计量型MSA-GRR报告
- 格式:xls
- 大小:168.50 KB
- 文档页数:2



MSA中GRR(重复性和再现性)简单介绍在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。
测量系统的误差由稳定条件下运行的测量系统多次测量数据的统计特性:偏倚和方差来表征。
偏倚指测量数据相对于标准值的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
01 引言一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一。
测量系统的偏倚和线性由量具校准来确定。
测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控。
测量系统的重复性和再现性由Gage R&R研究来确定。
分析用的数据必须来自具有合适分辨率和测量系统误差的测量系统,否则,不管我们采用什么样的分析方法,最终都可能导致错误的分析结果。
在QS9000中,对测量系统的质量保证作出了相应的要求,要求企业有相关的程序来对测量系统的有效性进行验证。
02测量系统是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;用来获得测量结果的整个过程。
03表标准构成测量系统的主体元素之测量仪器必须经过校准至可追溯的标准国家标准←第一级标准(连接国家标准和私人公司、科研机构等)←第二级标准(从第一级标准传递到第二级标准)←工作标准(从第二级标准传递到工作标准)←量具04 术语4.1 分辨率:最小读数单位、测量分辨率、刻度限度或探测度。
1.目的保证公司有效展开测量系统分析(MSA)工作,保证测量系统的可靠性,提高测量数据的质量,并为改进提供支持。
2.适用范围在控制计划中所要求的用于测量产品的特性与性能的测量系统。
3.引用文件《测量系统分析》第三版。
4.术语定义4.1.测量:赋值(或数)给具体事物以表示它们之间关于特定特性的关系。
4.2.量具:任何用来获得测量结果的装置,经常用来特指用在车间的装置,包括用来测量合格/不合格的装置.4.3.测量系统:用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合,用来获得测量结果的整个过程.4.4.稳定性:是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差.偏倚:是测量结果的观测平均值与基准值的差值.4.5.线性:是在量具预期的工作范围内,偏倚值的差值.4.6.重复性(EV):是由一个检验员,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差.4.7.再现性(AV):是由不同的检验员,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差.4.8.零件变差(PV):不同零件之间的变差,零件在多人多次同一个量具测量出的平均值的变差。
4.9.总变差(TV):测量值与真值(基准值)之间的总变差。
4.10.检具能力:由检测设备的测量不确定度与检验特性的公差的比例关系确定.5.职责5.1.质量部负责并组织研发、生产等测量系统涉及人员实施测量系统分析5.2.新产品开发APQP小组成员评价测量系统的可接收性,并对存在的问题采取纠正措施,根据测量,在检验基准书上配置合适的量检具6.工作程序6.1.测量系统的分类6.1.1质量部组织确认测量系统类型,类型包括计量型测量系统、计数型测量系统、复杂测量系统、量化过度测量系统。
6.1.2质量部组织确认需要研究的范围计量型测量系统研究稳定性、偏倚、线性、重复性和再现性。
计数型测量系统研究检验员自身一致性、检验员之间一致性、检验员与标准之间一致性复杂测量系统研究稳定性和变异性6.2.计量型测量系统分析6.2.1仪器和人员的选择测量仪器必须是经过检定或校准合格,测量仪器分辨率的第一准则是能够分辨过程变差的10%。

GR&R的解释及推理质量知识2009-03-25 10:35:31 阅读389 评论1 字号:大中小4.4 测量系统分析的方法在进行测量系统分析时,为最大限度的减少误导结果的可能性,应采取下列步骤:a) 被分析的测量系统应在检定(校准)有效期内;b) 测量者应明确测量系统的重要性且认真仔细的进行测量;c) 在进行GRR分析时,应按照随机顺序进行测量,以确保整个研究过程的任何变化为随机分布。
测量者不应知道正在被测量零件的编号,以避免可能的偏倚。
但组织进行测量系统分析的人员应该知道正在检查哪一个零件,并在《量具重复性和再现性数据表》或《计数型测量系统分析报告》中相应记录实测数据;d) 对计量型量具,读数应估计到尽可能精确的值,一般读数应取至最小刻度的一半;e) 对计数型量具,只读“接受”或“拒收”的结果;f) 每一位测量者都应采用相同的方法,包括所有步骤来获得读数;g) 在进行GRR分析时,测量结束后,组织进行测量系统分析的人员应根据《量具重复性和再现性数据表》中的数据进行计算,并将计算结果填入测量系统分析《量具重复性和再现性报告》中,以用来分析每个变差和整个测量系统的过程变差的百分比;h) 对于稳定性分析,应将所记录的数据按时间顺序画在Xbar-R控制图上,然后进行分析,判断其是否处于失控或不稳定状态;i) 对于计数型量具,组织进行测量系统分析的人员根据《计数性测量系统分析报告》,填写评价结果。
4.5 数据记录表格的填写方法在测量系统分析(MSA)的过程所用的记录表格样式可参照《测量系统分析》参考手册(第三版)所附的表格样表制定。
收集数据后的计算填写程序如下:(1)第1、2、3行中的最大值减去它们的最小值;把结果记入第5行。
在第6、7和8行,11、12和13行重复这一步骤,并将结果记录在第10和15行;(2)把填入第5、10和15行的数据变为正数;(3)将第5行的数据相加并除以零件数量,得到第一个操作者的测量平均极差Rbar。
NON DESTRUCTIVE TEST
'01 PSW '01 PSW'!A6'01 PSW'!A21
'01 PSW'!A54
'01 PSW'!H54
GAGE SYSTEM NEEDS IMPROVEMENT
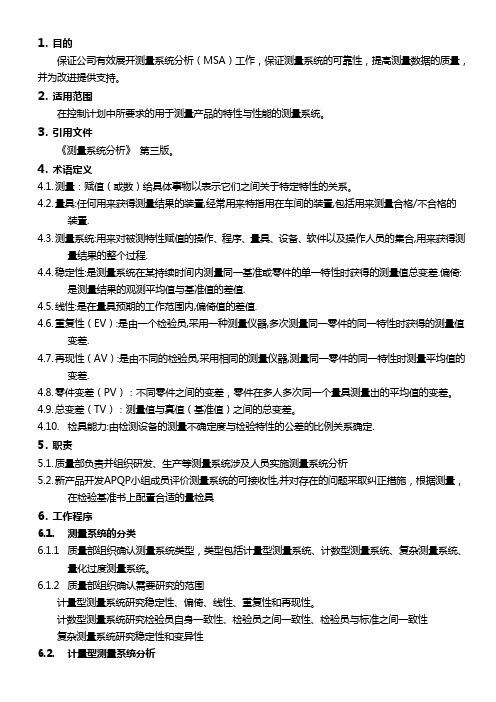
Part number 8S79-17C749-A-PIA03/04零件名称:CD345焊接支架B
Plant Characteristic 4 量具编号:TP-01 Coord by Tolerance
0.5
单位:克
量具名称:天平 Phone #Total Variation (TV)0.04905量具规格:0-200
日期:
2007.04.29OPERATOR P A R T 计算结果
TRIAL #12345678910AVG A 1 4.000
4.050 4.100 4.000 3.950 4.000 3.950 4.000 4.100 4.000A 1 4.0152 4.000
4.050 4.100 4.000 3.950 4.000 3.950 4.000 4.100 4.000A 2 4.0153
4.000 4.050 4.100 4.000 3.950 4.000 3.950 4.000 4.100 4.000A 3
4.015Average
4.000 4.050 4.100 4.000 3.950 4.000 3.950 4.000 4.100 4.000X A 4.015Range 0.0000.0000.0000.0000.0000.0000.0000.0000.0000.000R A
0.000B 1
4.000 4.050 4.100 4.000 3.950 4.000 3.950 4.000 4.100 4.000B 1 4.0152
4.000 4.000 4.100 4.000 3.950 4.000 3.950 4.000 4.100 4.000B 2 4.0103
4.000 4.050 4.100 4.000 3.950 4.000 3.950 4.000 4.150 4.000B 3
4.020Average 4.000 4.033 4.100 4.000 3.950 4.000 3.950 4.000 4.117 4.000X B 4.015Range 0.0000.0500.0000.0000.0000.0000.0000.0000.0500.000R B
0.010C 1
4.000 4.050 4.100 4.000 3.950 4.000 4.000 4.000 4.100 4.000C 1 4.0202
4.000 4.050 4.100 4.000 3.950 4.000 4.000 4.000 4.100 4.000C 2 4.0203
4.000 4.050 4.100 4.000 3.950 4.000 4.000 4.000 4.100 4.000C 3
4.020Average 4.000 4.050 4.100 4.000 3.950 4.000 4.000 4.000 4.100 4.000X C 4.020Range
0.0000.0000.0000.0000.0000.0000.0000.0000.0000.000R C
0.000PART
4.000
4.044
4.100
4.000 3.950 4.000 3.967 4.000 4.106 4.000R PART =
0.156R =
R A + R B + R C / No of operators =
0.000+0.010+
0.000
/
3
R =0.003X DIFF =[Max (X )ABC ] - [Min (X )ABC ] =
4.020- 4.015X DIFF =
0.005UCL R =R *D 4 =0.003* 2.580UCL R =0.009LCL R =R
*D 3 =0.003
*
0.000
LCL R =
0.000
OPERATOR 评价人姓名:NOTE : It has been statistically proven that the Tolerance Method is better
A 邹开琼to determine measurement equipment reliability. Even with negative
B 陈西琴Kurtosis data sets, the recorded measurements will be less than 1% away
C 邓丽君from the true value if GR&R is below 30%. Contact Quality Group if you
GOOD UNTIL GAGE ECL/revision CHANGE need more information.
FROM DATA SHEET:R =0.003X DIFF =0.005R PART =0.156Measurement Unit Analysis Base on PART TO PART Variation Repeatibility - Equipment Variation (EV)
EV =R * K 1% EV = 100[EV/TV]
EV =0.002Trials K 1% EV = 4.02
30.5908
Reproducibility - Appraiser Variation (AV)
AV= [ ( X DIFF * K 2)2 - (EV 2 / nr)](n parts, r trials)% AV = 100[AV/TV]
AV=0.003Oper K 2% AV = 5.25
30.52
Repeatibility & Reproducibility (R & R)% R&R = 100[R&R/TV]
R&R= (EV 2 + AV 2
)% R&R = 6.61R&R=0.003
Part Variation (PV)
PV=R PART * K 3Parts K 3% PV = 100[PV/TV]PV=0.049100.3146% PV =99.78
Total Variation (TV)Based on PART VARIATION
TV= (R&R 2 + PV 2)#REF!GAGE IS REJECTED TV=0.049RANGES OUT OF UCLr
NDC=21.2854
Number of Distinct Data Categories(NDC)
NDC=1.41* (PV/R&R)
Guidelines for acceptance of gage repeatability and reproducibility (%R&R):
UNDER 10% ERROR : Gage system OK
10% to 30% ERROR:May be acceptable based upon importance of application. Calculate "breakpoint" = RPN x (% Gage R&R/100) and
check that is less than 37.8 and (% Gage R&R) less than 30%. See next page for conclusion of usage.
OVER 30% ERROR:Gage system needs improvement. Identify the problems and have them corrected.
Using TOLERANCE method
Using TOLERANCE method
NON DESTRUCTIVE TEST
'01 PSW'01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Part number8S79-17C749-A-PIA03/04零件名称:CD345焊接支架B Plant
Characteristic4量具编号:TP-01Coord by
Tolerance0.5单位:克量具名称:天平Phone #
Total Variation (TV)0.04905量具规格:0-200日期:2007.04.29。