粗纱质量及伸长率对细纱条干质量影响的实践分析
- 格式:doc
- 大小:884.50 KB
- 文档页数:8
细纱质量问题的原因分析及措施锦坤盈纺织我们只专注于纺纱每天为你提供最实用的纺纱技术、管理、行业信息1竹节纱疵产生的原因1.1 工艺设备不良造成的粗节纱疵。
(1)清花尘笼补风不足、棉快在凝棉器中转移不良造成大竹节棉结、各部剥棉隔距大转移不良。
(2)梳棉梳理不良造成棉束存在欠伸后形成竹节、墙板隔距不标准墙板花不能排除。
(3)并条吸风不良、条子重叠、隔距过小、圈条工艺不良条子发毛褶皱等。
(4)粗纱捻系数小,梳棉、并条喇叭口大小不合理,影响条子的紧密度、锭速过高,定量太重,粗纱张力太大、锭翼积花等。
(5)细纱后欠伸过小,前区欠伸过大纤维前区变速大控制不良、车间湿度小、细纱捻度低。
(6)后纺捻接不良,清纱工艺不合理、捻接器气压不足、车间湿度小、车速高、飞花多筒纱放置时间长。
(7)温湿度过大过小。
1.2 器材原因造成的粗节纱疵(1)皮辊皮圈质量不好,表面光洁度、粗糙度、处理法不好、不适应车间的温湿度及原料,造成挂花、静电、含湿绕花等、皮圈直径不合理,应保持上松下紧,减少滑溜。
(2)罗拉、锭翼、钢丝圈不清洁挂花,圈条容量太大,绒辊、集合器、喇叭口位置不正。
(3)原料问题,涤棉、人棉短绒、浆块、束丝多。
(4)操作清洁不到位造成竹节纱疵。
2 出硬头的影响因素(1)隔距块规格影响中区摩擦力界的分布。
应结合粗纱定量、捻系数的大小、后区隔距及后区牵伸合理选择。
(2)粗纱的定量大,在同样的胶辊状态和后区牵伸倍数及粗纱捻系数情况下,相应细纱牵伸时的胶圈钳口握持力增加,以满足牵伸力握持力的匹配。
(3)胶辊的表面处理方式和胶辊胶圈的表面摩擦系数影响握持力和牵伸力的大小匹配。
不粘缠的情况下尽量加大胶辊的表面摩擦系数,控制胶圈滑溜的情况下适当减小胶圈的表面摩擦系数,以稳定中区牵伸力。
(4)温湿度过大,使须条中纤维间的摩擦阻力相应增加,导致须条中纤维抱合力增加,造成牵伸力大小波动而造成牵伸不稳定的现象。
(5)粗纱假捻器表面磨损,造成须条内纤维的抱合力差异而带来握持力的大小波动。
粗纱张力测试与调整的实践相关专题:纺织时间:2012-02-17 11:46 来源:阿里巴巴纺织频道【阿里巴巴纺织】房英杰王爱萍杨效青(山东省泰丰纺织有限公司) 摘要:粗纱张力的控制与调整是纺织企业普遍关注的课题。
分析了粗纱张力不匀产生的原因及其对粗纱伸长率造成的影响。
通过试验测试发现粗纱伸长率对粗纱重量不匀率和条干CV值影响显著,强调了控制粗纱张力的重要性。
实践表明,采用测试粗纱伸长率来间接反映粗纱张力的方法较为方便。
指出:粗纱伸长率最大不应超过3%,同一机台大小纱之间、前后排之间、同品种不同机台之间粗纱伸长率应控制在1.5%以内。
并提出同时应采取调整轴向卷绕密度、确定锥轮皮带起始位置、正确配置张力变换齿轮等具体措施直接对粗纱张力进行工艺调整。
关键词:粗纱;捻度;纺纱张力;伸长率;成纱质量粗纱自前罗拉输出至筒管的过程中,必须克服锭翼顶端、空心臂和压掌等机件对粗纱的摩擦力。
为使卷绕正常,实际上筒管的卷绕速度要比前罗拉输出速度稍大,使粗纱在卷绕过程中始终保持一定的紧张程度,这种紧张程度称为粗纱张力。
粗纱张力测试与调整对于保证粗纱工序在大、中、小纱的纺纱过程中,减少粗纱意外牵伸、保证粗纱条干、控制重量不匀率、保持成形良好、改善粗纱的内在质量,提高后工序成纱质量具有重要意义。
1 粗纱张力对粗纱及成纱质量的影响保持一定的粗纱张力是纺纱工艺的必然要求,这是因为适当的粗纱张力有利于提高纱条中纤维的伸直度和紧密度,并使卷绕成形紧密,容量增加。
粗纱张力太小时就会造成前罗拉和锭翼间的纱条因松弛而断头,纱管卷绕松软,形成烂纱;粗纱张力过大时,会引起纤维间相对滑移而使条干不匀和断头增加。
粗纱是半成品,其质量指标主要包括重量不匀率、条干不匀率和粗纱伸长率。
虽然影响粗纱质量的因素很多,但在粗纱工序既影响条干不匀又影响重量不匀的主要因素却是粗纱张力。
这既不同于并条工序,也有别于细纱工序,具有自身的特殊性。
其原因在于:一是粗纱截面的纤维根数比棉条少,而捻度又远比细纱低,所以经受较大张力后容易产生意外伸长,使条干均匀度恶化,断头增加;二是卷绕过程中,粗纱的张力大小难免存在着差异(如台与台之间,同台前后排之间,大、中、小纱之间和锭与锭之间),当差异过大时,即影响了粗纱的重量不匀,从而增加了细纱重量不匀与重量偏差。
粗纱伸长率的测定一、实验原理为保证粗纱的正常卷绕,在生产实际中,粗纱管的卷绕线速度应赂大于前罗拉输出的线速度,使粗纱在卷绕过程中始终保持一定的张力,由于张力的存在,在粗纱纺制过程中会有一定伸长率。
按纺纱定量要求,粗纱平均伸长率不超过3%。
如果粗纱的伸长率及其差异较大,必然恶化纺出细纱的重量个匀率。
张力过大,伸长也大,致使粗纱断头增多,粗、细纱的条干恶化。
张力过小,致使锭翼顶端至前罗拉的纱条松弛,粗纱易产生飘头现象,断头也会增多。
所以,生产过程中,应保持适当的粗纱张力,不能太大或太小,应使伸长及其差异控制在合理范围内。
粗纱伸长率可用式 e(%)=221 L LL×100% 计算。
式中:e——粗纱伸长率, L1——实测粗纱长度;L2——理论粗纱长度。
二、实验目的学习粗纱伸长率的测定方法。
三、实验设备与仪器1、FA493粗纱机一台;2、园简测长器一台;3、钢卷尺一只;4、棉条和粗纱;5、张力变换齿轮;6、电子天平。
四、实验步骤与方法1. 将铁炮皮带调至起始位置,调查所用张力变换齿轮齿数。
2.分别在车头、车中、车尾的前后排各生一个头,共六个粗纱,开车纺至2~3层后关车,分别在六只锭冀顶端纱条上用红粉笔作记号,同时在后罗拉轴头与固定托脚处作记号,开车并计数后罗拉转至第50转时关车,再分别在六只锭翼项端同样用红粉笔作记号,开车。
两个记号之间的纱段即为后罗捡50转的小纱试样纱长度。
采用同样方法作大纱的试样纱长。
3.落纱前作好区别前后排及车头、车中、车尾部分纱管的记号,取下六只纱管。
4.分别在圆筒测长器上实测大、小纱各两个红色记号之间的粗纱长度。
即为后罗拉50转时粗纱实测长度。
5.根据后罗拉50转时,按传动图计算出前罗拉曲线速度.即为粗纱的计算长度L2。
五、实验数据记录后罗拉直径d=28.5mm牵伸倍数E=5.928实测粗纱长度L2=26.7m六、实验报告与思考题1.计算粗纱的伸长率理论长度L1=50*后罗拉周长(d)*牵伸倍数(E)=50*3.14*28.5*5.928=26.538m长度变化ΔL=26.7-26.538=0.162m则伸长率e=221 L LL×100%=0.6%<3%2.根据实验结果,分析粗纱伸长率是否符合要求? 若不符合如何调整?由以上计算知:粗纱伸长率符合要求。
粗纱质量及伸长率对细纱条干质量影响的实践分析纱线的条干均匀度是纱线质量的重要指标,是布面条干均匀的决定因素。
单纱的条干均匀度显得格外重要。
因此,成纱的条干水平取决于企业的管理水平。
是企业综合素质的表现。
同时也是受诸多因素的制约。
在此我们只讨论粗纱质量对细纱条干均匀度影响因素的制约问题,抓住粗纱的重点问题进行解决。
那么提高细纱条干质量水平就可以事半功倍了。
粗纱质量指标有重量不匀率、条干均匀度CV%值、伸长率、捻系数等。
而许多人认为粗纱条干均匀度Cv%值对细纱条干质量是起决定性的作用。
我们经过了多年的反复试验,在不同厂家、用同一纤维不同产地的原料、纺同一品种及用同一纤维和不同的原料,纺不同品种进行了粗纱与细纱一对一的对比试验。
现就有关数据进行分析,谈谈个人看法。
1粗纱条干均匀度与细纱条干均匀度的CV%值数据分析。
1.1涤纶和粘胶rr65./R35 40S 14.7tex中长混纺纱和纯棉精梳CJ40S 14.6tex是我公司的主导产品。
虽然在前纺多次调整过工艺参数,但粗纱干定量不变和粗纱至细纱的工艺参数没有改变。
其T65/R35中长40S细纱总牵伸倍数:36.9倍,后区牵伸倍数1.20倍.粗纱干定量为4.82g/10m。
原料为涤纶2.22dtex x 51mm、粘胶2.22dtex x 51mm。
纯棉精梳(2J40S 14.6tex细纱总牵伸倍数40.92倍,后区牵伸倍数1.2倍,粗纱干定量:5.30g/10m。
在不改变其它工艺品种进行对比试验。
在不同时期取了90个样品进行试验。
我们所取各项试验数据及计算结果如下:纱线的条干均匀度是纱线质量的重要指标,是布面条干均匀的决定因素。
单纱的条干均匀度显得格外重要。
因此,成纱的条干水平取决于企业的管理水平。
是企业综合素质的表现。
同时也是受诸多因素的制约。
在此我们只讨论粗纱质量对细纱条干均匀度影响因素的制约问题,抓住粗纱的重点问题进行解决。
那么提高细纱条干质量水平就可以事半功倍了。
降低粗纱重量不匀的技术措施粗纱定量是的重要工艺参数,它的偏差大小直接影响成纱的质量。
因此只有将粗纱重量差异控制在一定范围内,才能降低粗纱及细纱的重量不匀率。
为了减少在粗纱工序引起的重量差异。
这里介绍粗纱工序的意外伸长对粗纱重量不匀的影响。
(1) 我厂粗纱机导条架基本都是高架形式,通过链条、链轮来传动,各导条辊、后罗拉之间配有很小的张力牵伸。
由于,熟条中的纤维伸直较好,纤维抱合力差,特别是精梳后的熟条,因此在粗纱机后导条过程中,因张力小不足以承受从条桶内引出时的自重张力及导条辊与导条辊之间的张力,致使棉条产生意外伸长。
将远离后罗拉的两排棉条桶称之为后排,离后罗拉近的两排棉条桶称之为前排,后排棉条的意外伸长大。
因此在日常工作中我们要加强导条架部分的维护,使导条辊运转灵活,减少后罗拉与导条辊之间的张力牵伸,降低导条过程中产生的意外牵伸,控制粗纱重量的差异。
(2) 粗纱机锭翼顶孔的边缘到前罗拉钳口的纱条部分为捻陷区,捻陷区捻度小,很容易引起纱条的意外伸长。
粗纱外排的捻陷区长,意外伸长也大。
使用假捻器增加捻陷区的捻度,增加纺纱强力,防止意外伸长,降低粗纱重量不匀。
经过以上分析,粗纱机前、机后都会产生意外伸长,我们可以通过合理搭配缩小粗纱之间的意外伸长。
搭配的方式:粗纱的后排的棉条对应里排的粗纱,前排的棉条对应外排的粗纱,以此减少粗纱之间的意外伸长。
我们在a454型粗纱机上对c/t53.2tex、c9.7tex等品种进行试验,采用两种方案进行试验,方案一:粗纱机后排并条对应纺里排粗纱、前排并条对应纺外排粗纱。
方案二:粗纱机前排并条对应纺里排粗纱、后排并条对应纺外排。
两种方案的重量差异见表1 表1两种方案的重量差异比较经过试验证实,合理搭配后方案一的粗纱重量偏差较小,控制在2%以内方案二的重量偏差超过2.5%,最大时达到5.99%。
方案一在并条重量偏差较大时,效果更是明显。
实际生产中在其他条件相同的情况下,经过合理搭配的机台的粗纱重量偏差小且稳定,对粗纱重量不匀率起到了良好的控制效果。
技术| 细纱质量问题的原因分析及措施1 竹节纱疵产生的原因1.1 工艺设备不良造成的粗节纱疵(1)清花尘笼补风不足、棉快在凝棉器中转移不良造成大竹节棉结、各部剥棉隔距大转移不良。
(2)梳棉梳理不良造成棉束存在欠伸后形成竹节、墙板隔距不标准墙板花不能排除。
(3)并条吸风不良、条子重叠、隔距过小、圈条工艺不良条子发毛褶皱等。
(4)粗纱捻系数小,梳棉、并条喇叭口大小不合理,影响条子的紧密度、锭速过高,定量太重,粗纱张力太大、锭翼积花等。
(5)细纱后欠伸过小,前区欠伸过大纤维前区变速大控制不良、车间湿度小、细纱捻度低。
(6)后纺捻接不良,清纱工艺不合理、捻接器气压不足、车间湿度小、车速高、飞花多筒纱放置时间长。
(7)温湿度过大过小。
1.2 器材原因造成的粗节纱疵(1)皮辊皮圈质量不好,表面光洁度、粗糙度、处理法不好、不适应车间的温湿度及原料,造成挂花、静电、含湿绕花等、皮圈直径不合理,应保持上松下紧,减少滑溜。
(2)罗拉、锭翼、钢丝圈不清洁挂花,圈条容量太大,绒辊、集合器、喇叭口位置不正。
(3)原料问题,涤棉、人棉短绒、浆块、束丝多。
(4)操作清洁不到位造成竹节纱疵。
2 出硬头的影响因素(1)细纱后区牵伸倍数过小,造成前区牵伸负荷过大,不能满足握持力最小值大于牵伸力最大值。
而造成出硬头现象,应结合粗纱捻系数和后区隔距合理制定后区牵伸倍数的大小。
(2)隔距块规格影响中区摩擦力界的分布。
应结合粗纱定量、捻系数的大小、后区隔距及后区牵伸合理选择。
(3)粗纱的定量大,在同样的胶辊状态和后区牵伸倍数及粗纱捻系数情况下,相应细纱牵伸时的胶圈钳口握持力增加,以满足牵伸力握持力的匹配。
(4)胶辊的表面处理方式和胶辊胶圈的表面摩擦系数影响握持力和牵伸力的大小匹配。
不粘缠的情况下尽量加大胶辊的表面摩擦系数,控制胶圈滑溜的情况下适当减小胶圈的表面摩擦系数,以稳定中区牵伸力。
(5)温湿度过大,使须条中纤维间的摩擦阻力相应增加,导致须条中纤维抱合力增加,造成牵伸力大小波动而造成牵伸不稳定的现象。
粗纱伸长率的测定一、实验原理为保证粗纱的正常卷绕,在生产实际中,粗纱管的卷绕线速度应赂大于前罗拉输出的线速度,使粗纱在卷绕过程中始终保持一定的张力,由于张力的存在,在粗纱纺制过程中会有一定伸长率。
按纺纱定量要求,粗纱平均伸长率不超过3%。
如果粗纱的伸长率及其差异较大,必然恶化纺出细纱的重量个匀率。
张力过大,伸长也大,致使粗纱断头增多,粗、细纱的条干恶化。
张力过小,致使锭翼顶端至前罗拉的纱条松弛,粗纱易产生飘头现象,断头也会增多。
所以,生产过程中,应保持适当的粗纱张力,不能太大或太小,应使伸长及其差异控制在合理范围内。
粗纱伸长率可用式e(%)=×100% 计算。
式中:e——粗纱伸长率,L1——实测粗纱长度;L2——理论粗纱长度。
二、实验目的学习粗纱伸长率的测定方法。
三、实验设备与仪器1、FA493粗纱机一台;2、园简测长器一台;3、钢卷尺一只;4、棉条和粗纱;5、张力变换齿轮;6、电子天平。
四、实验步骤与方法1. 将铁炮皮带调至起始位置,调查所用张力变换齿轮齿数。
2.分别在车头、车中、车尾的前后排各生一个头,共六个粗纱,开车纺至2~3层后关车,分别在六只锭冀顶端纱条上用红粉笔作记号,同时在后罗拉轴头与固定托脚处作记号,开车并计数后罗拉转至第50转时关车,再分别在六只锭翼项端同样用红粉笔作记号,开车。
两个记号之间的纱段即为后罗捡50转的小纱试样纱长度。
采用同样方法作大纱的试样纱长。
3.落纱前作好区别前后排及车头、车中、车尾部分纱管的记号,取下六只纱管。
4.分别在圆筒测长器上实测大、小纱各两个红色记号之间的粗纱长度。
即为后罗拉50转时粗纱实测长度。
5.根据后罗拉50转时,按传动图计算出前罗拉曲线速度.即为粗纱的计算长度L2。
五、实验数据记录后罗拉直径d=28.5mm牵伸倍数E=5.928实测粗纱长度L2=26.7m六、实验报告与思考题1.计算粗纱的伸长率理论长度L1=50*后罗拉周长(d)*牵伸倍数(E)=50*3.14*28.5*5.928=26.538m长度变化ΔL=26.7-26.538=0.162m则伸长率e=×100%=0.6%<3%2.根据实验结果,分析粗纱伸长率是否符合要求? 若不符合如何调整?由以上计算知:粗纱伸长率符合要求。
纱线主要疵点成因分析与改善措施对于纯棉精梳细号纱线,从危害程度和发生频次看影响布面的有害疵点主要是粗节、细节、条干不匀、飞花、棉结和异常疵点。
为切实满足客户的要求和控制质量成本,纺纱厂必须找到纺纱生产过程中形成这些疵点的原因,并采取有效的措施控制降低疵点,从而提高纱线的质量。
粗节、细节1成因常见的布面粗节长短不等:1 cm~2 cm居多,中间粗两头渐细,大多为细纱牵伸不良、牵伸区周围游离飞花附入、粗纱条干片断不匀、粗纱疵点附入、络筒清纱参数设置不当等原因造成;少部分为细纱接头不良或络筒机捻结不良造成。
细节主要是由细纱牵伸不良和络筒捻结不良造成。
2措施对于细纱牵伸不良引起的粗节、细节,可从以下四方面预防和解决:a)降低粗纱捻度,即在不增加断头的前提下尽量采用小的粗纱捻度;b)保证细纱和粗纱牵伸元件状态良好,保持适当的胶辊研磨周期、胶圈更换周期,并随时检查是否有起槽、划痕等问题,随时解决;c)保持恒定的温湿度,避免出现短时大幅度的波动;d)优化细纱工艺,主要是隔距、上销位置和摇架压力的一致性。
对于细纱纺纱过程中产生的粗节和细节,只能利用络筒清纱器切除,这样会引起清纱器切次的增加,需要特别关注捻接质量避免因捻接不良二次形成粗节和细节。
条干不匀1成因布面呈现有规律或无规律的条干阴影;主要因牵伸元件(胶辊、胶圈、罗拉)运转失常、表面毛糙凹凸、胶辊缠花纺纱及落后锭子等纺纱专件异常造成。
2措施牵伸区工艺优化、保持良好的胶辊胶圈状态;控制好单并与粗纱的号数偏差和条干均匀度,发现异常及时隔离;及时修理细纱的坏锭及异常锭,要求挡车工走巡回遇到胶辊、胶圈、罗拉等异常情况及时报告并通知相关人员处理。
在络筒机上对清纱器设置支数变异和珠链纱疵剪切和报警参数,可切除疵点并剔出有问题的管纱。
飞花1成因纺纱生产中因清洁不及时、集棉装置故障、断头急剧增加、空调温湿度异常或气流不畅等情况引起机台上、地面和空气中飞花增加并集聚,纺纱时附入到纱体中形成飞花疵点。
纺纱厂细纱车间实习报告一、实习背景及目的随着我国纺织行业的快速发展,纺纱技术也在不断提高。
为了更好地了解纺纱厂的生产工艺和操作流程,提高自己的实践能力,我选择了纺纱厂细纱车间进行为期一个月的实习。
本次实习的主要目的是了解纺纱厂细纱车间的生产工艺、设备操作、产品质量控制等方面内容,掌握纺纱的基本原理和操作技能,为今后的学习和工作打下坚实基础。
二、实习内容及过程1. 实习内容(1)生产工艺流程:原棉准备→开松→梳理→并条→粗纱→细纱→后整理→打包→成品。
(2)设备操作:纺纱机、并条机、粗纱机、细纱机等。
(3)产品质量控制:纱线品种、线密度、强力、均匀度等。
2. 实习过程(1)原棉准备:学习原棉的分类、品质及储存方法,了解原棉在纺纱过程中的作用。
(2)开松:掌握开松机的操作方法,了解开松过程中纤维的分布和转移。
(3)梳理:学习梳理机的结构原理,掌握梳理工艺参数调整,了解梳理过程中纤维的整齐度。
(4)并条:了解并条机的操作方法,掌握并条工艺参数调整,提高条子质量。
(5)粗纱:学习粗纱机的操作技巧,掌握粗纱张力、定量、速度等参数调整,确保粗纱质量。
(6)细纱:掌握细纱机的操作要领,了解细纱工艺参数对产品质量的影响,提高纱线品质。
(7)后整理:学习纱线后整理工艺,了解整理设备操作,确保纱线品质。
(8)打包:掌握打包机的操作方法,保证成品打包效率和质量。
三、实习收获及体会1. 实习收获通过实习,我全面了解了纺纱厂细纱车间的生产工艺流程,掌握了各种设备的操作方法,学会了产品质量控制技巧,对纺纱过程中的各个环节有了更深入的认识。
2. 实习体会(1)实践出真知:通过亲身体验,我深刻体会到理论联系实际的重要性,今后在学习过程中要更加注重实践操作能力的培养。
(2)团队合作:在实习过程中,我认识到团队合作的重要性,只有大家齐心协力,才能保证生产顺利进行。
(3)严谨态度:纺纱厂对产品质量要求极高,要求我们严谨对待每一个环节,培养了我的责任心和敬业精神。
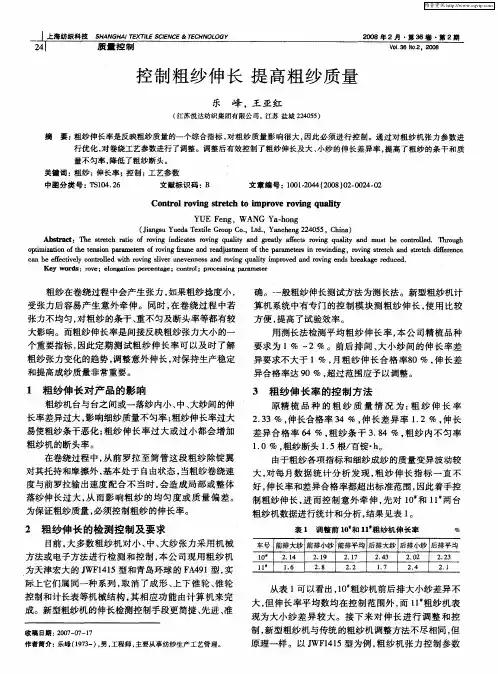
上海纺织科技S HAN GHA I TEXT I L E S C IEN C E&TECHNOLO G Y2008年2月・第36卷・第2期质量控制Vol.36No.2,2008控制粗纱伸长提高粗纱质量乐 峰,王亚红(江苏悦达纺织集团有限公司,江苏盐城224055)摘 要:粗纱伸长率是反映粗纱质量的一个综合指标,对粗纱质量影响很大,因此必须进行控制。
通过对粗纱机张力参数进行优化,对卷绕工艺参数进行了调整。
调整后有效控制了粗纱伸长及大、小纱的伸长差异率,提高了粗纱的条干和质量不匀率,降低了粗纱断头。
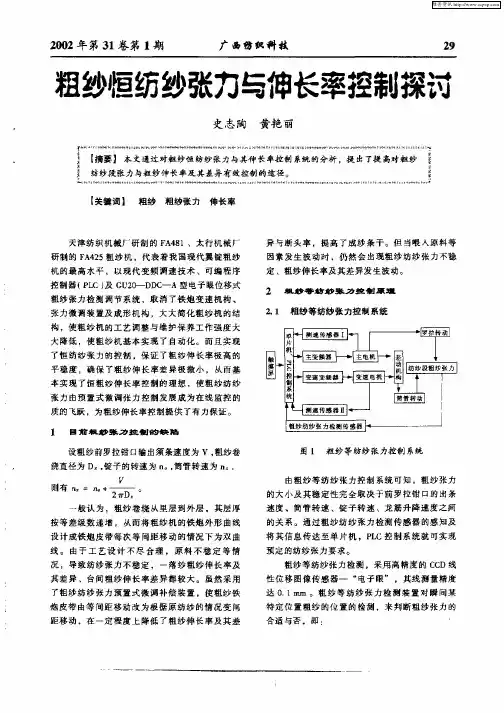
关键词:粗纱;伸长率;控制;工艺参数中图分类号:TS104.26 文献标识码:B 文章编号:100122044(2008)022*******Con trol rov i n g stretch to im prove rov i n g qua lityY UE Feng,WANG Ya2hong(J iangsu Yueda Textile Gr oup Co.,L td.,Yancheng224055,China)Abstract:The stretch rati o of r oving indicates r oving quality and greatly affects r oving quality and must be contr olled.Thr ough op ti m izati on of the tensi on parameters of r oving fra me and readjust m ent of the para meters in re winding,r oving stretch and stretch difference can be effectively contr olled with r oving sliver unevenness and r oving quality i m p r oved and r oving ends breakage reduced.Key words:r ove;el ongati on percentage;contr ol;p r ocessing para meter粗纱在卷绕过程中会产生张力,如果粗纱捻度小,受张力后容易产生意外牵伸。
影响细纱百米重量不匀的试验分析范晓娟(陕西昌荣纺织有限责任公司)细纱的百米重量变异系数是纱线评等的一项重要指标,我们针对粗纱和细纱工序对细纱重量不匀的主要影响因素,进行试验和分析,以便采取相应的措施,改善细纱的重量不匀率。
1粗纱大、小纱对细纱重量不匀率的影响因为粗纱在一落纱中,粗纱的伸长率有差异,尤其是大纱和小纱的伸长差异更为明显,而且由于粗纱的前后排伸长有差异,前罗拉至假捻器之间的纺纱段长不一致,因此会造成粗纱前生重量的差异,所以,我们取一落纱中的大纱、小纱,采用同台同锭的方法,测试其对细纱重量不匀的影响。
试验数据如表l。
.根据以上数据,计算出大粗纱与小粗纱在同台同锭所纺细纱重量差异是1.89%。
2细纱管纱自身大、小纱纱之间的差异根据平时试验及改车时,测试重量所知,细纱本身大、小纱之间也存在着较大的差异。
试验数据如表2。
表2根据试验数据计算出管纱本身大小纱之间的差异在1.3%以上,而且是小纱普遍偏轻,大纱则普遍偏重。
根据对其工艺过程的分析,认为在小纱时,纺纱段长度长、气圈大,纱线容易打隔纱板,摩擦力及钢丝圈阻力均处于最大状态,纱线容易受外界这些因素的影响而产生意外伸长。
因此,小纱的重量偏轻。
在大纱阶段,纺纱长度短、气圈小,摩擦力及钢丝圈的阻力也小,不易产生意外伸长。
因此,大纱的重量偏重。
3细纱后皮辊滑溜对重量不匀的影响由于细纱摇架加压的差异,产生后皮辊的速度不一致,即由于喂给速度不同,而产生输出重量上的差异。
试验方法如下:利用秒表测出在相同的时间内后皮辊的速度,计算出被测后皮辊的速度差异,然后测试不同速度下细纱的重量,结果是:细纱的重量偏差在0.7%左右。
虽然影响不大,但也存在差异。
4应对措施4.1努力降低粗纱的重量不匀,并且减少粗纱前后排及大小纱之间的重量差异,减少台差及锭差,提高粗纱重量的一致性,是提高细纱重量不匀的关键。
4.2合理配置粗纱捻度,减少由于解捻不充分或退绕时产生意外伸长。
4.3在细纱工序做好固定供应工作,使同台粗纱供应的细纱机台重量不匀相对较小。
粗纱质量及伸长率对细纱条干质量影响的实践分析纱线的条干均匀度是纱线质量的重要指标,是布面条干均匀的决定因素。
单纱的条干均匀度显得格外重要。
因此,成纱的条干水平取决于企业的管理水平。
是企业综合素质的表现。
同时也是受诸多因素的制约。
在此我们只讨论粗纱质量对细纱条干均匀度影响因素的制约问题,抓住粗纱的重点问题进行解决。
那么提高细纱条干质量水平就可以事半功倍了。
粗纱质量指标有重量不匀率、条干均匀度CV%值、伸长率、捻系数等。
而许多人认为粗纱条干均匀度Cv%值对细纱条干质量是起决定性的作用。
我们经过了多年的反复试验,在不同厂家、用同一纤维不同产地的原料、纺同一品种及用同一纤维和不同的原料,纺不同品种进行了粗纱与细纱一对一的对比试验。
现就有关数据进行分析,谈谈个人看法。
1粗纱条干均匀度与细纱条干均匀度的CV%值数据分析。
1.1涤纶和粘胶rr65./R35 40S 14.7tex中长混纺纱和纯棉精梳CJ40S 14.6tex是我公司的主导产品。
虽然在前纺多次调整过工艺参数,但粗纱干定量不变和粗纱至细纱的工艺参数没有改变。
其T65/R35中长40S细纱总牵伸倍数:36.9倍,后区牵伸倍数1.20倍.粗纱干定量为4.82g/10m。
原料为涤纶2.22dtex x 51mm、粘胶2.22dtex x 51mm。
纯棉精梳(2J40S 14.6tex细纱总牵伸倍数40.92倍,后区牵伸倍数1.2倍,粗纱干定量:5.30g/10m。
在不改变其它工艺品种进行对比试验。
在不同时期取了90个样品进行试验。
我们所取各项试验数据及计算结果如下:纱线的条干均匀度是纱线质量的重要指标,是布面条干均匀的决定因素。
单纱的条干均匀度显得格外重要。
因此,成纱的条干水平取决于企业的管理水平。
是企业综合素质的表现。
同时也是受诸多因素的制约。
在此我们只讨论粗纱质量对细纱条干均匀度影响因素的制约问题,抓住粗纱的重点问题进行解决。
那么提高细纱条干质量水平就可以事半功倍了。
粗纱质量指标有重量不匀率、条干均匀度CV%值、伸长率、捻系数等。
而许多人认为粗纱条干均匀度Cv%值对细纱条干质量是起决定性的作用。
我们经过了多年的反复试验,在不同厂家、用同一纤维不同产地的原料、纺同一品种及用同一纤维和不同的原料,纺不同品种进行了粗纱与细纱一对一的对比试验。
现就有关数据进行分析,谈谈个人看法。
1粗纱条干均匀度与细纱条干均匀度的CV%值数据分析。
1.1涤纶和粘胶rr65./R35 40S 14.7tex中长混纺纱和纯棉精梳CJ40S 14.6tex是我公司的主导产品。
虽然在前纺多次调整过工艺参数,但粗纱干定量不变和粗纱至细纱的工艺参数没有改变。
其T65/R35中长40S细纱总牵伸倍数:36.9倍,后区牵伸倍数1.20倍.粗纱干定量为4.82g/10m。
原料为涤纶2.22dtex x 51mm、粘胶2.22dtex x 51mm。
纯棉精梳(2J40S 14.6tex细纱总牵伸倍数40.92倍,后区牵伸倍数1.2倍,粗纱干定量:5.30g/10m。
在不改变其它工艺品种进行对比试验。
在不同时期取了90个样品进行试验。
我们所取各项试验数据及计算结果如下:纱线的条干均匀度是纱线质量的重要指标,是布面条干均匀的决定因素。
单纱的条干均匀度显得格外重要。
因此,成纱的条干水平取决于企业的管理水平。
是企业综合素质的表现。
同时也是受诸多因素的制约。
在此我们只讨论粗纱质量对细纱条干均匀度影响因素的制约问题,抓住粗纱的重点问题进行解决。
那么提高细纱条干质量水平就可以事半功倍了。
粗纱质量指标有重量不匀率、条干均匀度CV%值、伸长率、捻系数等。
而许多人认为粗纱条干均匀度Cv%值对细纱条干质量是起决定性的作用。
我们经过了多年的反复试验,在不同厂家、用同一纤维不同产地的原料、纺同一品种及用同一纤维和不同的原料,纺不同品种进行了粗纱与细纱一对一的对比试验。
现就有关数据进行分析,谈谈个人看法。
1粗纱条干均匀度与细纱条干均匀度的CV%值数据分析。
1.1涤纶和粘胶rr65./R35 40S 14.7tex中长混纺纱和纯棉精梳CJ40S 14.6tex是我公司的主导产品。
虽然在前纺多次调整过工艺参数,但粗纱干定量不变和粗纱至细纱的工艺参数没有改变。
其T65/R35中长40S细纱总牵伸倍数:36.9倍,后区牵伸倍数1.20倍.粗纱干定量为4.82g/10m。
原料为涤纶2.22dtex x 51mm、粘胶2.22dtex x 51mm。
纯棉精梳(2J40S 14.6tex细纱总牵伸倍数40.92倍,后区牵伸倍数1.2倍,粗纱干定量:5.30g/10m。
在不改变其它工艺品种进行对比试验。
在不同时期取了90个样品进行试验。
我们所取各项试验数据及计算结果如下:从上表看,无论是纯棉还是化纤混纺纱,粗纱条干均匀度与细纱条干均匀度不成线型相关,所取数据中不相关因素所占比例为84%。
因为一段粗纱经过一定的牵伸倍数后,纺出的细纱在单位长度上发生了质的变化。
因此,从粗纱到细纱不是量的物理变化,而是一种质的物理变化。
它们两变量也就无法按线型相关来分析。
从数据上分析来看,粗纱条干均匀度对细纱条干均匀度是不成线型相关关系。
2粗纱伸长率对细纱条干的影响从上面多次试验的分析,粗纱条干均匀度对细纱条干均匀度的影响是不成线型相关。
那么粗纱重量不匀率、粗纱捻度和粗纱伸长率的影响如何?而粗纱伸长率的大、中、小纱间,前后排间以及机台与机台之间的差异,对粗纱重量不匀率和粗纱捻度有直接影响。
那么粗纱伸长率对细纱条干均匀度的影响又如何?在其它工艺参数不变时,粗纱自前罗拉输出至筒管的行程中,必须克服锭翼顶端、空心臂与压掌等处对粗纱的摩擦力。
筒管的卷绕速度实际上要比前罗拉的输出速度稍大,使粗纱在卷绕过程中始终保持一定的紧张程度即粗纱张力[1]。
现在我们分析粗纱伸长率对细纱条干均匀度的影响。
我们采用不同纤维纺不同品种进行同一的对比试验,各品种的原料同前面一样,按粗纱的大、中、小纱以及内外排来进行试验,试验数据如下:2.1取样品种,涤纶65/粘胶35中长14.7tex40S。
我们对试验数据分析。
在整个纺粗纱过程中,从小纱到大纱,粗纱的伸长率在不断变化也就是粗纱的纺纱张力在发生变化。
由小纱张力较紧到大纱张力较松的变化过程。
粗纱伸长率由大到小。
粗纱外排大小纱伸长差异率为1.75%,粗纱内排大小纱伸长差异率为1.63%。
再看细纱条干CV%值,它也在整个纺纱过程中发生了变化,用内外排共四个小粗纱纺的细纱条干CV%值平均数为15.74%,而用内外排共四个大粗纱所纺的细纱条干CV%值平均数为15.55%。
粗纱在纺成中纱时,正好是大小纱两头的桥梁。
用内外排共四个中粗纱所纺的细纱条干CV%值平均数为15.50%。
中纱纺的细纱条干是最好水平。
粗纱伸长率越大细纱条干就变化越大。
细纱条干CV%值随粗纱伸长率的变化而变化。
在同一时期纺纱过程中即纺大纱、中纱、小纱时。
粗纱内外排的纺纱张力即伸长差异变化不明显,其小纱时内外排伸长差异率最大,伸长差异率为0.18%。
可是细纱条干CV%值就有明显变化。
粗纱的大小纱伸长率内排好于外排。
内排粗纱所纺出的细纱条干CV%好于外排粗纱所纺出的细纱条干Cv%。
从纯棉精梳产品的粗纱伸长率对细纱条干试验数据上分析。
在整个纺粗纱过程中,纺纱张力变化较小,粗纱的大、中、小纱的伸长率全部控制在+1%以内,虽然小粗纱伸长差异率最大有0.26%,但细纱条干均匀度同样受到影响。
其大、小纱的平均伸长差异率只有0.11%,而用四个小粗纱所纺的细纱条干CV%值平均数为13.11%。
那个大粗纱所纺的细纱条干CV%值平均数为13.42%。
很明显的看出粗纱伸长率的变化必然引起细纱条干CV%值的变化,在同一时期纺纱过程中,即纺大纱、中纱、小纱时,粗纱的内外排伸长差异率更小但细纱条干同样随之变化。
粗纱的大中小纱伸长率内排好于外排。
内排粗纱所纺出的细纱条干CV%值好于外排粗纱所纺出的细纱条干CV%值。
2.3我们分别对化纤混纺纱和纯棉精梳纱进行计算相关系数和相关系数的检定来判断它们之间的相关关系。
T65/R35中长14.7tex 计算出的相关系数为| r|=0.82。
纯棉精梳CJl4.7tex计算出的相关系数|r|=0.62。
而两个品种查表所得相关系数m=0.576很明显|r|>m。
两个不同纤维所纺品种一样得出同一结果就是粗纱伸长率对细纱条干质量是成线型相关。
3.我们通过试验计算分析,粗纱伸长率的大小对细纱条干质量的影响是密切相关的。
粗纱伸长率同样也影响粗纱的重量不匀率和粗纱捻度。
因而粗纱伸长率在粗纱质量中起决定性的作用。
而我们在平常工作中很容易忽视它。
对粗纱伸长率的测试也不及时,不易发现问题。
现在许多企业越来越重视粗纱伸长率。
而纺机企业也研究出粗纱张力补偿装置,例如天津纺机的FA458粗纱机运用园盘式张力补偿装置就很有效地控制了粗纱张力。
通过对粗纱张力的控制,我们公司的产品质量明显得到了提高,请看下列一组质量指标数据:4结束语我们通过已用相关系数进行粗纱伸长率对细纱条于质量的影响分析。
就是希望大家对粗纱伸长率引起高度重视。
粗纱伸长率也受诸多因素的制约,特别是在黄梅季节,粗纱伸长率变化更大。
在日常生产管理中要提高成纱的质量,粗纱伸长率控制尤为关健。