金属切削刀具常识及使用方法【干货】
- 格式:docx
- 大小:18.73 KB
- 文档页数:3

金属切削原理讲义及刀具一、金属切削原理金属切削是指用刀具对金属材料进行切削加工的过程。
它是制造业中最常见的加工方法之一、金属切削原理主要涉及到力学、热学、材料学、机械设计等多个学科。
1.金属切削力学金属切削的力学主要涉及到塑性变形、弹性变形、剪切应力等方面。
在切削过程中,刀具通过施加剪切力对金属材料进行剪切。
金属在剪切区域受到的应力会导致金属发生塑性变形,形成切屑。
2.金属切削热学金属切削过程中,由于摩擦和变形的能量损耗,切削区域会产生高温。
这些热量会传导到刀具和切削区域,导致材料软化和刀具磨损。
因此,及时冷却切削区域和刀具是非常重要的,可以通过切削润滑剂和冷却剂来实现。
3.金属切削材料学金属切削材料学主要研究刀具材料和工件材料之间的相互作用。
选择合适的刀具材料和工件材料对于获得良好的切削效果至关重要。
刀具材料需要具有一定的硬度、耐磨性和耐冲击性,以适应切削过程中的高负荷和高速度。
而工件材料的硬度、强度和塑性等性质则会影响到切削加工的难易程度。
4.金属切削的刀具刀具是金属切削过程中的重要工具,它直接与工件接触,对工件进行加工。
不同的切削操作需要使用不同类型的刀具。
常见的金属切削刀具包括刀片、铣刀、车刀和钻头等。
-刀片:刀片是金属切削中最为常用的刀具,它可用于车削、铣削、镗削等工艺。
刀片一般由高速钢制成,也有使用硬质合金和陶瓷材料制造的高级刀片。
-铣刀:铣刀是一种用于铣削操作的刀具。
它主要用于在工件上形成平面、槽口和曲面等形状。
-车刀:车刀是用于车削加工的刀具,它通过旋转刀具将工件上的旋转刀具切削掉。
-钻头:钻头是用于钻孔加工的刀具,它通过旋转切削力将工件上的孔切削掉。
以上只是金属切削原理及刀具的简要介绍,金属切削涉及的知识和技术极为广泛和复杂,需要深入学习和实践才能掌握。
通过不断的学习和实践,我们可以了解金属切削的原理和技术,并且选择合适的刀具进行加工,提高加工效率和质量。
2.王明玉,杨炯.金属材料切削原理与刀具[M].湖南大学出版社,2024.。
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
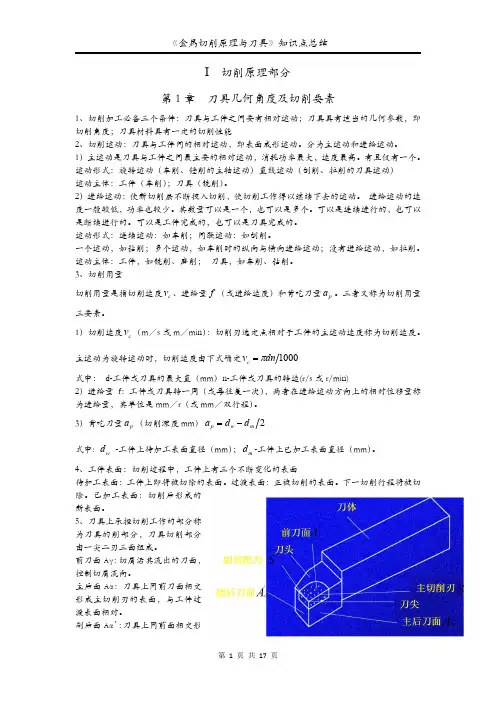
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
金属锯削操作的方法和注意事项一、金属锯削操作方法金属锯削是一种常见的金属加工方法,用于将金属材料切割成所需尺寸和形状。
以下是金属锯削的操作方法:1. 准备工作:首先,确保工作区域干净整洁,没有杂物。
然后,选择适当的金属锯片,并根据所需切割材料的类型和厚度进行调整。
2. 固定金属材料:将待切割的金属材料稳固地固定在工作台上,以确保切割过程中不会发生移动或晃动。
可以使用夹具或其他适当的固定装置。
3. 调整锯片:根据所需切割尺寸和形状,调整锯床的切割角度和切割深度。
确保锯片对准金属材料的切割线。
4. 开始切割:启动金属锯,将锯片缓慢地引导到金属材料上,始终保持锯片在切割线上。
切割时要保持稳定的速度和压力,避免过快或过慢。
5. 监控切割过程:在切割过程中,要时刻观察锯片和金属材料的状态。
如果发现锯片变钝或金属材料过热,应及时停止切割,更换锯片或进行冷却。
6. 完成切割:当金属材料完全被切割成所需尺寸和形状时,停止金属锯的运行。
注意安全,等待锯片完全停止后,才能取下切割好的金属材料。
二、金属锯削操作注意事项在进行金属锯削操作时,需要注意以下事项,以确保安全和切割效果:1. 穿戴个人防护装备:在操作金属锯之前,务必穿戴好安全眼镜、耳塞和防护手套,以防止金属屑、噪音和受伤。
2. 注意锯片的选择和安装:根据切割材料的类型和厚度选择适当的锯片,并正确安装到金属锯床上。
确保锯片牢固且正确安装。
3. 保持工作区域整洁:在进行金属锯削操作时,要保持工作区域干净整洁,以防止杂物干扰切割过程。
同时,要确保周围没有易燃物或易爆物。
4. 注意锯片的状态:在切割过程中,要经常检查锯片的状态。
如果发现锯片变钝或有损坏,应立即停止切割并更换锯片,以免影响切割质量和安全。
5. 控制切割速度和压力:切割金属时,要控制好切割速度和施加的压力。
过快的切割速度和过大的压力会导致切割线不准确或锯片过热。
6. 避免过度切割:切割金属时,要根据所需尺寸和形状,避免过度切割。
金属切削过程与刀具的基本知识金属切削是一种将金属材料通过切削刀具的作用使其达到需要形状和尺寸的工艺。
金属切削工艺是机械加工的主要方法之一,广泛应用于制造业的各个领域。
本文将详细介绍金属切削过程与刀具的基本知识。
一、金属切削过程启动阶段是切削过程开始时,切削速度较低,金属会发生初步塑性变形。
切削力和切削温度相对较低。
稳定阶段是切削速度逐渐增加,形成连续的切屑,金属在切削面产生变形,切削力和切削温度达到稳定状态。
断裂阶段是切削过程接近结束时,切削力和切削温度急剧增大,金属开始断裂,切削面出现划痕。
切削过程中,切削力对刀具与工件的影响很大。
切削力的大小与切削速度、前进速度、切削深度等因素有关。
合理控制切削力可以延长刀具的使用寿命,提高切削效率。
切削温度是切削过程中的另一个重要参数。
切削温度的高低对刀具寿命和加工精度有很大影响。
高温会使刀具磨损加剧,降低其硬度和强度,导致切削质量下降。
切削速度是切削过程中的重要参数之一,它直接影响到切削效率和切削质量。
切削速度越高,切削效率越高,但也会引起刀具温度升高,容易引发刀具的磨损和断裂。
切削速度的选择要根据工件材料的硬度、刀具材料的性能及切削条件等因素进行合理搭配。
刀具是进行金属切削的工具,它的质量和性能直接影响到切削过程的效果。
下面介绍几个关于刀具的基本知识。
1.刀具的结构:刀具通常由刀柄、刀片和刀片夹持装置组成。
刀柄是刀具的主体部分,可以用来固定和传递力量。
刀片是刀具的工作部分,负责进行金属切削。
夹持装置用来固定刀片在刀柄上。
2.刀具材料:刀具材料通常需要具备高硬度、高强度、耐磨性、耐高温性、抗断裂性等特性。
常见的刀具材料有硬质合金、高速钢、陶瓷、CBN、PCD等。
3.刀片的形状:刀片的形状多样,常见的有直刃刀片、弧形刀片、切槽刀片、钻孔刀片等。
刀片的形状要根据具体的切削任务选择,以提高切削效果。
4.刀具寿命:刀具寿命是指刀具从开始使用到不能继续使用的总时间。
金属切削机床的使用与操作方法金属切削机床是一种常见的工业设备,在金属加工领域起到至关重要的作用。
正确的使用和操作金属切削机床可以提高工作效率,确保工作质量,并降低事故发生的风险。
本文将介绍金属切削机床的使用方法和操作技巧,以帮助您更好地掌握这项技术。
一、准备工作1. 保护装备:在使用金属切削机床之前,确保所有防护装备,如护目镜、耳塞和安全手套等都已经准备就绪,以保证您的工作安全。
2. 清洁工作区:确保您的工作区域干净整洁,清除任何杂物和障碍物,以避免工作时的意外伤害。
3. 检查切削工具:在开始操作之前,检查切削工具的状态,确保其完好无损,并清理和修复任何磨损或损坏。
二、机器操作1. 开机前检查:在启动金属切削机床之前,确保所有开关、按钮和紧固件都处于正常工作状态。
检查电源和冷却液的供应,确保它们充足。
2. 安全加载:正确安装切削工具和夹具,并确保它们牢固固定。
避免使用损坏或不合适的夹具,以防止切削工具在工作过程中脱落或引发事故。
3. 调整参数:根据加工要求,调整金属切削机床的参数,如速度、进给量和切削深度。
确保参数设置正确,以获得理想的加工效果。
4. 手动操作:对于初学者或需要精确控制的任务,建议使用手动操作模式。
掌握手柄或按钮的使用方法,并根据切削轨迹和速度进行准确操作。
5. 自动操作:对于大规模生产或需要连续切削的任务,可以使用自动操作模式。
在使用自动操作模式之前,确保您已经充分了解和熟悉自动操作的流程和运行方式。
三、安全操作技巧1. 注意力集中:在操作金属切削机床时,要保持专注和集中注意力,避免分散和疏忽导致的安全事故。
2. 遵循操作规程:严格按照操作手册和相关规程操作金属切削机床,不得随意更改任何参数或操作步骤。
3. 防止过载:根据金属切削机床的额定负荷和工作要求,合理分配切削负荷,避免过载操作,以延长设备寿命并确保操作安全。
4. 正确刀具维护:定期清洁和润滑刀具,并根据使用情况及时更换和修复刀具,以确保切削效果和操作安全。
第1章 金属切削加工的基本知识本章要点本章介绍机械加工中的金属切削基本理论、基本知识及其应用,主要内容如下:1)金属切削加工的基本知识和术语。
如切削运动、切削用量、切削层等。
2)金属切削刀具切削部分的几何角度。
它包括刀具组成、正交平面静止参考系、刀具工作角度等内容。
3)金属切削刀具的材料。
它包括常用刀具材料的性能、常用高速钢和硬质合金刀具材料的的实际应用等内容。
4)金属切削过程的基本规律及切削过程的控制 包括切削变形、切削力、切削热、刀具磨损等物理现象的成因,切削过程中各物理现象的控制。
5)金属切削条件的合理选择。
如切削过程中刀具几何参数的合理选择、切削用量的合理选择、切削液的合理选择等内容。
学习目的:了解和掌握金属切削加工中的基本理论和基本知识,达到能合理选择各种金属切削加工参数以及能对金属切削过程进行控制的要求。
§1.1 切削运动与切削要素§1.1.1切削运动金属切削加工就是用金属切削刀具切除工件上多余的金属材料,使其形状、尺寸精度及表面质量达到预定要求的一种机械加工方法。
在金属切削加工过程中,为切除多余的金属,刀具和工件之间必须有相对运动,这种相对运动被称为切削运动。
按照切削运动在切削加工中的所起的作用不同,可把其分为主运动和进给运动两种。
1.主运动主运动是由机床提供的主要运动,它促使刀具和工件之间产生相对运动,从而使刀具前面接近工件并切除切削层。
主运动的特点是切削加工中速度最高,消耗功率最大的运动。
通常主运动只有一个,它可由工件完成,也可由刀具完成。
图1-1所示的车削时工件的旋转运动、钻削和铣削时刀具的旋转运动、磨削时砂轮的旋转运动、刨削时工件或刀具的往复运动等都是主运动。
2.进给运动由机床或人力提供的运动,它使刀具与工件之间产生附加的相对运动,加上主运动,即可不断地或连续地切除多余金属,并得出具有所需几何特性的已加工表面。
进给运动的特点是切削加工中速度较低,消耗功率较小。
技师学院机械安装与维修系金属切削刀具基本知识郝赫(编)金属切削刀具基本知识1 金属切削的基本要素1.1 机械制造过程概述机器是由零件、组件、部件等组成的,一台机器的制造过程包含了从零件、部件加工到整机装配的全过程,这一过程可以用图1所示的系统图来表示。
首先,从图中可以看出机器中的组成单元是一个个的零件,它们都是由毛坯经过相应的机械加工工艺过程变为合格零件的,在这一过程中要根据零件的设计信息制订每一个零件的适当加工方法,加工成在形状、尺寸、表面质量等各方面都符合加工使用要求的合格零件。
其次,要根据机器的结构和技术要求,把某些零件装配成部件,部件是由若干组件、套件和零件在一个基准零件上装配而成的,部件在整个机器中能完成一定的、完整的功能,这种把零件和组件、套件装配成部件的过程称为部装过程。
部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的,部件装配的质量直接影响整个机器的性能和质量。
最后,在一个基准零部件上把各个部件、零件装配成一个完整的机器,我们把零件和部件装配成最终机械产品的过程称为总装过程,总装过程是依据总装工艺文件进行的,在产品总装后,还要经过检测、试车、喷漆、包装等一系列辅助过程最终形成合格的产品,如一辆汽车就是经过这样的机械制造过程而生产出来的。
图1 机械制造过程的构成1.2机械加工工艺系统从机械制造的整个过程来看,机器的最基本组成单元为零件,也就是首先要制造出合格的零件,然后组装成部件,再由零、部件装配成机器,因此,制造出符合要求的各种零件是机械加工的主要目的,而机械加工中绝大部分材料是金属材料,故机械加工主要是对各种金属进行切削加工。
零件的表面通常是几种简单表面如平面、圆柱面、圆锥面、球面、成形表面等的组合,而零件的表面是通过各种切削加工方法得到的,其中在金属切削机床上利用工件和刀具彼此间协调的相对运动切除被加工零件多余的材料,获得在形状、尺寸和表面质量都符合要求的这种加工方法称为金属切削加工。
金属切削刀具常识及使用方法
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
金属切削刀具常识及使用方法
在选择刀具的角度时,需要考虑多种因素的影响,如工件材料、刀具材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。
通常讲的刀具角度,是指制造和测量用的标注角度在实际工作时,由于刀具的安装位置不同和切削运动方向的改变,实际工作的角度和标注的角度有所不同,但通常相差很小。
制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。
但材料硬度越高,其抗弯强度和冲击韧性就越低。
高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用广的刀具材料,其次是硬质合金。
聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。
硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。
正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。
硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。
由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。
为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。
按切削运动方式和相应的刀刃形状,刀具又可分为三类。
通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。
各种刀具的结构都由装夹部分和工作部分组成。
整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分(刀齿或刀片)则镶装在刀体上。
刀具的装夹部分有带孔和带柄两类。
带孔刀具依靠内孔套装在机床的主轴或心轴上,借助轴向键或端面键传递扭转力矩,如圆柱形铣刀、套式面铣刀等。
带柄的刀具通常有矩形柄、圆柱柄和圆锥柄三种。
车刀、刨刀等一般为矩形柄;圆锥柄*锥度承受轴向推力,并借助摩擦力传递扭矩;圆柱柄一般适用于较小的麻花钻、立铣刀等刀具,切削时借助夹紧时所产生的摩擦力传递扭转力矩。
很多带柄的刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。
刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等;有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等。
切削部分的作用是用刀刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。
刀具工作部分的结构有整体式、焊接式和机械夹固式三种。
整体结构是在刀体上做出切削刃;焊接结构是把刀片钎焊到钢的刀体上;机械夹固结构又有两种,一种是把刀片夹固在刀体上,另一种是把钎焊好的刀头夹固在刀体上。
硬质合金刀具一般制成焊接结构或机械夹固结构;瓷刀具都采用机械夹固结构。