压铸模具设计规范
- 格式:docx
- 大小:1.09 MB
- 文档页数:21
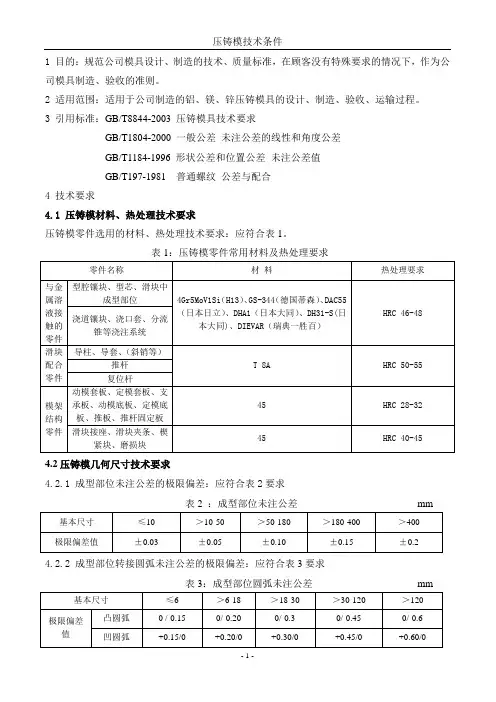
XX机械有限公司 第 1 页 共 21 页 XX机械有限公司 文件编号:CK-QP24-IM-01 版 本:A
实施日期:2017-7-29 修改次数:0 次
设计规范 受 控 号:24-01#
归口部门:模具部
压铸模具设计规范
(A 版)
2017 年 7 月 29 日发布 2017 年 7 月 29 日实施
编制: 审批: XX机械有限公司 第 2 页 共 21 XX机械有限公司 文件编号:CK-QP24-IM-01 版 本:A
实施日期:2017-7-29 修改次数:0 次
模具设计规范 受 控 号:24-01#
归口部门:模具部
01. 目录
章节 标题名称 设计人 页数
00 封面 1
01 目录 2
一 模芯 3
1.1 模芯尺寸 3
1.2 模芯定位设计 3
1.3 模芯冷却水设计 3
二 模框 3
2.1 模框尺寸 3
2.2 模框定位设计 4
2.4 模框排屑设计 4
2.5 吊装孔设计
2.6 快换结构设计
2.7 压板槽设计
三 冷却总成设计
四 顶板
五 复位杆
六 模脚
七 导柱、导套
八 顶板导柱
九 料筒、分流锥
十 顶针
十一 垫块
十二 销子
十三 镶块
十四 滑块机构
14.1 滑块 10
14.2 压条
14.3 引条
14.4 摩擦块
14.5 内抽芯设计
十五 油缸
十六 斜导柱
十七 支撑柱
十八 浇口设计
18.1 内浇口设计
18.2 流道设计
十九 渣包、排气设计
19.1 渣包设计
19.2 排气槽设计
19.3 集中排气设计 XX机械有限公司 第 3 页 共 21 XX机械有限公司
文件编号:CK-QP24-IM-01
版
本:A
实施日期:2017-7-29 修改次数:0 次
模具设计规范 受 控 号:24-01#
归口部门:模具部
一:模芯
1.1 模芯尺寸
1.1.1 模芯边距尺寸
机型(T) 160T 280T 400T 500T-630T 800T 1250T 1600T
三面(mm) 55 60 70 80 100 120 140
料筒面(mm) 60 65 80 90 110 130 160
1.1.2 模芯底面厚度尺寸
机型(T) 160T 280T 400T 500T-630T 800T 1250T 1600T
定模芯(mm) 50 55 60 65 70 80 85
动模芯(mm) 55 60 70 80 85 100 105
敞开式滑块(mm) 55 60 70 80 85 100 105
1.2 模芯定位设计
1.2.1 模芯四角精定位斜度:动定模配合处单边 5°,与模框干涉处也要做斜度,单边 1.5°。侧面转角圆角在 R8 以上。定位的平面要避空 0.1mm,所有 R 角都要避空。总高度最少 8mm。
1.2.2 模芯周围一圈定位的斜度也做成 5°,平面不避空。
插入附件
1.3 ,模芯冷却系统设计
1.3.1 :冷却水应设于流道附近、水管之间距保持 40mm-60mm,单独的孤岛处(凸起的)、大面积凹坑的侧边,产品最后凝固的厚壁处;
1.3.2 :环形冷却水的螺纹接口为 ZG1/4,冷却水管ø8-ø10mm,距离侧壁为 15mm 左右,距离顶面为 20~
30mm,距离顶杆孔或销子孔至少 5mm;
1.3.3 :环形冷却水管经过的地方有高出平面的凸台或圆柱时应当采用隔水片的方式进行冷却,每一个 环形最多允许有 6 个隔水片,隔水片孔与成型部位的距离参照点冷却;
1.3.4 :点冷却的水管直径为ø15.3mm-23mm 螺纹接口一般为 ZG3/8,距离侧壁为 15mm 左右,产品特殊厚壁可做到 6mm 左右,距离顶面为 15~25mm。
1.3.5 :销子或镶块直径超过 20mm 时应当考虑制作冷却水;
二:模框
2.1 模框尺寸
2.1.1 模框边距尺寸
机型(T) 160T 280T 400T 500T-630T 800T 1250T 1600T
三面(mm) 70 90 100 110 140 150 180
料筒面(mm) 130 135 140 200 220 240 250 圆 角 最 小
R2,避空 0.3 平面避空
0.1mm
圆 角 R8 以
上,避空 0.3 斜度 5° 斜度 1.5°
周围一圈定位,
斜度 5°
平面不避空 宁波模具金属制品有限公司 XX机械有限公司
文件编号:CK-QP24-IM-01 版 本:A
实施日期:2017-7-29 修改次数:0 次
模具设计规范 受 控 号:24-01#
归口部门:模具部
机型(T) 160T 280T 400T 500T-630T 800T 1250T 1600T
定模框(mm) 55 60 70 80 90 110 115
动模框(mm) 75 85 100 120 150 170 200
敞开式滑块(mm) 75 85 100 120 150 170 200
2.1.2 模框与模芯配合间隙(双边)
模芯长度(mm) <250 ≥250-<350 ≥350-≤450 ≥450-≤600
配合间隙(mm) 0.10 0.10-0.15 0.15-0.20 0.20-0.35
2.1.3 模框外形四角应有大于 20×45°的倒角,非配合处每条边应有 3×45°的倒角。
2.1.4 模芯装入模框后,应该比模框高出 0.1-0.20mm,800T 以上模具高出 0.20-0.35mm
2.2 模框定位设计
2.2.1 模具上单侧有滑块、模芯上高低分型出现单侧高低的情况下,为防止模芯的侧向活动,在滑块的对侧、高低分型的对侧要设置定位;插入附件
2.4 模框排屑设计
2.4.1 模具滑块底部需要设计排屑槽,在梯形底部打排屑孔;必要时模芯反面也可以做出排屑槽,但要保证模芯有足够的封水面;
2.4.2 左右侧滑块处在模芯和滑块座之间的位置铣槽,槽四周斜度槽的下侧打ø30 以上的通孔,使铝屑向下方的孔处聚集,从而排到模具外面;
2.4.3 上滑块与侧滑块一样铣槽,通孔在滑块的中心;插入附件
2.5 吊装孔设计
2.5.1 吊环尺寸,有效螺纹深度至少是螺纹直径的 2 倍模芯吊环孔要设在上侧的中间位置
模框每一相邻两侧最少有一个吊模孔,位于模具重心位置需有一吊模孔,避免吊模时倾斜
机型 模芯 模框 模脚 顶板
280T M16 M20 M16 M12
400T M16 M24 M20 M12
500T M20 M30 M24 M16
800T M20 M36 M24 M16
1250T M24 M42 M30 M16
2.6 快换结构设计
2.6.1 销子快换结构 当销子的尾部凸台直径小于ø17 时,销子制作快换式,快换式螺栓规格有 3 种:
M20,M16,M12,必须要用 2 个螺栓固定。快换式位于动模的要把顶板打穿。
2.6.2 班次标记快换结构动模快换方式:
1:班次销按客户的要求制作,一般为Ø10 和Ø12(首选Ø12),厚度 10mm
2:顶杆按照客户班次销的直径大小来确定,一般为Ø5、Ø6、Ø8(Ø12 班次销选用Ø8 顶杆)
3:动模芯上的孔深=班次销的厚度+顶杆固定部分厚度。动模芯上的顶杆 过孔要比顶杆大 0.1~0.2mm,方便顶杆顶出
4:插板的尺寸:宽 15,厚 8,长度按实际需要确定,也可以在插板的后端增加 M6 螺栓
5:顶板上的顶杆过孔要比顶杆大 2mm 以上,要保证顶板绝对不会撞到此顶杆。顶杆长度要距离插板 5-10mm。
定模快换方式:
1:班次销按客户的要求制作,一般为Ø10 和Ø12(首选Ø12),厚度 10mm 排屑槽
Ø30 通孔 XX写有限公司 XX机械有限公司
文件编号:CK-QP24-IM-01 版 本:A
实施日期:2017-7-29 修改次数:0 次
模具设计规范 受 控 号:24-01#
归口部门:模具部
2:顶杆按照客户班次销的直径大小来确定,一般为Ø5、Ø6、Ø8(Ø12 班次销选用Ø8 顶杆)
3:定模芯上的孔深=班次销的厚度+顶杆固定部分厚度。定模芯上的顶杆过孔要比顶杆大 0.1~0.2mm,方便顶杆顶出
4:插板的尺寸:宽 25,厚 25,长度按实际需要确定,与顶杆接触位做成斜面,角度 25°。后端装置螺栓和弹簧使其固定在模框上,在不需要更换时由于弹簧的作用,插板不会进入到顶杆的位置下方。
5:顶杆长度要高出定模框 5-10mm,头部做成球形
2.6.2 在动定模模框上各制作 4 处通孔用于在拆卸模具时顶出模芯,
400T 以下Ø20;400T~1000TØ25;1000T 以上Ø30
2.7 压板槽设计
2.7.1 压板槽适用定模框和模脚,动定模压板槽厚度尺寸必须一致,详 见下表;
2.7.2 模框材质采用 45#时,动定模压板槽斜度可以 ;
2.7.3 压板槽尺寸
机型(T) 160T 280T 400T 500T-630T 800T 1250T 1600T
高度(mm) 30 35 40 50 70 70 80
宽度(mm) 30 35 40 50 70 70 80
深度(mm) 30 30 35 45 50 50 55
三:冷却总成设计
3.1 :模具上有点冷却、滑块较多且有冷却水的情况下,要设置冷却总成。
3.2 :冷却总成的进出水接头为下图方式,直径Ø26
3.3 :各小接头具体尺寸见下图: