复杂轮廓类零件的编程与加工
- 格式:ppt
- 大小:524.50 KB
- 文档页数:19

,.
第二章 轮廓类2D零件加工编程范例
范例1 2D外形轮廓加工路径
本例要点:
(1)刀具的创建和选取
(2)刀具参数的设置
(3)外形铣削的参数设置
(4)刀具路径模拟和实体切削仿真
(5)生成数控加工程序和程序传输
1.利用2D加工,生成刀具2D外形铣削加工路径
(1)打开文件
单击主功能表中 档案→取档,在弹出的文件列表中选择正确的文件路径,并选择3-1.mc9文件,打开图形文件。 按F9键显示坐标系。
(2)启动2D外形铣削模组,加工2D零件线框 图2-1 外形铣削命令
选择“回主功能表→刀具路径→外形铣削”命令,如图
2-1所示。拾取加工对像,串连,拾取直线1加工开始位置,串连的箭头方向将直接影响铣削加工侧边,在选择时,串连方向是从靠近近拾取点一侧的端点指向另一方向,箭头方向为顺时针时,加工线框外面为左补,加工线框里面时为右补。箭头方向为逆时针时,则反之。如图2-2所示。单击执行。 ,.
图2-2 2D外形零件
(3).建立新刀具和设定参数
打开外形铣削(2D)对话框的“刀具参数”选项卡,在刀具列表中单击鼠标右键,弹出菜单中选择“建立新的刀具”选项,如图2-3所示。
图2-3 外形铣削视窗
系统将弹出如图2-4所示的“定义刀具”对话框,首先进入刀具类型选择,单击“平,.
刀”选项,系统自动切换到“刀具→平刀”选项卡,从中可以设置刀具参数,,如图2-5所示。
,.
图2-4 定义刀具视窗 图2-5 刀具-平刀
设置直径为10,其余参数均按默认值。再点击“参数”设置刀具加工参数如图2-6所示,

匐 出 复杂箱体类零件的自动编程研究 Study on automatic NC programming of complicated box・body parts 蒲筠果 PU Jun—guo (邢台职业技术学院机电系,邢台054035) 摘要:在分析典型箱体零件的加工特点的基础上制订了工艺方案,讨论了STL文件在铸锻件的初始 毛坯设置方面的应用,使仿真j90工过程更加直观、逼真,实现了箱体零件的自动编程。 关键词:箱体零件;自动编程;Maste r、CAM;仿真加工 中图分类号:TP391.73 文献标识码:A 文章编号:1 009—01 34(201 2)06(上)一0065—03 Ooi:1 0.3969/J.issn.1 009-01 34.201 2.c3(I-).20 0引言 近年来,随着制造技术的快速发展和用户要求 的不断提高,对机械产品的加工精度和性能提出了 更高的要求。特别是在汽车制造业中,发动机、变 速箱等多孔系复杂箱体类零件对加工质量和生产效 率的要求越来越高。箱体零件都有精度高的平面和 孔系要加工,工序内容多、工艺路线长,其加工质 量在很大程度上决定着部件或机器的装配精度与性 能。随着技术进步和数控机床使用的迅速扩大,在 中小批量生产条件下,越来越多的企业使用加工中 ,D/J,I箱体【1】。随着零件复杂程度的增加,数学计 算量、数控编程的程序段数目也将大大增加,这时 如果单纯依靠手工编程将越来越困难,这就要求在 复杂箱体类零件的加工中引入自动编程。采用零件 的自动编程可以进行刀路仿真以提高编程效率,并 能避免手工数控编程可能引发的错误。 箱体零件是机器或部件的基础件,通过它把 机器上的零、部件联结成一个整体。从大量加工 实例分析中看出,工艺方案考虑不周,加工路线 设计不好,造成数控加工差错,工作量成倍增加, 制造成本上升,使价格昂贵的加工中心使用经济 效益差。因此,对箱体零件在加工中心上的工艺 规程设计问题进行研究,对提高其使用效率和使 用质量具有重大实用意义。 MasterCAM是由美国CNC SOFTWARE公司 研制开发的基于微机的集计算机辅助设计(CAD) 和计算机辅助制造(CAM)于一体的自动编程 软件,以其强大的加工功能及优良的性能价格 比,以及稳定的运行效果、易学易用的操作方法 等特点,广泛应用于机械、汽车、航空等行业 。 本文以如图1所示的典型箱体零件为例,利用 MasterCAM软件实现其自动编程。
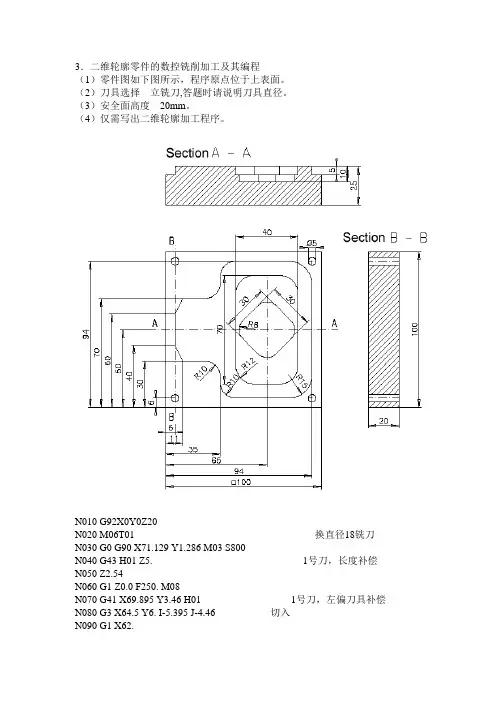
3.二维轮廓零件的数控铣削加工及其编程
(1)零件图如下图所示,程序原点位于上表面。
(2)刀具选择 立铣刀,答题时请说明刀具直径。
(3)安全面高度 20mm。
(4)仅需写出二维轮廓加工程序。
N010 G92X0Y0Z20
N020 M06T01 换直径18铣刀
N030 G0 G90 X71.129 Y1.286 M03 S800
N040 G43 H01 Z5. 1号刀,长度补偿
N050 Z2.54
N060 G1 Z0.0 F250. M08
N070 G41 X69.895 Y3.46 H01 1号刀,左偏刀具补偿
N080 G3 X64.5 Y6. I-5.395 J-4.46 切入
N090 G1 X62. N100 X45.
N110 G2 X35. Y16. I0.0 J10. R10圆弧
N120 G1 Y20.
N130 G3 X25. Y30. I-10. J0.0 R10圆弧
N140 G1 X11.
N150 X6. Y40.
N160 Y60.
N170 X11. Y70.
N180 X25.
N190 G3 X35. Y80. I0.0 J10. R10圆弧
N200 G1 Y84.
N210 G2 X45. Y94. I10. J0.0 R10圆弧
N220 G1 X79.
N230 G2 X94. Y79. I0.0 J-15. R15圆弧
N240 G1 Y21.
N250 G2 X79. Y6. I-15. J0.0 R10圆弧

.
. . . 第一章 引 言
制造业是国民经济的基础,它的发展程度突出反映了一个国家、地区的经济实力和综合国力,人民的生活水平和生活质量,国防能力和社会发展程度。近年来,工业发达国家和一些新兴工业化国家已把发展制造业作为一项极其重要的发展战略和政策,投入巨大的财力、人力和物力,进行先进制造技术的研究。先进制造技术逐步成为国家中长期发展的重大关键技术和经济增长的根本动力。
数控加工技术是先进制造技术的重要组成部分和基础之一,在数控机床上加工非圆曲面和其它复杂曲面一直是数控加工的难题,而市场竞争日益激烈,要求加工周期越来越短,如何提高这些复杂零件的加工效率和加工质量已成为数控加工技术的一个重要课题。
1.1 数控技术的现状
数控技术是用数字程序控制数控机床实现自动加工的技术。它综合了应用数学、计算机、通讯、微电子、自动控制、传感测试、机械制造等多门技术。自上世纪50年代第一台数控机床诞生以来,经历半个多世纪的发展,数控系统由最初的电子管、晶体管、集成电路到超大规模集成电路,尤其自20世纪80年代以来,数控装置广泛采用32位到64位CPU组成的微处理器,极提高了系统的集成度,使体积缩小,机构模块化;驱动装置广泛采用交流伺服、数字化;CNC系统人工智能化,并有多种通信功能,数控系统可靠性不断提高。近年,随着计算机技术的迅猛发展,不同层次的开放式数控系统应运而生,目前正朝标准化开放体系结构前进。
1.2 发展数控技术的目的和重要性
数控技术和数控装备是制造工业现代化的重要基础。这个基础直接影响国家的经济发展和综合国力,关系到国家的战略地位。因此,世界各工业发达国家均采取特别措施来发展自己的数控技术及其产业。我国数控技术虽然起步晚,但国家非常重视。近年来,我国数控机床制造业取得了快速发展,数控机床的产量以年超过30﹪的速度递增,数控机床的可供品种达1500余种,2007年产量预计10万台。目前全国在役数控机床20多万台。充分发挥数控机床在制造业中的作用,需要大量的数控机床编程和加工人才,尤其是对复杂零件的编程及加工,各行业急需大批这样高水平人才。