解析CPK
- 格式:pdf
- 大小:485.61 KB
- 文档页数:17


以下10组数据是公司在为苹果iPhone生产手机面板时,在灌注液晶后,经行封口作业时的渗胶深度值。(一次量测5片,量10次)。
USL=0.8 , LSL=0.2, u=0.5.
0.60 0.60 0.65 0.60 0.65
0.60 0.60 0.65 0.65 0.65
0.60 0.60 0.60 0.65 0.65
0.60 0.60 0.65 0.60 0.65
0.65 0.60 0.60 0.60 0.65
0.65 0.60 0.60 0.60 0.60
0.60 0.60 0.60 0.60 0.65
0.60 0.60 0.60 0.60 0.60
0.60 0.60 0.65 0.65 0.60
0.60 0.60 0.65 0.60 0.60
将这些数据输入公司的SPC系统后,就会产生如下的CPK信息:
最大值 0.65
最小值 0.6
平均值 0.62
标准差 0.02 (R-Bar/d2)
Ca 0.39
Cp 5.17
Cpk 3.17
其中的Ca=(0.616-0.6)/((0.8-0.2)/2)= 0.3866 (和0.39差不多)

ppk与cpk标准
PPK与CPK标准。
在制造业中,PPK和CPK是两个常用的质量管理指标,它们对产品质量的稳定性和一致性起着重要的评估作用。本文将对PPK和CPK标准进行深入解析,帮助读者更好地理解和应用这两个指标。
首先,让我们来了解一下PPK和CPK的定义。PPK是过程性能指数,用于评估一个过程的稳定性和一致性,它考虑了过程的中心值和过程分散程度。而CPK则是过程能力指数,它是对PPK的一种修正,考虑了过程的中心值相对于规格极限的位置。简单来说,PPK主要关注过程的稳定性,而CPK则更加关注过程的能力。
在实际应用中,PPK和CPK的计算是基于样本数据的统计分析。首先,我们需要收集一定数量的样本数据,然后计算出样本的平均值和标准差。接下来,我们可以使用这些数据来计算PPK和CPK的数值,从而评估过程的性能和能力。
那么,如何解读PPK和CPK的数值呢?一般来说,当PPK和CPK的数值大于1.33时,表示过程具有良好的稳定性和能力;当数值在1到1.33之间时,表示过程的稳定性和能力一般;而当数值小于1时,则意味着过程存在严重的稳定性和能力问题,需要进行改进和优化。
在实际生产中,我们可以根据PPK和CPK的数值来进行质量管理和改进。如果发现PPK和CPK的数值较低,我们可以通过优化工艺流程、改进设备精度、加强员工培训等方式来提高过程的稳定性和能力。而当PPK和CPK的数值较高时,我们也需要密切关注过程的变化,确保产品质量始终处于良好状态。
除了对过程的评估和改进,PPK和CPK还可以在供应链管理和产品设计中发挥重要作用。通过对供应商和原材料的PPK和CPK进行评估,我们可以选择稳定性和能力较高的供应商和原材料,从而提高产品的质量和稳定性。在产品设计阶段,我们也可以通过对关键特性的PPK和CPK进行评估,确保产品具有良好的稳定性和一致性。
综上所述,PPK和CPK是制造业中常用的质量管理指标,它们对产品质量的稳定性和一致性起着重要的评估作用。通过对PPK和CPK的深入理解和应用,我们可以更好地改进过程、管理供应链、设计产品,从而提高产品质量和客户满意度。希望本文能够帮助读者更好地理解和应用PPK和CPK标准,为质量管理工作提供有力支持。
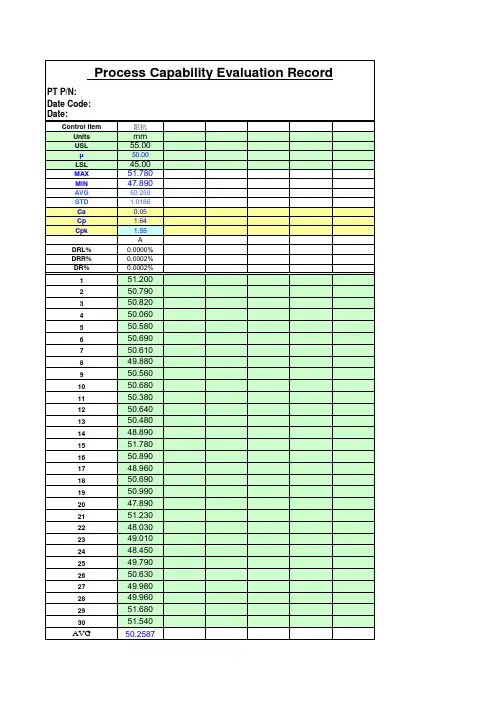
PT P/N:Date Code:Date:Control Item阻抗UnitsmmUSL55.00µ50.00LSL45.00MAX51.780MIN47.890AVG50.259STD1.0186Ca0.05Cp1.64Cpk1.55ADRL%0.0000%DRR%0.0002%DR%0.0002%151.200250.790350.820450.060550.580650.690750.610849.880950.5601050.6801150.3801250.6401350.4801448.8901551.7801650.8901748.9601850.6901950.9902047.8902151.2302248.0302349.0102448.4502549.7902650.6302749.9802849.9602951.6803051.540AVG50.2587 Process Capability Evaluation Record STD1.019GRAD A1.00GRAD B11.00GRAD B22.00GRAD C12.00GRAD C23.00GRAD D4.00GradeAZ15.163Z24.655DRL%0.0000%DRR%0.0002%DR%0.0002%Measure Methodcomments:(P.S.: CP:Caliper; MM:Micrometer; CM:CMM; PJ:Projetor; HG:Height Gauge; PG:Pin Gauge)Preparedby: 裴巧娟 Checked by:劉忠霞

CPK制程指数
1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个叁数:Ca , Cp.
Ca: 制程准确度。 Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - ┃Ca┃),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)
4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限 规格下限;规格中心值=(规格上限+规格下限)/2;
8. 依据公式:Ca=(X’-U)/(T/2) , 计算出制程准确度:Ca值
9. 依据公式:Cp =T/6Sigma , 计算出制程精密度:Cp值
10.依据公式:Cpk=Cp*(1-绝对值Ca) , 计算出制程能力指数:Cpk值
11.Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
A++级 Cpk≥2.0 特优 可考虑成本的降低
A+ 级 2.0 > Cpk ≥ 1.67 优 应当保持之
A 级 1.67 > Cpk ≥ 1.33 良 能力良好,状态稳定,但应尽力提升为A+级
B 级 1.33 > Cpk ≥ 1.0 一般 状态一般,制程因素稍有变异即有产生不良
的危险,应利用各种资源及方法将其提升为
A级
C 级 1.0 > Cpk ≥ 0.67 差 制程不良较多,必须提升其能力
D 级 0.67 > Cpk 不可接受 其能力太差,应考虑重新整改设计制程。