慢走丝加工价格怎么算_慢走丝加工费用计算方法
- 格式:docx
- 大小:22.28 KB
- 文档页数:2
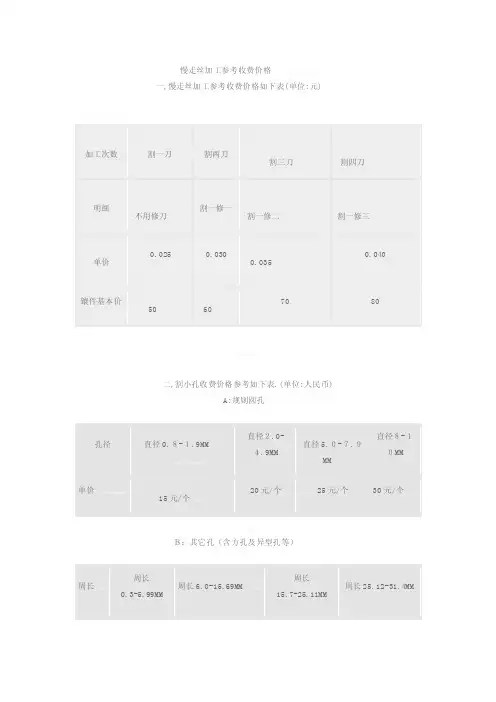
慢走丝加工参考收费价格
一,慢走丝加工参考收费价格如下表(单位:元)
二,割小孔收费价格参考如下表.(单位:人民币)
A:规则圆孔
B:其它孔(含方孔及异型孔等)
注:侧割60元/件.以上报价为工件割一修一的价格,不含打孔费用,超出最低报价按实际面积计算.
三,详细说明: 0
1,加工费按[(周长+出入线)*厚度*分类收费=价格]; 单件整板加工费按单位加工费汇总计价; 单件整板加工费<50元,按50元收费; 50元≦单件整板加工费,按实际计算.0 0 0
2,以上报价以模板厚度20MM-60MM
之间为标准计算, 不足20MM按20MM计算,60MM≦厚度≦100MM按1.5倍计算.
3,上下异型及工件的侧转后在割,按以上到报价的1.5倍计算.
4,非普通钢材,如钨钢,铜,铝等特殊材料或100MM≦厚度以上的按一般钢材的2倍计算.
5,斜度5度以下按上列报价的1.5倍计算,10度以下的按2倍计算,20度以下按3倍计算.
6,直齿轮按上列报价的2倍计算,斜齿轮按上列报价的3倍计算.
7,修理模具单件另加收架模费50元,模板最低起价50元,如超过则按上列报价方式计算.
8,对于须修改测试的工件或模板,要另外酌情收费或按每小时80元-100元计算.
以上价格为0.2~ 0.25铜线线割价格,用0.15铜线乘以上价格的1.5倍,用0.1铜线乘以上价格的2.0倍。
慢走丝加工时长计算方法## English Answer ##。
Calculating Machining Time for Wire Electrical Discharge Machining (WEDM)。
WEDM is a precise machining process that utilizes a thin wire electrode to cut through conductive materials. The machining time for WEDM is influenced by several factors, including the material being cut, the wire diameter, the cutting speed, and the feed rate.Material Being Cut:The type of material being cut significantly impacts the machining time. Harder materials, such as hardened steel or titanium, require longer cutting times due to their increased resistance to erosion. Softer materials, such as aluminum or copper, can be cut more quickly.Wire Diameter:The diameter of the wire electrode also affects the machining time. Thinner wires cut more slowly but produce a finer surface finish. Thicker wires cut faster but resultin a coarser surface finish. The optimal wire diameter depends on the material being cut and the desired surface quality.Cutting Speed:The cutting speed determines the rate at which the wire electrode travels through the material. Higher cutting speeds lead to shorter machining times, but they can also result in increased wire wear and reduced surface quality. Lower cutting speeds produce a better surface finish but take longer to complete the cut.Feed Rate:The feed rate controls the speed at which the wire electrode is advanced into the material. A higher feed rateresults in faster machining times, but it can also lead to increased wire breakage and reduced cutting accuracy. A lower feed rate produces more precise cuts but takes longer to complete.Calculating Machining Time:The machining time for WEDM can be estimated using the following formula:Machining Time = (Length of Cut / Cutting Speed) Correction Factor.where:Length of Cut: The total length of the cut to be made.Cutting Speed: The desired cutting speed in meters per minute.Correction Factor: A factor that accounts for the material being cut, the wire diameter, and the feed rate.The correction factor can be determined experimentallyor obtained from the machine manufacturer. It typically ranges from 1 to 1.5 for most materials and cutting conditions.Example:To calculate the machining time for cutting a 100 mm long slot in hardened steel using a 0.25 mm diameter wire electrode at a cutting speed of 10 m/min:Correction Factor = 1.2 (for hardened steel, 0.25 mm wire, and a moderate feed rate)。
1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥303)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了,当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10—15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
关于一般机械加工件的收费标准一、以工时记价办法:Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立、卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束。
二、以根据零件,数量,精度要求收费办法:1、钻孔加工一般材料深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3、铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。

线切割费用计算价格=面积X单价快走丝(割一刀)单价的报价:1。
普通钢质工件高度在100mm以内单价一般为0.004工件高度在100mm以上单价一般为0。
0062.特殊材质(如不锈钢、铜、钨钢等) 单价为以上单价的1。
5倍至2倍中走丝(割一修一)单价的报价:工件高度在100mm以内单价一般为:0。
008工件高度在100mm以上单价一般为:0.012中走丝(割一修二)单价的报价:工件高度在100mm以内单价一般为:0.01工件高度在100mm以上单价一般为:0。
015如果工件是批量的。
.。
可视情况打0.8-0。
9折..。
线切割加工费用计算方法一览表线切割加工费用计算方法一览表线切割分为快走丝与慢走丝, 普通线切割一般按线割面积算,工件高度也高相应价也会高.慢走丝的价格大概是普通线切割的10倍左右.慢走丝加工在江浙地区一般按每小时60元(切割平均效率40—60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费。
1、单件或小量:线切割加工费=(切割截面面积/1200)*5注:1小时线切割1200平方毫米,一般收费5元。
速度:80mm^2/s。
2、大批量:价格可以底于此标准。
加工时间计算:加工截面积/(1200—1800)=所需要时间,1200—1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
快丝的话有的可以0.015元mm也有0。
005元mm,也有10元小时慢走丝加工割一刀0。
03mm慢走丝加工割两刀0。
038mm慢走丝加工割三刀0.045mm慢走丝加工割四刀0.055mm线切割加工费用的多少根据每个地方的经济发达程度可能会有较大的不同,所以也就不能给出很准确的答案。
线切割发展至今已经有40多个年头,从早起到现在3厘每平方毫米的工价就可以看出线切割行业的竞争十分激烈。
那么,如何从竞争中脱颖而出,就是线切割代加工、企业生产线又或是线切割生产厂家在追求的目标了。
从侧面来讲,或许提升加工速度是就是一个突破重围的方向,也是绝大多数线切割生产厂家在追逐的方向。
线切割加工速度:
线切割是一个总称,在常规材料,常规厚度的情况下,快走丝的基础速度为6000mm²/h,快一些的8000左右,破万效率的就被冠以“神机”的称号了,例如广东大铁。
中走丝是在快走丝的基础上研发出来的新机型,区别就是增加了修刀功能,割一修二的综合基础速度为2000mm²/h,能上3000的基本就很少有厂家能做到了。
慢走丝小编没有使用过,具体的效率数值就不清楚拉,峰值效率可以达到300mm²/min,有效效率为
120mm²/min。
线切割切割速度计算公式:
切割面积÷时间=速度
加工周长×高度=切割面积
换句话说,切割面积×速度成×加工单价=加工总额
1/1。
.线切割费用计算X单价价格=面积快走丝(割一刀)单价的报价:0.004 单价一般为100mm以内 1.普通钢质工件高度在0.006单价一般为100mm以上工件高度在2倍至单价为以上单价的1.52.特殊材质(如不锈钢、铜、钨钢等)倍中走丝(割一修一)单价的报价:一般为:0.008 100mm以内单价工件高度在0.012单价一般为:以上工件高度在100mm一单价中走丝(割一修二)单价的报价:工件高度在100mm以内般为:0.01单价一般为:0.015 工件高度在100mm以上0.8-0.9折。
如果工件是批量的。
可视情况打线切割加工费用计算方法一览表线切割加工费用计算方法一览表线切割分为快走丝与慢走丝,普通线切割一般按线割面积算,工件高度也高相应价也会高。
慢走丝的价格大概是普通线切割的10倍左右。
慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费。
1、单件或小量:线切割加工费=(切割截面面积/1200)*5注:1小时线切割1200平方毫米,一般收费5元。
速度:80mm^2/s。
2、大批量:价格可以底于此标准。
加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
快丝的话有的可以0.015元mm也有0.005元mm,也有10元小时慢走丝加工割一刀0.03mm慢走丝加工割两刀0.038mm慢走丝加工割三刀0.045mm慢走丝加工割四刀0.055mm...线切割加工费用的多少根据每个地方的经济发达程度可能会有较大的不同,所以也就不能给出很准确的答案。
..。
机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
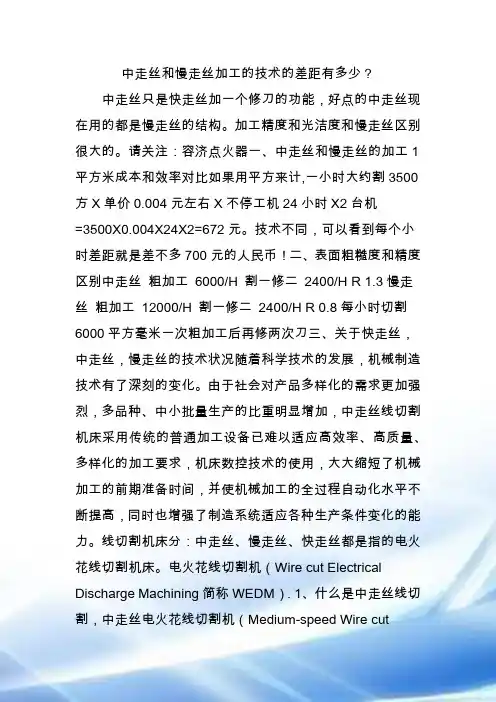
中走丝和慢走丝加工的技术的差距有多少?中走丝只是快走丝加一个修刀的功能,好点的中走丝现在用的都是慢走丝的结构。
加工精度和光洁度和慢走丝区别很大的。
请关注:容济点火器一、中走丝和慢走丝的加工1平方米成本和效率对比如果用平方来计,一小时大约割3500方X单价0.004元左右X不停工机24小时X2台机=3500X0.004X24X2=672元。
技术不同,可以看到每个小时差距就是差不多700元的人民币!二、表面粗糙度和精度区别中走丝粗加工6000/H 割一修二2400/H R 1.3慢走丝粗加工12000/H 割一修二2400/H R 0.8每小时切割6000平方毫米一次粗加工后再修两次刀三、关于快走丝,中走丝,慢走丝的技术状况随着科学技术的发展,机械制造技术有了深刻的变化。
由于社会对产品多样化的需求更加强烈,多品种、中小批量生产的比重明显增加,中走丝线切割机床采用传统的普通加工设备已难以适应高效率、高质量、多样化的加工要求,机床数控技术的使用,大大缩短了机械加工的前期准备时间,并使机械加工的全过程自动化水平不断提高,同时也增强了制造系统适应各种生产条件变化的能力。
线切割机床分:中走丝、慢走丝、快走丝都是指的电火花线切割机床。
电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM). 1、什么是中走丝线切割,中走丝电火花线切割机(Medium-speed Wire cutElectrical Discharge Machining简写MS-WEDM),属往复高速走丝电火花线切割机床范畴,是在高速往复走丝电火花线切割机上实现多次切割功能,被俗称为“中走丝线切割”。
中走丝技术在这里指出,所谓“中走丝”并非指走丝速度介于高速和低速之间,而是复合走丝线切割机床,即走丝原理是在粗加工时采用高速(8-12m/s)走丝,精加工时采用低速(1-3m/s)走丝,这样工作相对平稳、抖动小,并通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高,加工质量可介于高速走丝机和低速走丝机之间。
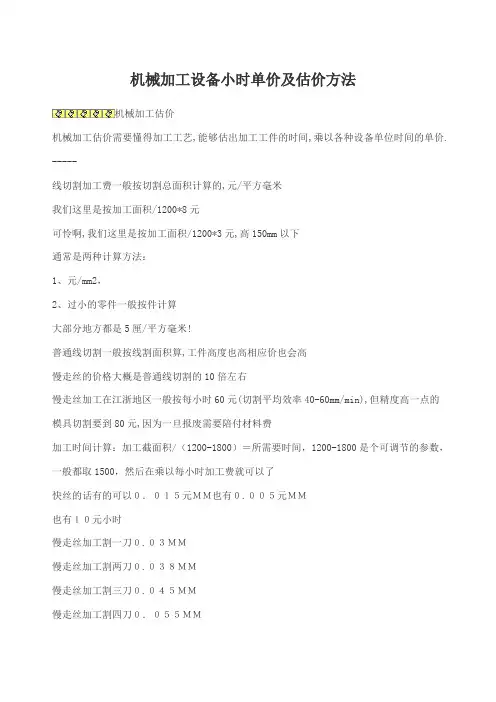
机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机械加工设备加工工时计算方法标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
线切割在现在的生产加工中,使用得很常见。
在计算价格的过程中,通常会使用加工面积来报价。
所以经常看到有人问:线切割加工多少钱一平方。
不过在线切割加工中,会有这样一条规定,那就是厚度如果小于20mm勺,加工的费用会按照20mm来计算。
大于20mm勺,就是按照实物来进行计算。
从工时上计算线切割的价格:加工费的计算是普通快走丝形成500mm以下为5元每小时,大于500mn t勺为8—10元每小时、斜度小于5度的为8元每小时,大于5度的为12元每小时。
中走丝为15元每小时。
从面积上计算线切割的价格:快走丝常规的生产为0.3元每平米,(注:如果出现大斜度、加工工序繁杂的就另行计算)。
中走丝一般为1元每平米,(注:如遇到加工方法复杂的情况,可适当提高报价)。
线切割加工费的计算线切割分为快走丝与慢走丝,普通线切割一般按线割面积算,工件高度也高相应价也会高。
慢走丝的价格大概是普通线切割的10倍左右。
慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费。
1、单件或者小批量的加工线切割加工费=(切割截面面积/1200)*5注:1小时线切割1200平方毫米,一般收费5元。
2、大批量:价格可以略低于这个标准加工时间计算:所需要时间二加工截面积/ (1200-1800),注:1200-1800是一个可以进行调节的参数,不过大部分的加工都会选择1500这个中间数,这样在乘以每小时加工费就可以得出大批量加工的价格。
快丝的话有的可以0.01元/mm,也有0.005元/mm 也有10元/小时的加工费用计算。
慢走丝加工割一刀0.03元/mm 慢走丝加工割两刀0.038元/mm 慢走丝加工割三刀0.045元/mm慢走丝加工割四刀0.055元/mm在进行线切割报价的过程中,线切割加工多少钱一平方因为地区或者材料的不同也会有一定的差别。
如果按照市场价进行报价的话,或多或少会出现一些误差。
慢走丝加工价格怎么算_慢走丝加工费用计算方法慢走丝加工价格怎么算_慢走丝加工费用计算方法不同地区价格不同,一般是南方便宜北方贵,一下是南方某家公司慢走丝报价单,原始数据发布于2006年6月6日,仅供参考:价格计算方法:总面积=面积×单价+小孔价+冲子(入块)价+细孔房电费+材料费一.按面积计价格计算公式:金额=(周长+弧线)m×模高m×单价备注:非圆的图形要用电脑画图查周长,通用的加工方式是割一修二和割一修三;二.割孔价格(此价格为割孔的最低收费,即按面积算不足此价的按此价收费,超过此价的按面积计算公式收费,通用加工方式为割一修二和割一修三)表2.按割孔计算的慢走丝报价表三.特殊价格计算方法(1)特殊厚度的计价表3.按厚度计算的慢走丝报价表(2)按斜度的计价20°以上价格另议;上下异形为一般价格的1.5倍(3)铜材为一般价格的1.5倍计算;钨钢按一般价格的2倍计算;(4)侧面积切割架费为5元,线割费另计;(4)模板最低收费为50元/块;(5)冲子、入块正割最低基本价为:割一修一:50元/件割一修二:60元/件割一修三:70元/件;即按面积和小孔计不足的以上费用的按此基本价收费,三角冲针30元每支,模板最低收费为90元/块;需侧割的,按侧面积加工另计费。
(6)治具按一般价格收费;(7)齿轮8㎜以下,按20元/齿,斜齿30元/齿;8㎜以上按面积的4倍计。
(8)以上价格不含打孔穿丝的费用,计价方法如下:直径大于0.30㎜,厚度在30㎜以下的按3元/孔计费,厚度在30㎜以上的按0.11元/㎜计费,;直径小于0.30㎜的及铜材和钨钢价格另议;(9)材料价格按SKDⅡ60元/kg,白钢120.00元/kg计算;(注:材料加工损耗15%由买方支付)(10)直径0.15的铜线加工,加工费为上述报价的3倍;直径0.10的铜线加工,加工费为上述报价的6倍。
四.常用特殊加工费用计算方式如下:1.按面积计算不足17元/孔的按模板最低收费17元/孔计费,超过的按面积计算;2.模板按面积和小孔的计不足90元的按模板最低收费90元每件计费;3.小的单件按面积和小孔计不足的按修二60元/件,修三70元/件计,三角冲针是特价30元/支。
机械加工设备小时单价及估价方法-----可怜啊,1、0.012割要到都取快丝是我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodickaq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝材料价=MB/KG????1.????????????????????设计费:模具总费用的10%-15%;????试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内; ????包装运输费:可按实际计算或按3%计;????增值税:17%????2.材料系数法????根据模具尺寸和材料价格可计算出模具材料费.????模具价格=(6~10)*材料费????锻模,塑料模=6*材料费????压铸模=10*材料费????????模具报价估计????????1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
????2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材????3????4????5????6????????????????????????????????????????????这种结算方式,在早期的模具企业中比较流行。
线切割费用计算(总1页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除线切割费用计算价格=面积X单价快走丝(割一刀)单价的报价:1.普通钢质工件高度在100mm以内单价一般为0.004工件高度在100mm以上单价一般为0.0062.特殊材质(如不锈钢、铜、钨钢等)单价为以上单价的1.5倍至2倍中走丝(割一修一)单价的报价:工件高度在100mm以内单价一般为:0.008 工件高度在100mm以上单价一般为:0.012中走丝(割一修二)单价的报价:工件高度在100mm以内单价一般为:0.01 工件高度在100mm以上单价一般为:0.015 如果工件是批量的。
可视情况打0.8-0.9折。
线切割加工费用计算方法一览表线切割加工费用计算方法一览表?线切割分为快走丝与慢走丝,普通线切割一般按线割面积算,工件高度也高相应价也会高。
慢走丝的价格大概是普通线切割的10倍左右。
?慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费。
?? 1、单件或小量:?? 线切割加工费=(切割截面面积/1200)*5?? 注:1小时线切割1200平方毫米,一般收费5元。
速度:80mm^2/s。
?? 2、大批量:价格可以底于此标准。
?? 加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
?? 快丝的话有的可以0.015元mm也有0.005元mm,也有10元小时?? 慢走丝加工割一刀0.03mm?? 慢走丝加工割两刀0.038mm?? 慢走丝加工割三刀0.045mm?? 慢走丝加工割四刀0.055mm?? 线切割加工费用的多少根据每个地方的经济发达程度可能会有较大的不同,所以也就不能给出很准确的答案。
慢走丝加工价格怎么算_慢走丝加工费用计算方法
不同地区价格不同,一般是南方便宜北方贵,一下是南方某家公司慢走丝报价单,原始数据发布于2006年6月6日,仅供参考:
价格计算方法:
总面积=面积×单价+小孔价+冲子(入块)价+细孔房电费+材料费
一.按面积计价格
计算公式:金额=(周长+弧线)m×模高m×单价
备注:非圆的图形要用电脑画图查周长,通用的加工方式是割一修二和割一修三;
二.割孔价格(此价格为割孔的最低收费,即按面积算不足此价的按此价收费,超过此价的按面积计算公式收费,通用加工方式为割一修二和割一修三)
表2.按割孔计算的慢走丝报价表
三.特殊价格计算方法
(1)特殊厚度的计价
表3.按厚度计算的慢走丝报价表
(2)按斜度的计价
20°以上价格另议;上下异形为一般价格的1.5倍
(3)铜材为一般价格的1.5倍计算;钨钢按一般价格的2倍计算;
(4)侧面积切割架费为5元,线割费另计;
(4)模板最低收费为50元/块;
(5)冲子、入块正割最低基本价为:
割一修一:50元/件
割一修二:60元/件
割一修三:70元/件;
即按面积和小孔计不足的以上费用的按此基本价收费,三角冲针30元每支,模板最低收费为90元/块;需侧割的,按侧面积加工另计费。
(6)治具按一般价格收费;
(7)齿轮8㎜以下,按20元/齿,斜齿30元/齿;8㎜以上按面积的4倍计。
(8)以上价格不含打孔穿丝的费用,计价方法如下:
直径大于0.30㎜,厚度在30㎜以下的按3元/孔计费,厚度在30㎜以上的按0.11元/㎜计费,;直径小于0.30㎜的及铜材和钨钢价格另议;
(9)材料价格按SKDⅡ60元/kg,白钢120.00元/kg计算;
(注:材料加工损耗15%由买方支付)
(10)直径0.15的铜线加工,加工费为上述报价的3倍;
直径0.10的铜线加工,加工费为上述报价的6倍。
四.常用特殊加工费用计算方式如下:
1.按面积计算不足17元/孔的按模板最低收费17元/孔计费,超过的按面积计算;
2.模板按面积和小孔的计不足90元的按模板最低收费90元每件计费;
3.小的单件按面积和小孔计不足的按修二60元/件,修三70元/件计,三角冲针是特价
30元/支。
4.以上价格含6%的税金.
以上数据来源于网络,仅供参考。
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。