对生橡胶进行一系列加工过程,在一定条件下,使胶料中的生胶与硫化剂发生化学反应,使其由线型结构的大分子交联成为立体网状结构的大分子,使从而使胶料具备高强度、高弹性、高耐磨、抗腐蚀等等优良性能。
这个过程称为橡胶硫化。
•一般将硫化过程分为四个阶段,诱导-预硫-正硫化-过硫。
为实现这一反应,必须外加能量使之达到一定的硫化温度,然后让橡胶保温在该硫化温度范围内完成全部硫化反应。
橡胶硫化的来历硫化是胶料通过生胶分子间交联,形成三维网络结构,制备硫化胶的基本过程。
不同的硫化体系适用于不同的生胶。
以橡胶(生胶)为主体,加以多种辅助材料而成的合成体、(辅助材料有几大体系、填充补强、硫化、防护、增塑、特殊物质加入剂、)而硫化是包覆绝缘层或护套层以后的一种处理方法、其目的就是让辅助体系里的硫化体系发生作用,使橡胶永久交联、增加弹性、减少塑性。
硫化的名词是因最早时间是用硫磺使橡胶交联的故称硫化,沿用至今.橡胶硫化体系不饱和橡胶通常使用如下几类硫化体系。
•以硫黄,有机二硫化物及多硫化物、噻唑类、二苯胍类,氧化锌及硬脂酸为主的硫化剂。
这是最通用的硫化体系。
但所制得的硫化胶的耐热氧老化性能不高。
•烷基酚醛树脂。
•多卤化物(如用于聚丁二烯橡胶、丁苯橡胶及丁腈橡胶的六氯乙烷)、六氯-对二甲苯。
•双官能试剂[如醌类、二胺类、偶氮及苯基偶氮衍生物(用于丁基橡胶及乙丙橡胶)等]。
•双马来酰亚胺,双丙烯酸酯。
两价金属的丙烯酸酯(甲基丙烯酸酯)、预聚醚丙烯酸酯。
•用于硫化饱和橡胶的有机过氧化物。
饱和橡胶硫化不同种类的饱和橡胶时,可使用不同的硫化体系。
•硫化三元乙丙橡胶时,使用有机过氧化物与不饱和交联试剂,如三烯丙基异氰脲酸酯(硫化剂TAIC)。
•硫化硅橡胶时也可使用有机过氧化物。
乙烯基硅橡胶硫化时可在催化剂(Pt)参与条件下进行。
橡胶的硫化硫化是橡胶制品生产过程中最重要环节之一,生胶大分子只有经过硫化,交联,形成具有三维网状结构的体型大分子,才会获得优异的高弹性、高强度,成为有实际使用价值的材料。
最早的天然橡胶是采用硫黄进行交联的,因而橡胶交联过程通常称“硫化”。
随着合成橡胶的大量出现,硫化交联剂的品种也不断增加。
目前使用的硫化剂有:硫黄、碲、硒、含硫化合物、过氧化物、醌类化合物、胺类化合物、树脂和金属化合物等。
而硫黄由于资源丰富、价廉易得、硫化橡胶性能优异,一直仍然是最佳的硫化剂。
一个完整的硫化体系除硫化剂外,还必须有能加快硫化速度,缩短硫化时间的硫化促进剂,简称促进剂。
使用促进剂可减少硫化剂用量,降低硫化温度,并可提高硫化橡胶物理机械性能。
此外,还应加有提高促进剂活性的硫化活性剂,简称活性剂,又称助促进剂。
几乎所有的促进剂都必须在活性剂存在下,才能充分发挥促进效能。
硫化体系中有时还包括能防止胶料在加工过程中不发生早期硫化(焦烧)的防焦剂,又称硫化延迟剂或稳定剂。
由此可见,硫化反应是一个多元组分参与的复杂化学反应,包含橡胶分子与硫化剂及其它配合剂之间的系列化学反应。
整个硫化过程大致可分三个阶段。
第一阶段称诱导期阶段,此阶段中,先是硫黄、促进剂、活性剂(如氧化锌)之间相互作用,使活性剂溶入胶料,活化促进剂,使促进剂与硫黄发生反应,生成一种活性更大的中间产物;然后引发橡胶分子链,使生成能够发生交联的橡胶大分子自由基(或离子)。
第二阶段称交联反应阶段,此阶段中,可交联的自由基(或离子)与橡胶分子链产生反应,生成交联键。
第三阶段称网络形成阶段,此阶段的前期,交联反应已趋完成,初始形成的交联键发生短化、重排和裂解反应,最后网络趋于稳定,获得网络相对稳定的硫化橡胶。
硫化促进剂可分无机和有机两大类。
无机促进剂有氧化镁、氧化铅等,其促进效果小,硫化橡胶性能差,多数场合已被有机促进剂所取代。
有机促进剂促进效果大,硫化橡胶物理机械性能优良,发展较快。
橡胶硫化处理摘要:1.橡胶硫化处理的概念和原理2.橡胶硫化处理的方法3.橡胶硫化处理的影响因素4.橡胶硫化处理的应用领域5.橡胶硫化处理的发展前景正文:一、橡胶硫化处理的概念和原理橡胶硫化处理是一种改善橡胶性能的重要工艺。
橡胶在经过硫化处理后,其物理、化学和机械性能都会得到显著提高,从而满足各种应用场景的需求。
橡胶硫化处理的原理是在一定的温度和压力下,使橡胶中的双键与硫磺发生反应,形成稳定的硫化橡胶。
二、橡胶硫化处理的方法橡胶硫化处理主要有以下几种方法:1.常规硫化:通过硫磺和促进剂的作用,使橡胶在一定温度下进行硫化。
这是最常用的硫化方法,适用于天然橡胶、合成橡胶等。
2.动态硫化:通过在橡胶中加入特殊的硫化剂,使橡胶在动态应力作用下进行硫化。
这种方法适用于生产轮胎等需要良好韧性和耐磨性的产品。
3.辐射硫化:通过放射线或紫外线照射橡胶,引发橡胶分子间的交联反应。
这种方法适用于医疗用品、食品包装等对硫化温度要求较高的领域。
三、橡胶硫化处理的影响因素橡胶硫化处理的效果受到以下因素的影响:1.硫磺用量:硫磺用量过多或过少都会影响硫化效果,需要根据具体情况进行调整。
2.促进剂:促进剂的种类和用量会影响硫化速度和效果。
不同种类的橡胶需要选用不同的促进剂。
3.硫化温度和时间:硫化温度和时间的选择要根据橡胶的种类和性能要求来确定。
4.橡胶的初始性能:橡胶的初始性能会影响硫化后的性能。
如橡胶的含胶量、含水量等都会对硫化效果产生影响。
四、橡胶硫化处理的应用领域橡胶硫化处理广泛应用于轮胎、胶带、胶管、密封件等橡胶制品的生产。
这些产品在经过硫化处理后,能够满足各种应用场景的需求,如耐磨、耐高温、耐油等。
五、橡胶硫化处理的发展前景随着科学技术的进步和环保理念的普及,橡胶硫化处理技术也在不断发展和创新。
橡胶硫化六大体系简介一、硫磺硫化体系(1)常规硫化体系:由硫磺和少量促进剂等配合剂组成,以多硫键交联为主。
耐高温性能较差,压缩永久变形大,过硫后易出现返原现象,但耐屈挠疲劳行较好、机械强度较高,胶料及制品不易喷霜。
(2)有效、半有效硫化体系:硫磺用量一般在0.5份以下,常用量为0.35份,配合较大量的促进剂,需要较长的焦烧时间(超速促进剂与后效性并用),活性剂应使用足量的硬脂酸(1-8份)。
几乎没有硫化返原现象,,硫化均匀性好,耐热性好,压缩变形低,生热小。
缺点为抗屈挠疲劳性差,易发生喷霜现象。
采用高tmtd 的有效硫化体系配方虽然使用广泛,但加工稳定性差,切喷霜严重。
二、金属氧化物硫化体系优点就是硫化胶硬度和弯曲强度较低,用环氧树脂后,可以提升硫化胶的耐热性和动态性能常用的有氧化锌、氧化镁、氧化钙、氢氧化钙等。
氧化锌容易焦烧,加sa后可稍缓和焦烧倾向。
氧化镁和氧化钙焦烧倾向较小,并以氢氧化钙最好。
氧化镁用量以稍多为宜,增加用量可提高胶料硫化速度,并提高硫化胶强度和硬度。
缺点是生热大,耐屈挠性能差。
三、过氧化物类硫化体系优点就是放大永久变形高,耐磨耐寒性较好,胶料硫化时间长,不污染金属,易于制取透明化橡胶。
缺点就是通常无法用作热空气硫化,刺穿性能极差。
(1)简单型:之改硫化体系只有有机过氧化物,或包括防焦剂。
该体系优点为硫化胶的压缩变形小,缺点是硫化过程中焦烧可控程度低,几乎不存在硫化诱导期。
(2)后效性:该体系硫化组分由过氧化物、活性剂和防焦剂共同组成。
特点就是为可以掌控焦烧时间,又不影响硫化效率。
硫化特性与后效性硫磺硫化体系相近。
过氧化物硫化体系温度系数比硫磺硫化体系高。
温度每提高10度,硫化速度约提高两倍。
(硫磺硫化体系提高一倍)焦烧性能亦是如此。
四、树脂类硫化体系特点就是构成热平衡较低的c-c键和醚键交联。
能够提升硫化胶的耐磨、耐屈挠性能,硫化时几乎没硫化抵原现象。
硫磺、促d、dm、tmtd、cz及胺类防老剂都会降低其硫化效率。