H型钢生产线介绍
- 格式:ppt
- 大小:57.25 MB
- 文档页数:52

如有你有帮助,请购买下载,谢谢!
1页 H型钢焊接生产线技术改造
2009-11-14 16:21:00 来源:中国设备管理网 阅读: 346次 我要收藏
【字体:大 中 小】
摘 要:目前相当多的建筑结构大量采用焊接H型钢。本文简述H型钢焊接生产线的构成及其具体情况;为提高生产能力、增加产品规格和创造更多效益,从H型钢组立机、翼缘矫正机两方面介绍了技术改造情况,取得了理想效果。
关键词:H型钢;焊接;生产线;技术改造
中图分类号:TG439.9 文献标识码:B
焊接H型钢生产线由直条火焰切割机、H型钢组立机、龙门式自动焊接机以及翼缘矫正机等四大部分组成。
H型钢由两块翼板和一块腹板焊接而成。钢板由直条火焰切割机下料后,经H型钢组立机将翼板和腹板组合成型并点焊好,进入龙门式自动焊接机自动埋弧焊,再通过翼缘矫正机矫正焊接后翼板产生的变形,便生产出合格的H型钢产品。
该生产线的设计加工范围为翼板宽度300~800mm,腹板高度300~1 200mm。但市场需要的很多H型钢的翼板宽度及腹板高度均小于300mm。为充分发挥设备的生产能力,创造更多的效益,我们对H型钢组立机、翼缘矫正机进行了相应的技术改造,取得了良好效果。
一、H型钢组立机
H型钢组立机由门架,拉杆系统,主传动,输入、输出滚筒,液压系统和电控七部分组成,采用液压传动。首先由翼板夹紧装置将翼板定位、夹紧,然后腹板夹紧装置将腹板定位、夹紧,再利用顶部和底部夹紧轮将H型钢对中、定位、夹紧。其工作状态参见图1。
1.翼板夹紧轮极限距离
两翼板夹紧轮之间的极限距离为300mm,无法生产翼板宽度小于300mm的产品。
在翼板夹紧装置上增加一伸缩臂,其有效长度为l00mm。这样,翼板夹紧轮之间的极限距离可以缩短为100mm,即可加工最小翼板宽度100mm以上的H型钢。
PCS7在莱钢大H型钢生产线中的应用赵琳。等
PCS7在莱钢大H型钢生产线中的应用
Application of PCS7 in Large H—shaped Steel Production Line
of Laiwu Iron&SteeI Works
赵 琳 翟
(山东莱芜钢铁集团自动化部,山东莱芜271104)
摘要:为满足现代化工业生产的需要,在莱钢大型H型钢项目中应用了西门子PCS7控制系统。该系统具有高速、高可靠性和强大 的通信能力。以冷锯自控系统为例,通过对其编程过程的详细论述,可以得出Profibus.DP总线型拓扑通信网络的应用使得全部控制 设备通信网络化成为可能。该系统不但为冷锯的精确定位和锯切提供了有利保障,为设备控制程序的逻辑性和连贯性的模拟调试打 下了坚实的基础;而且也为类似大型自控系统的开发提供了借鉴依据。 关键词:Simatic PCS7 s7—400工业以太网通信网络Profibus—DP 中图分类号:TP273 文献标志码:A
Abstract:To satisfy the requirement of modelTl industrial production,the Siemens PCS7 control system with high speed。high reliability and strong communication capability is applied in large H—shaped steel project of Laiwu Iron&Steel Works.Take the cold sawing automatic control system as example;through discussing its programming process in detail,it is infered that the application of Profibus—DP bus topology communication network makes the networking of the communication of all the control equipment possible.The system offers favorable protection to the accurate positioning of cold sawing and saw cutting,and lays a solid foundation for the simulation debugging of the logicality and coherence of the equipment control program。as well as provides good reference for the development of similar large scale automatic control
H型钢焊接生产线
技 术 说 明
甘肃工大西鹏科技发展有限公司
二零零三年二月
H型钢焊接生产线技术说明
甘肃大地实业有限公司
- - 1
甘肃工大西鹏科技发展有限责任公司是有甘肃西脉新材料科技股份有限公司控股的,在原甘肃工业大学焊接器材公司基础上经股份改造重新组建的一家专业化公司。从事焊接新产品、新技术的开发、推广及应用工作。
本公司是西北地区最大的专业焊接公司。是美国林肯、瑞典伊萨、日本松下以及国内焊接知名品牌如锦泰焊材、阳通成套焊接设备的指定代理服务商。
公司具有综合焊接技术服务能力,我们的产品=品牌产品+西鹏公司全方位服务。公司于2002年为母公司提供了全套“H”型钢生产线及技术支持服务。目前西脉钢构已成为本地区知名的钢构生产企业。
本公司为贵公司推荐的H型钢生产线为无锡阳通成套焊接设备公司(机械设备公司)出产,其主要组成设备有:
切割设备
A:CNC-CG4000系列数控/直条火焰切割机
B:CG1-3000A型多头直条火焰切割机
H型钢组立设备
A:Z15型H型钢组立机
B:ZLJ15新型H型钢组立机
H型钢埋弧焊接机 H型钢焊接生产线技术说明
甘肃大地实业有限公司
- - 2 A:LHA型H型钢龙门式焊接机
B:LHC型悬臂式焊接机
H型钢翼缘矫正机
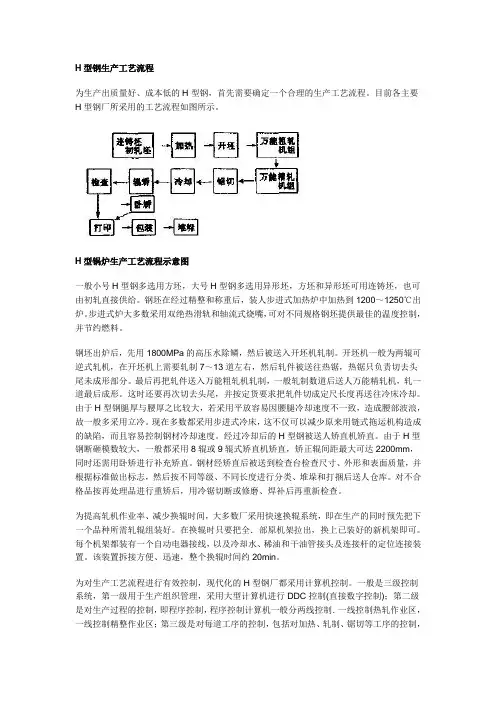
H型钢生产工艺流程
为生产出质量好、成本低的H型钢,首先需要确定一个合理的生产工艺流程。目前各主要H型钢厂所采用的工艺流程如图所示。
H型锅炉生产工艺流程示意图
一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。钢坯在经过精整和称重后,装人步进式加热炉中加热到1200~1250℃出炉。步进式炉大多数采用双绝热滑轨和轴流式烧嘴,可对不同规格钢坯提供最佳的温度控制,并节约燃料。
钢坯出炉后,先用1800MPa的高压水除鳞,然后被送入开坯机轧制。开坯机一般为两辊可逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切去头尾未成形部分。最后再把轧件送入万能粗轧机轧制,一般轧制数道后送人万能精轧机,轧一道最后成形。这时还要再次切去头尾,并按定货要求把轧件切成定尺长度再送往冷床冷却。由于H型钢腿厚与腰厚之比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部波浪,故一般多采用立冷。现在多数都采用步进式冷床,这不仅可以减少原来用链式拖运机构造成的缺陷,而且容易控制钢材冷却速度。经过冷却后的H型钢被送人矫直机矫直。由于H型钢断砸模数较大,一般都采用8辊或9辊式矫直机矫直,矫正辊间距最大可达2200mm,同时还需用卧矫进行补充矫直。钢材经矫直后被送到检查台检查尺寸、外形和表面质量,并根据标准做出标志,然后按不同等级、不同长度进行分类、堆垛和打捆后送人仓库。对不合格品按再处理品进行重矫后,用冷锯切断或修磨、焊补后再重新检查。
为提高轧机作业率、减少换辊时间,大多数厂采用快速换辊系统,即在生产的同时预先把下一个品种所需轧辊组装好。在换辊时只要把全.部原机架拉出,换上已装好的新机架即可。每个机架都装有一个自动电器接线,以及冷却水、稀油和干油管接头及连接杆的定位连接装置。该装置拆接方便、迅速,整个换辊时间约20min。
为对生产工艺流程进行有效控制,现代化的H型钢厂都采用计算机控制。一般是三级控制系统,第一级用于生产组织管理,采用大型计算机进行DDC控制(直接数字控制);第二级是对生产过程的控制,即程序控制,程序控制计算机一般分两线控制.一线控制热轧作业区,一线控制精整作业区;第三级是对每道工序的控制,包括对加热、轧制、锯切等工序的控制,一般采用微型机进行控制。各工序微型机反应的生产信息通过中间计算机反映给各自的程序控制机,经程序控制机汇总分析后反映给中央控制机,中央控制机再根据生产标准要求发出下一步调整和控制的指令。