-铸件的凝固时间和凝固速度
- 格式:doc
- 大小:201.00 KB
- 文档页数:3

铸件的凝固方式以铸件的凝固方式为标题,我们来探讨一下铸件凝固时的过程和方式。
铸件的凝固方式对于最终产品的质量和性能有着重要的影响。
铸件凝固是指熔融金属在注入模具后逐渐冷却固化的过程。
在此过程中,熔融金属从液态逐渐转变为固态,并逐渐形成所需的形状和结构。
铸件的凝固方式主要有两种,分别是自由凝固和受限凝固。
1. 自由凝固自由凝固是指铸件在凝固过程中没有受到外界约束,自由地冷却和凝固。
在自由凝固中,铸件的形状和结构往往受到凝固前液态金属的流动和自由收缩的影响。
自由凝固的特点是凝固开始于模具壁面,然后逐渐向内部传导。
在凝固过程中,熔融金属的温度降低,密度增加,体积收缩,因而产生固态铸件的收缩缺陷。
这种缺陷一般分布于铸件的中央位置,形成所谓的中央收缩孔。
自由凝固的优点是凝固速度较快,易于操作和控制。
缺点是容易产生缺陷,需要进行后续处理和修复。
2. 受限凝固受限凝固是指在铸件凝固过程中,铸件受到外界约束,不能自由冷却和凝固。
在受限凝固中,铸件的形状和结构往往受到模具的限制和约束。
受限凝固的特点是凝固开始于模具壁面,然后沿着模具内部的特定路径逐渐向内部传导。
在凝固过程中,熔融金属的温度降低,密度增加,体积收缩,因而产生固态铸件的收缩缺陷。
与自由凝固不同的是,受限凝固可以通过模具的限制来控制和减少收缩缺陷的产生。
受限凝固的优点是可以减少或避免收缩缺陷的产生,提高铸件的质量和性能。
缺点是凝固速度较慢,需要更长的时间来完成凝固过程。
除了自由凝固和受限凝固外,还有一些特殊的凝固方式,如定向凝固和等温凝固。
定向凝固是在凝固过程中通过外界手段来控制和定向熔融金属的凝固方向。
通过定向凝固可以使铸件的晶粒结构和力学性能得到改善。
等温凝固是指在凝固过程中保持一定温度的状态,使铸件的温度保持不变。
等温凝固可以使铸件的晶粒细化,提高铸件的强度和韧性。
铸件的凝固方式对于最终产品的质量和性能有着重要的影响。
自由凝固和受限凝固是常见的凝固方式,它们分别具有不同的特点和优缺点。
C4 铸件的凝固与补缩本章内容:铸件的凝固过程、凝固特性对铸件质量的影响,缩孔、缩松的形成机理、防止措施以及冒口和冷铁的应用。
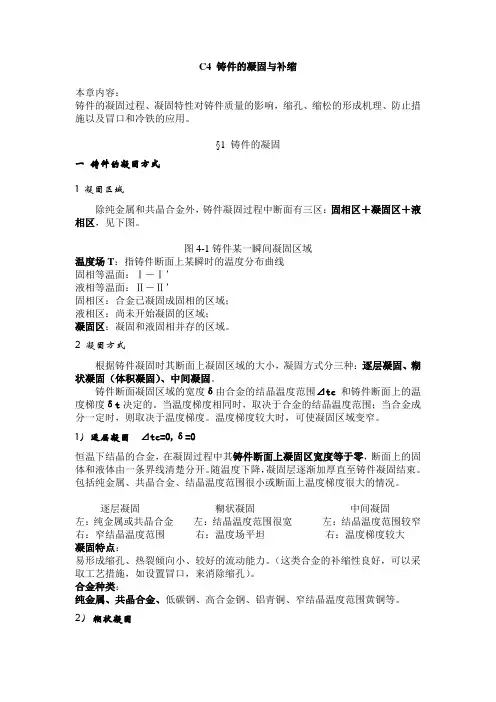
§1 铸件的凝固一铸件的凝固方式1 凝固区域除纯金属和共晶合金外,铸件凝固过程中断面有三区:固相区+凝固区+液相区,见下图。
图4-1铸件某一瞬间凝固区域温度场T:指铸件断面上某瞬时的温度分布曲线固相等温面:Ⅰ-Ⅰ’液相等温面:Ⅱ-Ⅱ’固相区:合金已凝固成固相的区域;液相区:尚未开始凝固的区域;凝固区:凝固和液固相并存的区域。
2 凝固方式根据铸件凝固时其断面上凝固区域的大小,凝固方式分三种:逐层凝固、糊状凝固(体积凝固)、中间凝固。
铸件断面凝固区域的宽度δ由合金的结晶温度范围⊿tc和铸件断面上的温度梯度δt决定的。
当温度梯度相同时,取决于合金的结晶温度范围;当合金成分一定时,则取决于温度梯度。
温度梯度较大时,可使凝固区域变窄。
1)逐层凝固⊿tc=0,δ=0恒温下结晶的合金,在凝固过程中其铸件断面上凝固区宽度等于零,断面上的固体和液体由一条界线清楚分开。
随温度下降,凝固层逐渐加厚直至铸件凝固结束。
包括纯金属、共晶合金、结晶温度范围很小或断面上温度梯度很大的情况。
逐层凝固糊状凝固中间凝固左:纯金属或共晶合金左:结晶温度范围很宽左:结晶温度范围较窄右:窄结晶温度范围右:温度场平坦右:温度梯度较大凝固特点:易形成缩孔、热裂倾向小、较好的流动能力。
(这类合金的补缩性良好,可以采取工艺措施,如设置冒口,来消除缩孔)。
合金种类:纯金属、共晶合金、低碳钢、高合金钢、铝青铜、窄结晶温度范围黄铜等。
2)糊状凝固铸件凝固过程中,铸件断面上的凝固区域很宽,在某一段时间内,凝固区域甚至会贯穿于铸件的整个断面,铸件表面尚未出现固相区,铸件中心已开始结晶,出现了固相。
凝固特点:补缩性差(易形成缩松)、热裂倾向大、流动能力差。
合金种类:高碳钢、球铁、锡青铜、铝镁合金及某些结晶温度范围宽的黄铜。
3)中间凝固铸件断面上凝固区域宽度介于逐层凝固和糊状凝固之间。
作业第一章液态金属的结构与性质1、如何理解实际液态金属结构及其三种“起伏”特征?理想纯金属液态结构能量起伏和结构起伏;实际纯金属液态结构存在大量多种分布不均匀、存在方式(溶质或化合物)不同的杂质原子;金属(二元合金)液态结构存在第二组元时,表现为能量起伏、结构起伏和浓度起伏;实际金属(多元合金)液态结构相当复杂,存在着大量时聚时散,此起彼伏的原子团簇、空穴等,同时也含有各种固态、气态杂质或化合物,表现为三种起伏特征交替;能量起伏指液态金属中处于热运动的原子能量有高有低,同一原子的能量也会随时间而不停变化,出现时高时低的现象。
结构起伏指液态金属中大量不停“游动”着的原子团簇不断分化组合,由于“能量起伏”,一部分金属原子(离子)从某个团簇中分化出去,同时又会有另一些原子组合到该团簇中,这样此起彼伏,不断发生着的涨落过程,似乎团簇本身在“游动”一样,团簇的尺寸及内部原子数量都随时间和空间发生着改变的现象。
浓度起伏指在多组元液态金属中,由于同种元素及不同元素之间的原子间结合力存在差别,结合力较强的原子容易聚集在一起,把别的原于排挤到别处,表现为游动原子团簇之间存在着成分差异,而且这种局域成分的不均匀性随原子热运动在不时发生着变化的现象2、根据图1-8及式(1-7)说明动力学粘度的物理意义和影响粘度的因素,并讨论粘度在材料成形中的意义动力学粘度的物理意义:表示作用于液体表面的外加切应力大小与垂直于该平面方向上的速度梯度的比例系数。
是液体内摩擦阻力大小的表征影响粘度的因素:1)液体的原子之间结合力越大,则内摩擦阻力越大,粘度也就越高;2)粘度随原子间距δ增大而降低,与δ3成反比;3)η与温度T 的关系总的趋势随温度T 而下降。
(实际金属液的原子间距δ也非定值,温度升高,原子热振动加剧,原子间距随之而增大,因此η会随之下降。
)4)合金组元(或微量元素)对合金液粘度的影响,如果混合热H m为负值,合金元素的增加会使合金液的粘度上升(H m 为负值表明异类原子间结合力大于同类原子,因此摩擦阻力及粘度随之提高)如果溶质与溶剂在固态形成金属间化合物,则合金液的粘度将会明显高于纯溶剂金属液的粘度,这归因于合金液中存在异类原子间较强的化学结合键。
铸造工高级理论试题及答案铸造工艺作为制造业中的重要组成部分,对于提高产品质量、降低生产成本具有重要意义。
为了检验铸造工的专业理论水平,以下是一套铸造工高级理论试题及答案,旨在帮助铸造工更好地掌握和应用铸造理论知识。
一、单项选择题1. 铸造合金的流动性主要取决于以下哪个因素?A. 合金种类B. 超声波C. 浇注温度D. 铸型材料答案:C2. 下列哪项不是铸造缺陷?A. 气孔B. 缩孔C. 夹杂D. 焊接答案:D3. 铸造过程中,型砂的水分含量对铸件质量有何影响?A. 无影响B. 影响铸件表面粗糙度C. 影响铸件尺寸精度D. 影响铸件的内部结构答案:C4. 金属型铸造与砂型铸造相比,其主要优点是什么?A. 成本低B. 精度高C. 易于大规模生产D. 材料利用率高答案:B5. 压力铸造与重力铸造的主要区别在于?A. 铸件材料B. 铸型材料C. 浇注方式D. 冷却速度答案:C二、判断题1. 铸造过程中,提高浇注温度可以提高铸件的表面质量。
(对/错)答案:对2. 所有铸造合金都可以通过改变成分来提高其流动性。
(对/错)答案:错3. 铸造缺陷的产生与铸造工艺无关,完全取决于材料本身。
(对/错)答案:错4. 金属型铸造适用于大批量生产。
(对/错)答案:对5. 铸造过程中,型砂的紧实度越高,铸件的尺寸精度越高。
(对/错)答案:错三、简答题1. 简述铸造工艺中“缩孔”和“缩松”的区别。
答案:缩孔是指铸件在凝固过程中,由于收缩而在铸件内部或表面形成的孔洞,通常呈现为宏观可见的圆形或椭圆形空洞。
而缩松则是铸件内部的微小孔洞,通常不可见,是由于铸件最后凝固部分的收缩未能得到充分的金属液补充而形成。
缩松通常通过超声检测或射线检测来发现。
2. 论述影响铸件冷却速度的因素。
答案:铸件的冷却速度受多种因素影响,主要包括:- 铸件材料:不同材料的热传导性能不同,影响冷却速度。
- 铸件壁厚:壁厚越大,热量传递到外部的难度越高,冷却速度越慢。
铸造工程基础习题及答案一、砂型铸造部分 (一)填空及名词解释1(设置冒口、冷铁和铸肋的主要目的是(防止缩孔、缩松、裂纹和变形等铸造缺陷)。
(stripping time):指从混砂结束开始,在芯盒内制的砂芯(或未脱2(脱模时间模的砂型)硬化到能满意地将砂芯从芯盒中取出(或脱模),而不致发生砂芯(或砂型)变形所需的时间间隔。
3。
补贴:为实现顺序凝固或加强补缩效果,在靠近冒口的铸件壁厚上补加的倾斜的金属块。
4( 水玻璃是各种硅酸盐的统称。
在铸造上常用的有钠水玻璃、钾水玻璃、锂水玻璃,分别为(硅酸钠、硅酸钾、硅酸锂)的水溶液,其化学式分别为(NaO。
2mSiO 。
nHO、KO。
mSiO。
nHO、LiOmSiO2。
nHO)。
22222 225(流动性:型砂在外力或自重作用下,沿模样与砂粒之间相对移动的能力称为流动性。
6(气硬冷芯盒法(vapor cold box process):将混好的双组份树脂砂填入芯盒,然后在室温下通过吹气硬化制成砂芯的方法。
7.型、芯砂:将原砂或再生砂+粘结剂+其它附加物等所混制成的混合物为型砂或芯砂(其中将其用于铸型者被称为型砂,用于制砂芯者称为芯砂)。
8(可使用时间(bench life,working time):指自硬树脂砂(其它化学粘结剂也相同)混砂后能够制出合格砂芯的那一段时间。
9。
冷铁:为增加铸件局部冷却速度,在型腔内部及工作表面安放的金属块。
10(热芯盒法(hot-box process):用液态热固性树脂粘结剂和催化剂配制成的芯砂,吹射入加热到一定温度的芯盒内(180-250C),贴近芯盒表面的砂芯受热,其粘结剂在很短时间即可缩聚而硬化而制成砂芯的方法。
(二)问答题1. 铸铁件、铸钢件和铸造非铁合金件用的湿型砂各具有什么特点, 答题要点:由于铸铁件、铸钢件和铸造非铁合金件的合金特性和浇注温度不同,因此它们用的湿型砂不宜一样。
铸铁件的合金熔点较高(略低于铸钢),浇注温度一般在1200?一1400?左右,因此对湿型砂耐火度的要求可比铸钢件低。

铸件的三种凝固方式铸件的凝固方式啊,那可真是有趣得很呢!咱先来说说逐层凝固吧。
这就好比是盖房子,一层一层地往上盖,整整齐齐,规规矩矩。
铸件从表面开始,慢慢地向里凝固,就像砌墙一样,一块砖一块砖地垒起来。
这样凝固出来的铸件啊,质地比较均匀,性能也相对稳定呢!你想想看,要是盖房子盖得乱七八糟的,那能住得安心吗?同理,铸件要是不能好好地逐层凝固,那质量能好到哪里去呢?再说说糊状凝固。
哎呀呀,这就有点像摊煎饼啦!一下子倒下去一大摊面糊,然后等着它慢慢凝固。
这时候啊,整个铸件的凝固区域和液相区域是混杂在一起的,就像那还没完全摊匀的煎饼糊。
这样的凝固方式呢,虽然没有那么整齐有序,但也有它的好处呀。
它可以适应一些比较复杂的形状,就像煎饼可以摊成各种奇奇怪怪的形状一样。
还有中间凝固呢。
这就像是走在一条中间道路上,既不是完全的逐层凝固,也不是彻底的糊状凝固。
它有点综合了两者的特点,既有一定的顺序,又不是那么死板。
这种凝固方式就像是个“中庸之道”的践行者,不偏不倚,恰到好处。
你说这三种凝固方式是不是各有各的特点,各有各的用处呢?就像我们人一样,每个人都有自己独特的性格和能力,都能在不同的地方发挥作用。
铸件的凝固方式也是如此呀,在不同的情况下,我们需要选择合适的凝固方式,才能制造出高质量的铸件。
比如说,要是我们需要制造一个对精度要求很高的零件,那是不是就得选择逐层凝固呢?这样才能保证它的质地均匀,尺寸精确呀。
要是要做一个形状很奇特的铸件,那可能糊状凝固就更合适啦,能让它更好地适应复杂的形状。
而中间凝固呢,就像是个多面手,在很多情况下都能派上用场。
所以啊,我们可不能小瞧了这小小的铸件凝固方式。
它们就像是铸造世界里的魔法,能让一块块普通的金属变成各种各样有用的东西。
我们得好好了解它们,掌握它们的特点和规律,才能让它们为我们服务呀!这可不是开玩笑的,要是弄错了凝固方式,那可就麻烦大啦!铸件的质量可就没法保证了,说不定还会出现各种问题呢!总之呢,铸件的三种凝固方式就像是三把钥匙,能打开不同的铸造之门。
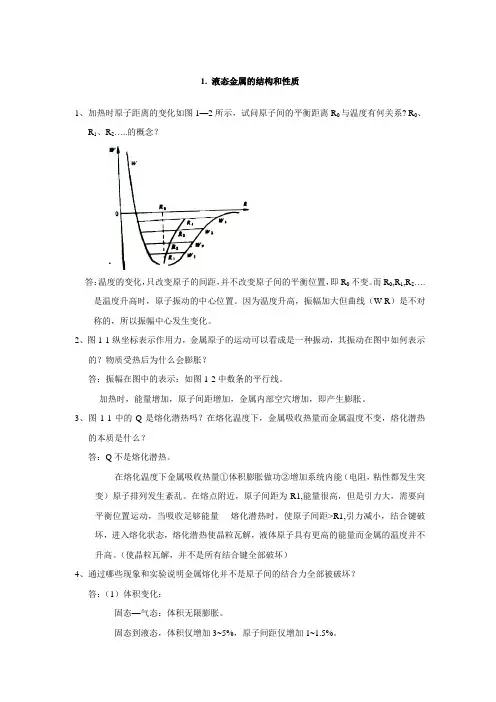
1. 液态金属的结构和性质1、加热时原子距离的变化如图1—2所示,试问原子间的平衡距离R0与温度有何关系? R0、R1、R2…..的概念?答:温度的变化,只改变原子的间距,并不改变原子间的平衡位置,即R0不变。
而R0,R1,R2….是温度升高时,原子振动的中心位置。
因为温度升高,振幅加大但曲线(W-R)是不对称的,所以振幅中心发生变化。
2、图1-1纵坐标表示作用力,金属原子的运动可以看成是一种振动,其振动在图中如何表示的?物质受热后为什么会膨胀?答:振幅在图中的表示:如图1-2中数条的平行线。
加热时,能量增加,原子间距增加,金属内部空穴增加,即产生膨胀。
3、图1-1中的Q是熔化潜热吗?在熔化温度下,金属吸收热量而金属温度不变,熔化潜热的本质是什么?答:Q不是熔化潜热。
在熔化温度下金属吸收热量①体积膨胀做功②增加系统内能(电阻,粘性都发生突变)原子排列发生紊乱。
在熔点附近,原子间距为R1,能量很高,但是引力大,需要向平衡位置运动,当吸收足够能量----熔化潜热时,使原子间距>R1,引力减小,结合键破坏,进入熔化状态,熔化潜热使晶粒瓦解,液体原子具有更高的能量而金属的温度并不升高。
(使晶粒瓦解,并不是所有结合键全部破坏)4、通过哪些现象和实验说明金属熔化并不是原子间的结合力全部被破坏?答:(1)体积变化:固态—气态:体积无限膨胀。
固态到液态,体积仅增加3~5%,原子间距仅增加1~1.5%。
(2)熵值变化:△Sm/△S 仅为0.13~0.54% (3)熔化潜热:原子结合键只破坏了百分之几(4)X 线衍射分析:液态金属原子分布曲线波动于平衡密度曲线上下第一峰位置和固态衍射线极为相近,其配位数也相近,第二峰值亦近似。
距离再大,则与固态衍射线远了,液态金属中原子的排列在几个原子间距的范围内,与其固态的排列方式基本一致。
5、纯金属和实际金属在结构上有何异同?试分析铸铁的液态结构。
答:纯金属的液态结构:接近熔点的液态金属是由和原子晶体显微晶体和“空穴”组成。
第二章快速凝固技术2.1快速凝固技术概论快速凝固指的是在比常规工艺过程中快得多的冷却速度下,金属或合金以极快的速度从液态转变为固态的过程。
由于由液相到固相的相变过程进行的非常快,快速凝固材料可以获得普通铸件和铸锭无法获得的成分、相结构和显微结构。
目前,快速凝固技术是冶金领域和金属材料专业研究的重要领域。
在金属凝固过程中,凝固系统的传热强度及凝固速率对凝固过程及合金组织有着直接而重要的影响。
常规工艺下金属凝固的冷却速度一般不会超过102 K/s,通常大型砂型铸件及铸锭凝固时的冷却速度约为:10-6-10-3 K/s,中等铸件及铸锭约为10-3-100 K/s;薄壁铸件、压铸件、普通雾化约为100-102 K/s。
快速凝固的金属冷却速度一般要达到106-109 K/s。
经过快速凝固的合金,会出现一系列独特的结构与组织现象。
上世纪60年代美国加州理工学院Duwez等人采用一种特殊的熔体急冷技术,首次使液态合金在大于107 K/s的冷却速度下凝固。
他们发现,在这样快的冷却速度下,本来是属于共晶系的Cu-Ag合金中,出现了无限固溶的连续固溶体;在Ag-Ge 合金系中,出现了新的亚稳相;而共晶成分Au-Si (XSi=25%)合金竟然凝固为非晶态的结构,获得了金属玻璃。
这些发现,在世界物理冶金和材料科学工作者面前展现了一个新的广阔的研究领域。
70年代出现了利用快速凝固技术制备的晶态材料,80年代人们逐渐把注意力转向各种常规金属材料的快速凝固制备上,90年代大块非晶合金材料的开发应用取得了重大进展。
目前,快速凝固技术已成为冶金工艺学和金属材料学的一个重要分支。
快速凝固技术既是研究开发新材料的手段,也是新材料生产提高产品质量、降低生产成本的基础。
2.2 快速凝固的组织特征合金的组织结构与合金的凝固模式密切相关。
在过冷不断加深的过程中,合金的组织及结构将发生变化,图2-1 示出了冷却速度加快引起的凝固组织的变化框图。
铸件在凝固的过程中,其断面上一般分为三个区:1固相区2凝固区3液相区对凝固区影响较大的是凝固区的宽窄,依此划分凝固方式。
1)中间凝固:大多数合金的凝固介于逐层凝固和糊状凝固之间。
2)逐层凝固:纯金属,共晶成分合金在凝固过程中没有凝固区,断面液,固两相由一条界限清楚分开,随温度下降,固相层不断增加,液相层不断减少,直达中心。
3)糊状凝固:合金结晶温度范围很宽,在凝固某段时间内,铸件表面不存在固体层,凝固区贯穿整个断面,先糊状,后固化。
影响铸件凝固方式的因素总结:
1)铸件的温度梯度。
合金结晶温度范围一定时,凝固区宽度取决于铸件内外层的温度梯度。
温度梯度愈小,凝固区愈宽。
(内外温差大,冷却快,凝固区窄)。
2)合金的结晶温度范围。
范围小:凝固区窄,愈倾向于逐层凝固。
如:砂型铸造,低碳钢逐层凝固,高碳钢糊状凝固。
制造工程基础作业1: 砂型铸造工艺原理1、在砂型铸造中采用一圆柱体冒口,对于给定的冒口体积,确定如何选择其直径/长度比以获得最大的凝固时间。
按这样的尺寸关系为某铸造砂型设计圆柱体冒口,铸件为正方形平板,边长25 cm ,厚度2 cm 。
如果铸件材料为铸铁,Chvorinov 定律(p.74式4-6)的铸型常数C m =2.5 min/cm 2,试确定冒口的尺寸和体积,以使其凝固时间比铸件部分凝固时间长30%。
如采用球形冒口,试确定冒口的尺寸和体积,并与圆柱体冒口作比较。
【参考答案】:(1)凝固时间最长,则圆柱体的体积表面积比应该最大,冒口体积一定时,则表面积最小时,凝固时间最长。
设圆柱体直径d ,长度l 则体积24d V l π=,则24V l d π= 表面积22422d d V A dl dπππ=+=+ 对表面积求极值240V A d d π'=-= 得到:3/14⎪⎭⎫ ⎝⎛=πV d ,即34d V π=,代入式(2),得:l d =,即当对于给定的冒口体积,其直径/长度为1时,可获得最大的凝固时间。
(2)铸件的凝固时间(Chvorinov 定律)min 8.1422522525225255.22=⎪⎭⎫ ⎝⎛⨯⨯+⨯⨯⨯⨯⨯=⎪⎭⎫ ⎝⎛=n m A V C T 冒口的凝固时间:m in 415.23.186.1%)301(1=⨯=+=T T当圆柱形冒口直径/长度为1时,6V d A =,min 415.265.221=⎪⎭⎫ ⎝⎛⨯=⎪⎭⎫ ⎝⎛=d A V C T n m ,所以圆柱体冒口直径cm d 90.5=,长度cm l 90.5=,体积331614cm d V ==π 采用球形冒口时,343V r π=,24A r π=,3V r A =,min 415.235.221=⎪⎭⎫ ⎝⎛⨯=⎪⎭⎫ ⎝⎛=r A V C T n m 球形半径2.95cm ,体积3310834cm r V ==π (3)可见,当冒口的凝固时间相同时,采用球形冒口体积最小,也就是说,当冒口体积相同时,球形冒口的凝固时间最长。
铝合金铸造是金属铸造领域的重要分支,广泛应用于航空、汽车、电子、建筑等各个行业。
一、浇注系统浇注系统是铝合金铸造过程中的重要组成部分,它包括浇口杯、直浇道、横浇道、内浇口等部分。
浇注系统的设计合理与否直接影响到金属液体的充型能力和充型速度。
在选择浇注系统时,需要根据铸件的结构和要求来选择合适的浇口杯形状、尺寸和位置,以及合理的直浇道和横浇道结构。
同时,还需要根据浇注速度和充型时间等因素来调整内浇口的尺寸和位置。
二、铝合金铸造的参数铝合金铸造的参数主要包括压铸压力、注射速度、模具温度和填充时间。
1. 压铸压力压铸压力也是影响铸件质量和性能的重要参数。
压铸过程中的压力由压力泵产生,作用在金属液体上的压力是获得结构致密、轮廓清晰的铸件的主要因素。
压铸压力的大小直接影响到金属液体的充型能力和压实程度。
过高的压铸压力可能导致金属液体过度流动,形成飞边等缺陷;而过低的压铸压力则可能导致金属液体无法充分填充型腔,形成缩孔等缺陷。
因此,选择合适的压铸压力可以保证金属液体的充型能力和压实程度,提高铸件的质量和性能。
2. 速度(1)压铸速度铝合金铸造的注射速度是指压铸过程中注射头的速度。
注射速度的设置应该根据具体的情况来决定。
注射速度分为慢速注射和快速注射,一般慢速为0.1~0.5M/S,快速一般为0.1~1.1M/S。
铸件壁厚越薄,注射速度越快,铸件形状越复杂,注射速度越快。
铸件的突出面越大,注射速度越快,铸球路径越长,注射速度越快。
(2)浇注速度浇注速度是影响铸件质量和性能的重要因素之一。
过快的浇注速度可能导致金属液体在充型过程中产生涡流和卷气等缺陷;而过慢的浇注速度则可能导致金属液体无法充分填充型腔,形成缩孔等缺陷。
因此,在铝合金铸造过程中,需要根据铸件的结构和要求来选择合适的浇注速度。
同时,还需要根据金属液体的流动性和充型能力等因素来调整内浇口的尺寸和位置。
3. 模具温度铝合金铸造的模具温度是影响铸件质量和性能的重要参数之一。
铸件的凝固时间和凝固速度铸件的凝固时间是指从液态金属充满铸型后至凝固完毕所需要的时间,单位时间凝固层增长的厚度则称为凝固速度。
铸件的凝固时间是设计冒口尺寸的依据。
合理地确定冒口和冷铁的位置,控制铸件各部分的凝固速度,使其按一定的顺序或方向进行凝固,是获得致密健全铸件的重要条件。
另外,对大型或重要铸件,为了控制开箱时间,需对凝固时间和凝固速度进行估算。
下面介绍两种计算方法。
(1)平方根定律 对铸件的凝固过程进行传热计算,可以推导出凝固层厚度随时间的变化规律: t K =0δ 或 220K t δ=(1) tK dt d v 20==δ (2) 式中δ0——凝固层厚度(cm); K ——凝固系数(cm/min 1/2);t ——凝固时间(min);υ——凝固速度(cm/min)。
式(1)就是平方根定律,表明在砂型或金属型铸造条件下凝固层厚度δ0与凝固时间t 的平方根成正比。
凝固系数K 值与许多因素有关,实际中常用实验方法测得,见表1。
铸件凝固完毕,凝固层厚度到达壁厚中心,将壁厚的一半(δ0/2)代入式(1),即可求得凝固时间。
表1 各种合金的凝固系数 合金 冷却条件凝固系数 K /cm ·min -1/2 灰铸铁 砂型金属型0.7 2.0 可锻铸铁 砂型金属型1.12.0 铸钢砂型金属型1.32.6 黄铜 砂型金属型水冷金属型 1. 1.8 2.8 4.2平方根定律的推导,本身对铸件的凝固过程作了一些假设,故其仅适用于大型平板类结晶温度间隔较小的合金铸件,求得近似值。
(2)模数法 当合金、铸型和浇注条件确定之后,铸件凝固时间决定于铸件的体积与散热表面积之比,即铸件的模数M C (M C = V c / S),也称折算厚度或当量厚度。
可以推出 22221⎥⎦⎤⎢⎣⎡==S V K K M t C C (3) 式中 t ——铸件凝固时间;V c ——铸件体积;S ——铸件散热表面积;M C ——铸件模数。
铸件的凝固时间和凝固速度
铸件的凝固时间是指从液态金属充满铸型后至凝固完毕所需要的时间,单位时间凝固层增长的厚度则称为凝固速度。
铸件的凝固时间是设计冒口尺寸的依据。
合理地确定冒口和冷铁的位置,控制铸件各部分的凝固速度,使其按一定的顺序或方向进行凝固,是获得致密健全铸件的重要条件。
另外,对大型或重要铸件,为了控制开箱时间,需对凝固时间和凝固速度进行估算。
下面介绍两种计算方法。
(1)平方根定律 对铸件的凝固过程进行传热计算,可以推导出凝固层厚度随时间的变化规律: t K =0δ 或 220K t δ=
(1) t K
dt d v 20
==δ (2)
式中 δ0——凝固层厚度(cm);
K ——凝固系数(cm/min 1/2);
t ——凝固时间(min);
υ——凝固速度(cm/min)。
式(1)就是平方根定律,表明在砂型或金属型铸造条件下凝固层厚度δ0与凝固时间t 的平方根成正比。
凝固系数K 值与许多因素有关,实际中常用实验方法测得,见表1。
铸件凝固完毕,凝固层厚度到达壁厚中心,将壁厚的一半(δ0/2)代入式(1),即可求得凝固时间。
表1 各种合金的凝固系数
平方根定律的推导,本身对铸件的凝固过程作了一些假设,故其仅适用于大型平板类结晶温度间隔较小的合金铸件,求得近似值。
(2)模数法 当合金、铸型和浇注条件确定之后,铸件凝固时间决定于铸件的体积与散热表面积之比,即铸件的模数M C (M C = V c / S),也称折算厚度或当量厚度。
可以推出 2
2221⎥⎦⎤⎢⎣⎡==
S V K K M t C C (3) 式中 t ——铸件凝固时间;
V c ——铸件体积;
S ——铸件散热表面积;
M C ——铸件模数。
图1是各种形状的铸钢件(重量从10kg 到65t )实测凝固时间与模数的关系。
图1 实测凝固时间与模数的关系
模数法由于考虑了铸件结构形状的影响,使计算值更接近于实际。
由模数法可知,即使铸件的体积和重量相等,如果其几何形状不同,则铸件模数及其凝固时间均不相等。
反之,不论铸件的体积和形状如何,只要其模数相等,则凝固时间相近。
应用模数法计算铸件凝固时间时,可将复杂的铸件化为简单的平板、圆柱、球、长方体及立方体的组合,分别计算各简单体的模数M,其中M最大的简单体的凝固时间即为铸件的凝固时间。
模数法是近似的计算方法,对于大平板类较准确,对于短而粗的杆、立方体、圆柱形和球形铸件,由于边缘和棱角散热效应的影响较大,计算结果一般要比实际凝固时间长10%~50%。
如果被金属包围的型芯,其直径或厚度较小时,由于型芯很快达到热饱和,与型芯接触的铸件表面,可不纳入铸件散热面积。
在实际生产中,为了控制铸件的凝固方向,并不需要计算出铸件结构上各部分的凝固时间,只比较它们的模数即可。
同样,在设计冒口时,也不需要计算被补缩部位和冒口的凝固时间,只要它们的模数满足一定比例关系即可。