螺纹标准件与常用件
- 格式:ppt
- 大小:11.90 MB
- 文档页数:102

如何识别最常用的标准螺纹
螺纹有连接和密封作用,广泛应用于小口径管道连接中,螺纹的种类很多,最常用的螺纹如下。
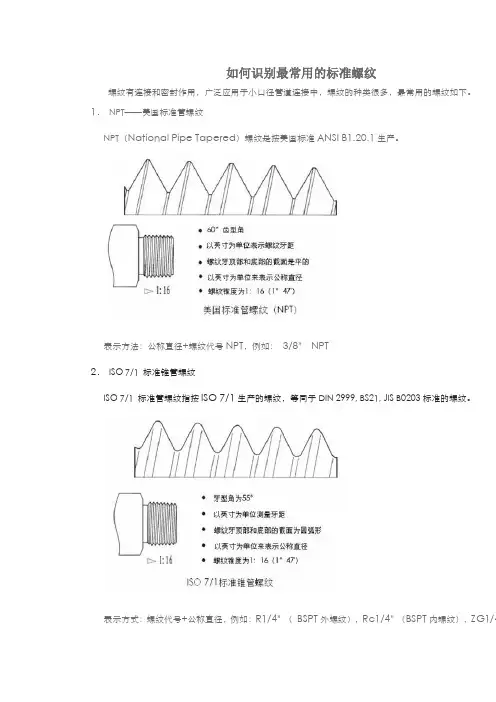
1. NPT——美国标准管螺纹
NPT(National Pipe Tapered)螺纹是按美国标准ANSI B1.20.1生产。
表示方法:公称直径+螺纹代号NPT,例如: 3/8” NPT
2. ISO 7/1 标准锥管螺纹
ISO 7/1 标准管螺纹指按ISO 7/1生产的螺纹,等同于DIN 2999, BS21, JIS B0203标准的螺纹。
表示方式:螺纹代号+公称直径,例如:R1/4”( BSPT外螺纹),Rc1/4”(BSPT内螺纹),ZG1/4PT1/4”。
3. ISO 228/1标准圆柱管螺纹
ISO 228/1标准圆柱管螺纹等同于BS 2779,JIS B0202标准的螺纹。
表示方式:螺纹代号+公称直径,例如:Rp1/4”,G1/4”,PF1/4”。
4. 美国统一螺纹
美国统一螺纹(Unified Screw Thread)是按美国标准ANSI B1.1生产.
表示方式:螺纹实际外径+每英寸螺纹牙数+螺纹代号,例如:3/8-24UNF,5/1
6-28UN,3/8-16 UNC,其中UNF表示细螺纹,UNC表示粗螺纹,UN表示常 规螺纹。
5.公制螺纹(ISO 261)
公制螺纹是按ISO 261或ANSI B1.13M标准生产的螺纹。
表示方式:螺纹代号+实际直径*牙距,例如:M10*1,M14*1.5,M22*1.5。
螺栓标准件国标代号
P1 螺栓标准件国标代号
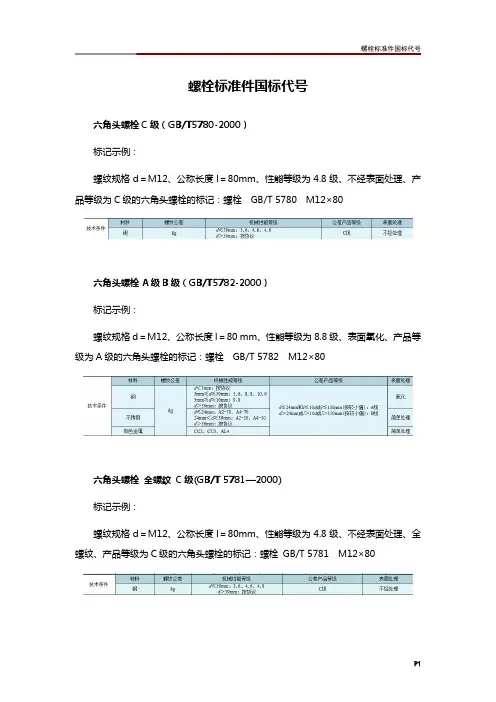
六角头螺栓C级(GB/T5780-2000)
标记示例:
螺纹规格d=M12、公称长度l=80mm、性能等级为4.8级、不经表面处理、产品等级为C级的六角头螺栓的标记:螺栓 GB/T 5780 M12×80
六角头螺栓A级B级(GB/T5782-2000)
标记示例:
螺纹规格d=M12、公称长度l=80 mm、性能等级为8.8级、表面氧化、产品等级为A级的六角头螺栓的标记:螺栓 GB/T 5782 M12×80
六角头螺栓 全螺纹 C级(GB/T 5781—2000)
标记示例:
螺纹规格d=M12、公称长度l=80mm、性能等级为4.8级、不经表面处理、全螺纹、产品等级为C级的六角头螺栓的标记:螺栓 GB/T 5781 M12×80
螺栓标准件国标代号
P2 六角头螺栓 全螺纹A级B级(GB/T 5783—2000)
标记示例:
螺纹规格d=M12、公称长度l=80mm、性能等级为4.8级、表面氧化、全螺纹、产品等级为A级的六角头螺栓的标记:螺栓 GB/T 5783 M12×80
内六角圆柱头螺钉(GB/T 70.1—2008)
标记示例:
螺纹规格d=M5、公称长度l=20mm、性能等级为8.8级、表面氧化的A级内六角圆柱头螺钉的标记:螺钉 GB/T 70.1 M5×20
内六角平圆头螺钉(GB/T 70.2—2008)
标记示例:
螺纹规格d=M12、公称长度l=40mm、性能等级为12.9级、表面氧化的A级内六角平圆头螺钉的标记:螺钉 GB/T 70.2 M12×40
内六角沉头螺钉(GB/T 70.3—2008)
标记示例: 螺栓标准件国标代号
P3 螺纹规格d=M12、公称长度l=40mm、性能等级为8.8级、表面氧化的A级内六角沉头螺钉的标记:螺钉 GB/T 70.3 M12×40
标准型弹簧垫圈 (GB/T 93—1987)
第 7 章 标准件与常用件
教学要求:在实际的机器或零部件中,应用非常广泛的螺栓、螺钉、螺母、垫圈、键、
销、滚动轴承等机件,其结构形状和尺寸都已标准化,故被称为标准件。在机器的零部件
中还有应用较广泛的齿轮、弹簧等零件,它们的部分结构和参数也已经标准化,故被称为
常用件。本章主要介绍标准件和常用件的结构要素、画法、标记等方面的知识。
7.1 螺纹及螺纹紧固件
7.1.1 螺纹
螺纹是机器或零部件中最为常见的结构,通常有外螺纹与内螺纹之分,在圆柱或圆锥
外表面上所形成的螺纹称为外螺纹,在圆柱或圆锥内表面上所形成的螺纹称为内螺纹。
1) 螺纹的形成
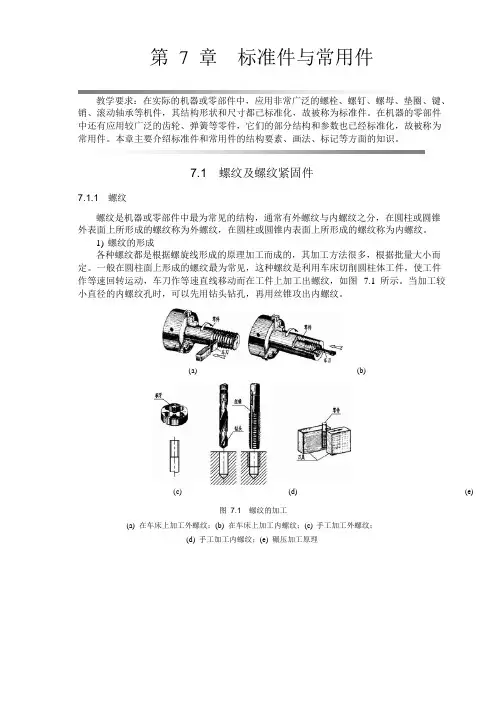
各种螺纹都是根据螺旋线形成的原理加工而成的,其加工方法很多,根据批量大小而
定。一般在圆柱面上形成的螺纹最为常见,这种螺纹是利用车床切削圆柱体工件,使工件
作等速回转运动,车刀作等速直线移动而在工件上加工出螺纹,如图 7.1 所示。当加工较
小直径的内螺纹孔时,可以先用钻头钻孔,再用丝锥攻出内螺纹。
(a) (b)
(c) (d) (e)
图 7.1 螺纹的加工
(a) 在车床上加工外螺纹;(b) 在车床上加工内螺纹;(c) 手工加工外螺纹;
(d) 手工加工内螺纹;(e) 碾压加工原理
2) 螺纹的基本要素 第 7 章 标准件与常用件 ·143·
内、外螺纹是相互成对使用的,只有当内、外螺纹的基本要素完全一致时,才能正常
地旋合,螺纹的基本要素包括:牙型、公称直径、线数、螺距和导程、旋向 5 个。
(1) 牙型。在通过螺纹轴线的剖面上,螺纹的轮廓形状称为螺纹牙型;牙型上向外
凸起的尖顶称为牙顶,向里凹进的槽底称为牙底;相邻两牙侧面间的夹角称为牙型角,
标准件及常用件
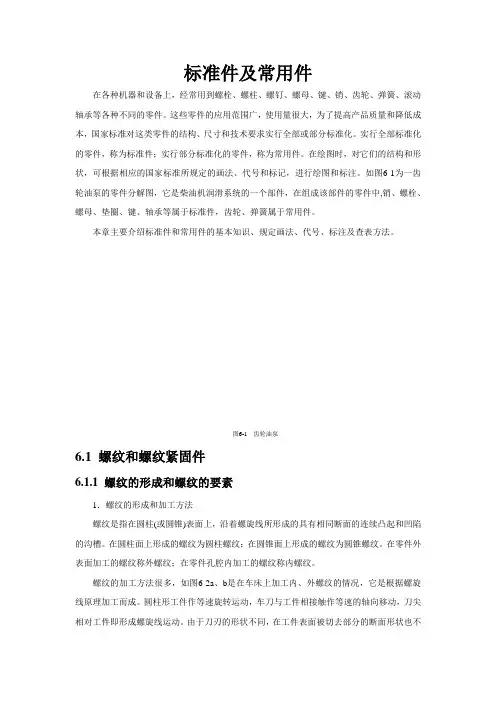
在各种机器和设备上,经常用到螺栓、螺柱、螺钉、螺母、键、销、齿轮、弹簧、滚动轴承等各种不同的零件。这些零件的应用范围广,使用量很大,为了提高产品质量和降低成本,国家标准对这类零件的结构、尺寸和技术要求实行全部或部分标准化。实行全部标准化的零件,称为标准件;实行部分标准化的零件,称为常用件。在绘图时,对它们的结构和形状,可根据相应的国家标准所规定的画法、代号和标记,进行绘图和标注。如图6-1为一齿轮油泵的零件分解图,它是柴油机润滑系统的一个部件,在组成该部件的零件中,销、螺栓、螺母、垫圈、键、轴承等属于标准件,齿轮、弹簧属于常用件。
本章主要介绍标准件和常用件的基本知识、规定画法、代号、标注及查表方法。
图6-1 齿轮油泵
6.1 螺纹和螺纹紧固件
6.1.1 螺纹的形成和螺纹的要素
1.螺纹的形成和加工方法
螺纹是指在圆柱(或圆锥)表面上,沿着螺旋线所形成的具有相同断面的连续凸起和凹陷的沟槽。在圆柱面上形成的螺纹为圆柱螺纹;在圆锥面上形成的螺纹为圆锥螺纹。在零件外表面加工的螺纹称外螺纹;在零件孔腔内加工的螺纹称内螺纹。
螺纹的加工方法很多,如图6-2a、b是在车床上加工内、外螺纹的情况,它是根据螺旋线原理加工而成。圆柱形工件作等速旋转运动,车刀与工件相接触作等速的轴向移动,刀尖相对工件即形成螺旋线运动。由于刀刃的形状不同,在工件表面被切去部分的断面形状也不同,所以可加工出各种不同的螺纹。图6-2c、d表示用板牙或丝锥加工直径较小的螺纹,俗称套扣或攻丝。
a)b)c)d)
图6-2 螺纹加工方法
a)车外螺纹 b)车内螺纹 c)套外螺纹 d)攻内螺纹
2.螺纹要素
(1)牙型 牙型是指在通过螺纹轴线的断面上,螺纹的轮廓形状。其凸起部分称为螺纹的牙,凸起的顶端称为螺纹的牙顶,沟槽的底部称为螺纹的牙底。常见的螺纹牙型有三角形、梯形、锯齿形和矩形等,如图6-3所示。国标对标准牙型规定了标记符号,见表6-1。