轴承与轴颈测量选配及管理系统的研究与开发
- 格式:pdf
- 大小:246.40 KB
- 文档页数:4
转向架是铁道车辆的重要组成部分 , 而轮对轴箱 装置作为转向架重要部件之一 , 除传递车辆载荷外 , 还传递轮轨之间的各种作用力 。其组装质量的好坏 , 直接影响车辆的运行安全 , 尤其是旅客的旅行安全 。 因此 , 在轮对轴箱装置的组装过程中 , 对轴承和轴颈 的配合有着严格的要求 。目前 , 大多数轴承与轴颈的 测量基本采用卡尺或千分表测量 , 不但费时费力 , 而 且测量精度受测量手段限制 , 效率较低 , 对轴承与轴 颈的组装质量带来一定影响 。
精度要求 , 而且解决了使用卡尺测量时人为因素的影
响 , 如卡尺斜放 、轴颈不同位置对测量结果的影响等 。 此装置便于测量 , 对操作人员的技术要求不高 。
312 测量夹具结构设计 因为采用接触测量 , V 形块的内表面在测量过程
中与轴颈接触 , 长期使用会产生磨损 , 从而影响定位
精度 , 所以采用可拆分设计 , 根据 V 形块内接触面的 磨损情况更换标准件 。V 形块与光栅尺采用螺纹连接 ,
测量尺和夹具都固定在工作台上 , 测量尺移动端 的运动轨迹与图 2 的轴线 a0 b0 重合 。使用时 , 测量尺 固定端置于靠近轴线 b0 端的内径上 , 测量尺移动端 s 沿轴线 a0 b0 向 a0 端移动 , 直至接触轴承内径 。光栅 尺分度尺安装在测量尺移动端上 , 能随着测量尺移动 端滑动 。测量尺移动端的左右运动带动光栅尺分度尺 作左右运动 , 输出的信号通过方向识别 、计数等分析 处理 , 可计算出移动距离 , 从而计算出轴承内径尺寸 大小 。 214 测量的误差分析
第 27 卷第 4 期 2007年8月
铁道机车车辆 RAILWAYLOCOMOTIVE & CAR
Vol127 No14 Aug1 2007
文章编号 : 1008 - 7842 (2007) 04 - 0025 - 03
轴承与轴颈测量选配及管理系统的研究与开发
郭晓龙1 , 宋永增1 , 李铁锚2
因此 , 内径测量装置在调整和使用中应注意 : 两
支点高度必须一致 ; 测量装置在调整和使用时必须注
意支点磨损程度 , 测量前应对测量装置进行标定 。
3 手持式移动测量夹具设计
311 轴颈测量方法的确定
对于轴颈测量常采用两点接触法或三点接触法进
行。
两点接触法主要包括以下几种 : 对于一般精度的
轴颈常用卡尺 、千分表等通用量具测量 ; 对精度较高
的录入 、匹配分析等 , 同时又基本涵盖了轴承与轴颈 参数管理的各个层面 。实现了以下功能 : 数据录入 (数据的自动录入和人工录入) 、查询 (轴承轴颈匹配 查询和日常查询) 、分析 (轴承 、轴颈的匹配分析) 、 数据报表 、数据维护 、设置功能 、文献汇编和帮助 。
管理系统可以与轴承 、轴颈的测量系统进行交互 , 能够保证相关在线参数的存储和查询匹配 。参数管理
测微仪测头方向在 V 形块中心线的上端时 , 被测
轴颈相对于标准轴颈的差值反映在测微仪的变化 h上
上。
通过 o1 和 o′1 向工作面引垂线 o1 A 和 o′1 B , 它们Fra bibliotek的差值
o′1 M =
D1 2
d1 ,
则 o1 o′1 =
D1 2
d1 ·sin1α
所以
h上
为
h上
=
D1 2
+
o1 o′1 -
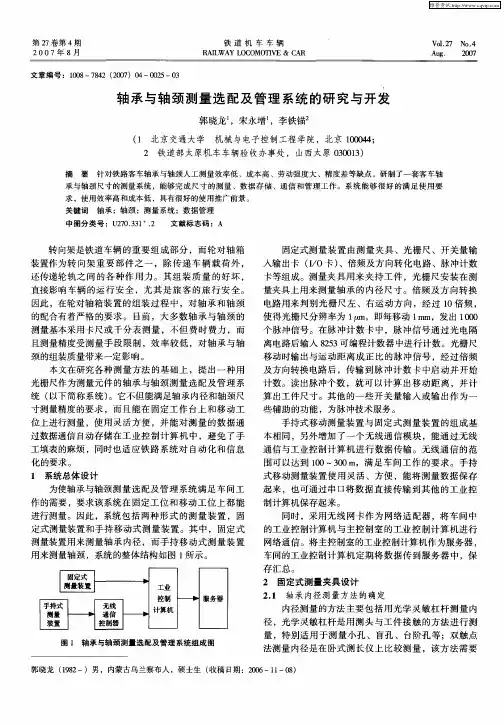
为使轴承与轴颈测量选配及管理系统满足车间工 作的需要 , 要求该系统在固定工位和移动工位上都能 进行测量 。因此 , 系统包括两种形式的测量装置 , 固 定式测量装置和手持移动式测量装置 。其中 , 固定式 测量装置用来测量轴承内径 , 而手持移动式测量装置 用来测量轴颈 , 系统的整体结构如图 1 所示 。
轴承内径测量夹具原理如图 2 所示 , 两个固定点 c0 、d0 , 轴线 a0 b0 是 c0 d0 的垂直平分线 , 也是测量 尺的移动端 s 的移动轴线 。当将工件放置在固定点 c0 、d0 , 并用压紧装置压紧时 , 则工件的直径必在固 定点 c0 、d0 的垂直平分线上 , 即轴线 a0 b0 上 。
系统的建立 , 将过去由人工填写记录等 , 转到计算机 管理 , 减少了工作量 , 提高了工作效率 , 而且使轴颈 、 轴承尺寸等相关轮对参数的管理 , 如查询 、匹配分析 、 总结等更方便 、准确 、快捷 。
本文采用的光栅尺全长 200 mm , 100 条/ mm ( d′ = 10μm) 刻线 , 经内部 10 倍频 , 分辨率为 1μm。每 移动 1 mm , 发出 1 000 个脉冲信号 。如果为提高分辨 率 , 还可以采用通用逻辑列阵 GAL 门来实现多倍变频 进一步提高精度 。 213 测量夹具原理设计
d1 2
=
12+sisniαnα(
D1
- d1) 当测微仪置于轴颈下端时 , 被测轴颈与标准轴颈
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
密封圈密封 , 如图 4 。 实际使用中 , 操作人员手持装置 , 使 V 形块开口
向下 , 放置于轴颈上 , 调节光栅尺的移动 , 则可以测
量出变 化 量
h 。根据公式
h下
=
1 - sinα 2sinα
( D1
-
d1 ) ,
已知标准直径 d1 , α= 45 °, 及变化量 h , 就可计算出
被测轴颈 D1 。
光学灵敏杠杆测量内径时的定位精度为 015μm , 要求测量头的球头尺寸误差小于 015μm , 仪器的误差 与瞄准误差有关 , 其测量方法的极限误差为 2μm , 而 此系统的设计精度为 1μm , 不满足设计精度 。卧式测 长仪的精度一般为 1μm。
本文根据轴承内径测量装置的要求 , 选择以三点 接触测量为基础 , 仿内径百分表的测量原理 , 使用光 栅尺为测量元件的测量方法 , 可以满足测量精度 , 而 且结构较卧式测长仪简单 。 212 光栅尺检测原理
图 1 轴承与轴颈测量选配及管理系统组成图
固定式测量装置由测量夹具 、光栅尺 、开关量输 入输出卡 ( I/ O 卡) 、倍频及方向转化电路 、脉冲计数 卡等组成 。测量夹具用来夹持工件 , 光栅尺安装在测 量夹具上用来测量轴承的内径尺寸 。倍频及方向转换 电路用来判别光栅尺左 、右运动方向 , 经过 10 倍频 , 使得光栅尺分辨率为 1μm , 即每移动 1 mm , 发出 1 000 个脉冲信号 。在脉冲计数卡中 , 脉冲信号通过光电隔 离电路后输入 8253 可编程计数器中进行计数 。光栅尺 移动时输出与运动距离成正比的脉冲信号 , 经过倍频 及方向转换电路后 , 传输到脉冲计数卡中启动并开始 计数 。读出脉冲个数 , 就可以计算出移动距离 , 并计 算出工件尺寸 。其他的一些开关量输入或输出作为一 些辅助的功能 , 为脉冲技术服务 。
第4期
轴承与轴颈测量选配及管理系统的研究与开发
2 7
图 3 V 形法测轴径尺寸
之差值反映在测微仪的变化 h下 上
h下 =
d1 2
+
o1 o′1 -
D1 2
=
D1 - d1
2sinα
-
D1 2
d1 =
1 2-sisniαnα( D1 - d1)
本文采用 V 形法测量轴颈 , 同时测微仪使用光栅
尺作为测量元件 , α= 45 °。这样不仅符合轴颈测量的
2 6
铁道机车车辆
第 27 卷
一个标准环规 , 对标准环规调好返回点后即可在读数 显微镜中读取第一个读数 , 然后换上被测件 , 读取第 二个读数 , 则两个读数之差值即为被测孔径与标准环 规孔径的差 ;三触点测量内径是通常采用百分表或千分 表式内径测量量具 ,测量时两点固定 ,一点为活动测头 , 通过直角铰链和杠杆传动到百分表或千分表测头 。
的轴颈 , 可用立式或卧式测长仪等仪器进行绝对法测
量 , 即以仪器的标准刻度尺与被测轴颈比较 , 从而得
到被测轴颈的直径 ; 对于高精度的轴颈 , 特别是轴颈
尺寸较小时 , 常用各种形式的比较仪进行相对法测量 ,
即将被测轴径与相应尺寸的量块相比较 , 从仪器上读
轴颈与量块尺寸的差值 。
三点接触法主要的应用有弦高法测量轴颈和 V 形
光栅尺检测主要用高一级精度的光栅尺做母尺 , 或以一般激光干涉仪作为标准 , 利用光栅尺形成的莫 尔条纹 , 通过辨向 、光电转换和细分等环节实现长度 计数测量 。光栅尺是用真空镀膜的方法在表面上刻上
均匀密集线纹 , 线纹相互平行 , 线纹之间的距离 (栅 距) d′相等 , 刻线的密集程度根据所需精度决定 , 常 用 的是 50 条/ mm ( d′= 20μm) 或 100 条/ mm ( d′= 10μm) 刻线 。
手持式移动测量装置与固定式测量装置的组成基 本相同 , 另外增加了一个无线通信模块 , 能通过无线 通信与工业控制计算机进行数据传输 。无线通信的范 围可以达到 100~300 m , 满足车间工作的要求 。手持 式移动测量装置使用灵活 、方便 , 能将测量数据保存 起来 , 也可通过串口将数据直接传输到其他的工业控 制计算机保存起来 。
影 响轴承内径测量装置测量精度主要有以下两个
图 2 轴承内径测量夹具
因素 :
(1) 测点高度不一致时引起误差 。在调整内径测
量装置时 ,两个支点 c 、d 的高度必须在同一水平面内 ,
否则将产生因被测轴承由于形位误差而引起测量误差 。
(2) 支点磨损引起误差 。当使用一段时间后 , 支
点头部必将磨损 , 引起测量误差 。
法测量轴颈 。由于弦高法测量装置复杂 , 而且对操作
人员的要求较高 , 这里只介绍 V 形法测量轴颈的方